鉸接式鉗口扇形板的加工工藝
2014-09-19 03:42:40楊學(xué)軍
重型機(jī)械 2014年6期
關(guān)鍵詞:工藝
楊學(xué)軍
(中冶陜壓重工設(shè)備有限公司,陜西富平 711711)
鉸接式鉗口扇形板的加工工藝
楊學(xué)軍
(中冶陜壓重工設(shè)備有限公司,陜西富平 711711)
針對(duì)鉸接式鉗口扇形板形狀復(fù)雜、加工難度大的問(wèn)題進(jìn)行分析,介紹了采用軌跡法在數(shù)控鏜床上加工對(duì)刀及找正基準(zhǔn),然后由刨床用成型刨刀接刀刨出,最后鉗工研磨,鉗口扇形板的加工精度達(dá)到設(shè)計(jì)要求。
卷取機(jī);卷筒;鉗口扇形板;成型刨刀
0 前言
開(kāi)卷機(jī)和卷取機(jī)分別位于軋制生產(chǎn)線的頭部和尾部。開(kāi)卷機(jī)位于軋機(jī)入口側(cè),其作用是支撐卷狀帶材并按照軋制速度要求將卷狀帶材展開(kāi),為軋制提供原材料,即起送料作用。卷取機(jī)位于軋機(jī)出口側(cè),其作用是支撐卷材并按照軋制速度的不同以相應(yīng)的速度將帶材軋制成品卷繞成卷,即起收料作用[1]。
卷筒作為卷取設(shè)備的關(guān)鍵部件,是冶金設(shè)備制造行業(yè)中公認(rèn)的結(jié)構(gòu)最復(fù)雜,制造難度最大、周期最長(zhǎng)的設(shè)備,也是技術(shù)附加值最高的產(chǎn)品。中冶陜壓重工設(shè)備有限公司在為武鋼生產(chǎn)的2 250 mm平整機(jī)組中,其中的卷取機(jī)卷筒中的鉗口扇形板為鉸接結(jié)構(gòu),該類型工件在國(guó)外都用四坐標(biāo)聯(lián)動(dòng)數(shù)控銑床用包絡(luò)法加工,這就需要用專業(yè)的自動(dòng)編程軟件來(lái)實(shí)現(xiàn),而中冶陜壓重工設(shè)備有限公司目前因?yàn)橘Y金原因,一直沿用手工編程來(lái)完成數(shù)控機(jī)床編程工作,由于需要大量的復(fù)雜運(yùn)算,手工編程對(duì)此幾乎無(wú)能為力,況且若用此方法加工,加工效率較為低下,將占用數(shù)控鏜床較長(zhǎng)時(shí)間,因數(shù)控鏜床負(fù)荷極重,必須找出一種適合于中冶陜壓重工設(shè)備有限公司的加工方法。
1 加工工藝分析
武鋼2 250 mm平整機(jī)組的卷取機(jī)卷筒中的鉗口扇形板為鉸接結(jié)構(gòu),卷筒結(jié)構(gòu)如圖1所示。圖2為鉗口扇形板的結(jié)構(gòu)圖,其主視圖外形為多段曲線及直線組合,其φ80f7外圓弧面為3/4圓弧,尺寸精度及表面粗糙度要求很高,用傳統(tǒng)工藝很難加工,解決該圓弧的加工成為制定工藝方案的關(guān)鍵。

圖1 卷筒結(jié)構(gòu)Fig.1Reel structure
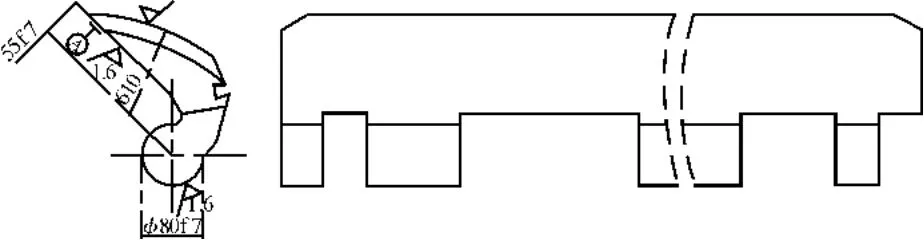
圖2 鉗口扇形板結(jié)構(gòu)圖Fig.2Structure of segment with fixed jaw
