拉矯機延伸率及張力輥傳動裝置差動輪系分析
2014-09-19 03:42:30張貴春張寧峰
重型機械 2014年6期
張貴春,張寧峰
(新余鋼鐵集團有限公司,江西新余 338001)
拉矯機延伸率及張力輥傳動裝置差動輪系分析
張貴春,張寧峰
(新余鋼鐵集團有限公司,江西新余 338001)
以進口設備新鋼1 550 mm冷軋連退機組拉矯機系統為研究對象,闡述了拉矯機延伸率控制原理,重點分析了張力輥傳動主減速機內差動輪系,計算了拉矯機延伸率,計算得出的延伸率與HMI顯示的實際延伸率完全一致。通過計算分析,為國內拉矯機系統的技術改造和設計提供參考。
拉矯機;延伸率;張力輥傳動裝置;差動輪系
0 前言
拉矯機是冷軋連退機組上的關鍵設備,它的作用是消除帶鋼的板形缺陷和改善帶鋼的性能。新鋼1 550 mm連退爐后采用“四輥平整機+兩彎一矯拉矯機”工藝布置形式,拉矯機本體單元和拉矯機前后張力輥集中驅動的主減速機、延伸率減速機和直角減速機由西門子-奧鋼聯公司(VAI)供貨。本文以該拉矯機系統為研究對象,分析拉矯機延伸率控制原理,對張力輥傳動裝置差動輪系如何協同實現拉矯機恒延伸率控制進行了分析計算。
1 拉矯機機組設備和延伸率控制
拉矯機機組設備由兩部分組成,一部分是拉矯機入出口張力輥組;另一部分是拉矯機本體單元。新鋼1 550 mm冷軋連退機組拉矯機機組張力輥傳動布置如圖1所示。
決定拉矯機矯直效果的因素有延伸率、拉矯張力、彎曲矯直輥組壓下深度三個主要工藝參數。延伸率是拉彎矯直過程中改善帶鋼板形和控制帶鋼力學性能的最重要參數。
拉矯機的延伸率控制有調節速度差的延伸率控制和調節張力的延伸率控制。本機組采用的是調節速度差的延伸率控制方式。拉矯機系統中,只有張力輥是驅動的。張力由出口張力輥組與入口張力輥組存在的速度差產生的。這樣的型式不僅簡化了拉矯機本體單元內部結構,而且可以保證彎曲輥、矯直輥與帶鋼同步運轉,不致打滑。帶鋼通過拉矯機本體單元后,產生塑性延伸,其延伸率就是出口和入口張力輥組的相對速度差,即

式中,ε為帶鋼在拉伸彎曲矯直時的延伸率,一般為1%~3%;υ1為拉矯機入口張力輥的速度; υ2為拉矯機出口張力輥的速度。
根據拉矯機前后張力輥傳動方式的不同,可將其分為三類:電氣傳動式、機電混合式及機械傳動式。本拉矯機前后張力輥驅動采用機電混合式。
圖1中的拉矯機前后張力輥采用分散驅動和集中驅動的機電混合式方案。分散驅動是指6# R1和7#R2、7#R3、7#R4張力輥通過電機單獨驅動,它們與各自張力輥組中另一輥子間的轉速差由電氣系統通過控制兩個電機的轉速實現。集中驅動是指張力輥6#R2輥和7#R1輥連接到含有差動輪系的主減速機上,通過主電機M1、延伸率電機M2、延伸率減速機、主減速機和直角減速機組成傳動鏈,通過轉速差來產生張力和延伸率,集中驅動中采用差動輪系,其顯著的特點是能保證機組在啟動、正常運行和制動時實現恒延伸率控制。延伸率采用閉環反饋控制,在6# R2張力輥和7#R1張力輥的軸端安裝有編碼器,在線檢測這2個輥子的速度,經PLC計算延伸率,當延伸率與設定的延伸率有偏差時,延伸率電機M2速度增加或減小,通過主減速機中的差動輪系使7#R1張力輥速度增加或減小,從而使延伸率保持恒定。
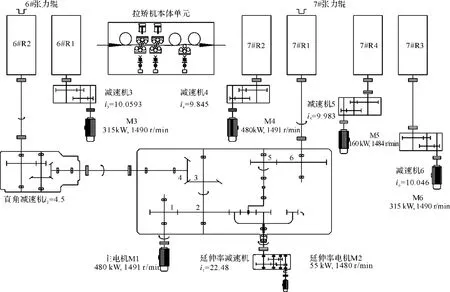
圖1 新鋼1550冷軋連退機組拉矯機系統張力輥傳動布置Fig.1Bridle roll drive device of tension leveller system for the 1550 CAL of XinSteel
2 張力輥傳動主減速機內差動輪系
張力輥傳動主減速機內差動輪系是實現拉矯機系統恒延伸率的關鍵傳動機構,同時又是傳動中的難點所在。主減速機的齒輪傳動是復合輪系,既包含有差動輪系部分,又包含有定軸輪系部分。如圖1所示,差動輪系由太陽輪a、行星輪g、行星架H和內齒圈b1基本構件組成,它是典型的2K-H輪系。差動輪系和定軸輪系之間的根本差別在于前者中有轉動的行星架,其傳動比不能直接用定軸輪系傳動比的求法來計算。但是,根據相對運動原理,若給整個差動輪系加上一個公共轉速度“-nH”,使之繞行星架的固定軸線回轉,這時各構件之間的相對運動仍將保持不變,而行星架的轉速度變為nH-nH=0,即行星架“靜止不動了”。于是,差動輪系轉化成了定軸輪系。差動輪系轉化成定軸輪系如圖2所示。
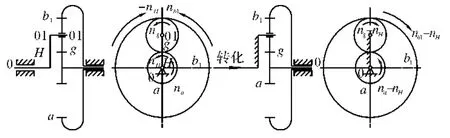
圖2 差動輪系轉化成定軸輪系Fig.2Differential gear train transform fixed axis gear train
當對整個差動輪系加上一個公共轉速度“-nH”以后,其各構件相對于行星架的轉速度是:
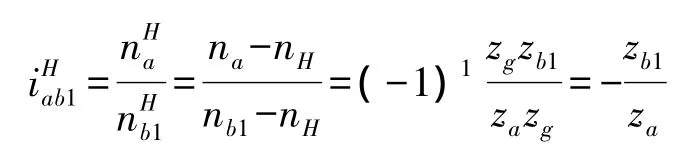
行星架再通過由齒輪5、齒輪6組成的齒輪副,傳動7#R1張力輥,這樣就可以很容易計算出7#R1張力輥的轉速。
3 延伸率計算及計算分析
計算中涉及到的齒輪齒數和減速機速比如下: Za=23(太陽輪);Zg=25(行星輪);Zb1=73(內齒圈);Zb2=85(外齒圈);Z1=33;Z2=113;Z3= 36;Z4=24;Z5=27;Z6=83;延伸率減速機速比i1=22.48;直角減速機速比i2=4.5。
主電機M1的轉速度n1(r/min),延伸率電機M2的轉速度為n2(r/min),n1和n2轉向相同,規定為正值,與n1和n2轉向相反,則為負值。
3.1 6#R2張力輥轉速
從主電機M1到6#R2輥的傳動速比i6#R2
3.2 7#R1張力輥轉速
行星架的轉速度
太陽輪的轉速
外齒圈b2的轉速
內齒圈b1與外齒圈b2的轉速相等,即nb1= nb2,行星架的轉速度
3.3 延伸率計算
6#R2和7#R1兩個張力輥直徑相等,為φ1 200 mm,拉矯機帶鋼延伸率

根據式(3),實時任意取4組主電機M1的轉速n1和延伸率電機M2的轉速n2,計算延伸率與實際延伸率如表1所示。
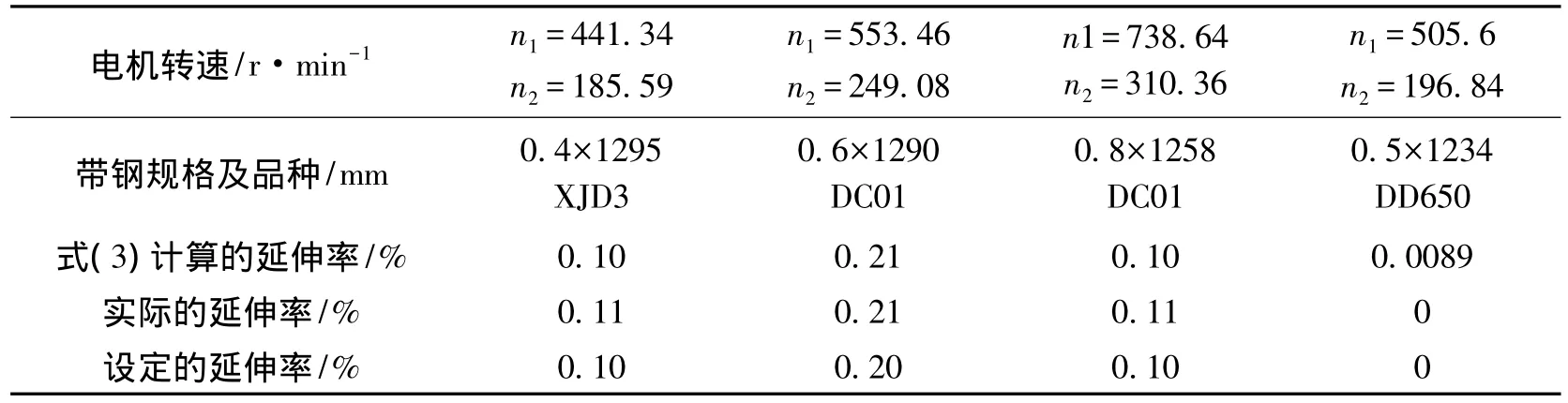
表1 計算延伸率與實際延伸率比對Tab.1Compare calculated elongation with the actuality elongation
從式(1)、式(2)對6#R2張力輥和7#R1張力輥轉速表達式可以看出,6#R2張力輥的轉速由電機M1貢獻的,7#R1張力輥轉速絕大部分是由主電機M1貢獻的,延伸率電機M2僅對7#R1張力輥轉速作少量的調節。延伸率閉環反饋控制,根據設定的延伸率,延伸率電機M2速度增加或減小,通過主減速機中的差動輪系7#R1張力輥速度增加或減小,使6#R2張力輥和7#R1張力輥轉速差穩定,實現恒延伸率控制。
從表1中可以看出,根據式(3)計算的延伸率與HMI畫面顯示的實際延伸率是一致的,延伸率控制精度很高,達到了0.01%。
4 結束語
西門子-奧鋼聯公司(VAI)為國內冷軋后處理線提供了多套拉矯機系統設備,它是奧鋼聯公司獨特的設備技術,通過對該系統張力輥傳動差動輪系的分析,加深了對拉矯機延伸率控制的理解,為今后提高拉矯機延伸率奠定了有力的技術支持和理論依據;有利于我們對該系統設備維護與使用。通過對延伸率和張力輥傳動差動輪系的計算分析,為國內拉矯機系統的技術改造和設計提供了一個可資借鑒的參考。
[1]遲淑春,吳建生.拉伸彎曲矯直機在熱鍍鋅機組中的應用[J].冶金設備,2004(6):21-24.
[2]劉新偉.拉伸彎曲矯直機張力輥傳動裝置分析[J].一重技術,2010(3):4-7.
[3]孫桓,陳作模,葛文杰.機械原理(第7版)[M].北京:高等教育出版社,2006.
[4]白群.本鋼冷軋薄板廠CDCM機組拉伸矯直機傳動原理及作用分析[J].本鋼技術,2006(3):10 -12.
[5]張靜漫.酸軋機組拉矯機在實際使用中出現的問題及原因分析[J].安徽冶金科技職業學院學報,2005(2):25-28.
[6]唐成龍.冷軋帶鋼拉伸彎曲矯直機傳動系統分析[J].冶金設備,2006(2):67-69,15.
[7]王文廣,張清東,吳彬,等.拉伸彎曲矯直機S輥組周期性打滑機理及對策研究[J].冶金設備,2008(3):9-13.
[8]宋建芝.帶鋼連續拉伸矯直機選型與設計研究[J].冶金設備,2009(5):39-42.
[9]康陽,王路兵,李躍興,等.首鋼1450酸軋機組拉伸彎曲矯直機的結構分析及應用[J].鋼鐵研究學報,2012(S1):120-125.
[10]王力.干熄焦提升機行星減速機傳動比及行星輪軸承壽命的分析[J].冶金設備,2010(E2):27-30.
Analysis of elongation and differential gear train of bridle roll drive device for tension leveler
ZHANG Gui-chun,ZHANG Ning-feng
(Xinyu Iron&Steel Group Co.,Ltd.,Xinyu,338001)
This paper introduced the control principle of elongation,taking an imported equipment tension leveller system for 1550mm CAL of XinSteel,emphasizes on the analysis of calculating method for planet carrier revolve speed of differential gear train of main Reduction machinery for bridle roll drive device and tension leveller elongation,and calculated the elongation which consists with the actuality elongation,which results absolutely accordance with HMI data.It provided a reference for design and reconstruction of tension leveler.
tension leveller;elongation;bridle roll drive device;differential gear train
TG333
A
1001-196X(2014)06-0049-04
2014-03-09;
2014-05-11
張貴春(1965-),男,江西高安人,高級工程師,從事冷軋連續退火機組設備技術管理工作。