由于該圓弧面與基準(zhǔn)A面尺寸及位置精度要求高,無(wú)法用手工測(cè)量方法檢測(cè),因此φ80f7外圓弧面的定位精度,也是制約加工成功與否的關(guān)鍵。
2 工藝實(shí)現(xiàn)
經(jīng)過(guò)分析研究,決定由數(shù)控鏜床用軌跡法加工對(duì)刀及找正基準(zhǔn),然后由刨床用成型刨刀接刀刨出,最后鉗工研磨達(dá)圖,用數(shù)控鏜床加工軌跡可以保證定位精度,用成型刨刀可以保證尺寸及形狀精度,研磨可以提高表面粗糙度。
具體工藝過(guò)程為:毛坯鍛造→粗刨主視外形→鏜床粗平兩端面→調(diào)質(zhì)處理→鏜床半精平兩端面→數(shù)控鏜床半精加工找正基準(zhǔn)、定位基準(zhǔn)及對(duì)刀基準(zhǔn)→半精刨軸向外形→半精銑兩端面及各槽→消應(yīng)力→數(shù)控鏜床精加工找正基準(zhǔn)、定位基準(zhǔn)及對(duì)刀基準(zhǔn)→精刨軸向外形→精銑兩端面及各槽加工其余各部、去掉卡頭→鉗工研磨→與卷筒組裝精加工外圓。
以下主要介紹φ80f7外圓弧面及主視圖外形的精加工。
2.1 數(shù)控鏜床加工外形及裝夾基準(zhǔn)
如圖3所示裝夾,正面對(duì)鏜頭工件,在工作臺(tái)上壓平尺作為找正及測(cè)量基準(zhǔn),按平尺及φ80f7外圓母線雙向找正:按數(shù)控程序在工件兩端部分別銑主視外形各面,深度50 mm,其中φ610 mm圓弧面留量6.5 mm,其余外形面加工滿足圖紙要求,表面粗糙度為Ra3.2,作為刨床找正及對(duì)刀用,并加工兩側(cè)工藝卡頭周邊作為刨床裝夾基準(zhǔn),加工時(shí)以圖3所示B面定位,φ80f7圓心為編程零點(diǎn)。
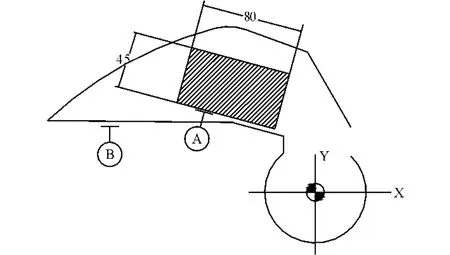
圖3 編程基準(zhǔn)及坐標(biāo)選擇Fig.3Programming reference and coordinate
2.2 精刨外形
以數(shù)控鏜床所加工長(zhǎng)度的兩側(cè)作為對(duì)刀基準(zhǔn),沿X、Y向分別找正至0.03 mm/全長(zhǎng):
(1)以數(shù)控鏜床加工基準(zhǔn)對(duì)刀,粗刨φ610 mm圓弧面留量6.5 mm,達(dá)Ra6.3;精刨除φ80f7外各部外形滿足圖紙要求;
(2)圖3所示工件下端朝上,左端對(duì)側(cè)刀架,在工藝凸臺(tái)(圖4示A面)下面墊等高塊,并在其上面壓壓板,以數(shù)控鏜床所加工長(zhǎng)度兩側(cè)對(duì)刀基準(zhǔn)沿X、Y向分別找正至0.03 mm/全長(zhǎng),以數(shù)控鏜床加工基準(zhǔn)對(duì)刀用成型刨刀接刀精刨φ80f7外圓,要求接刀光滑,達(dá)Ra3.2。注意裝卡時(shí)懸空處應(yīng)多處加墊,但不能壓壓板,加工時(shí)應(yīng)嚴(yán)格按數(shù)控鏜床加工對(duì)刀基準(zhǔn)對(duì)刀。(刨φ80f7外圓時(shí)應(yīng)在側(cè)刀架及上刀架上各裝一把刀,通過(guò)兩刀架上的刨刀聯(lián)合動(dòng)作,完成φ80f7外圓的加工,見(jiàn)圖4)。
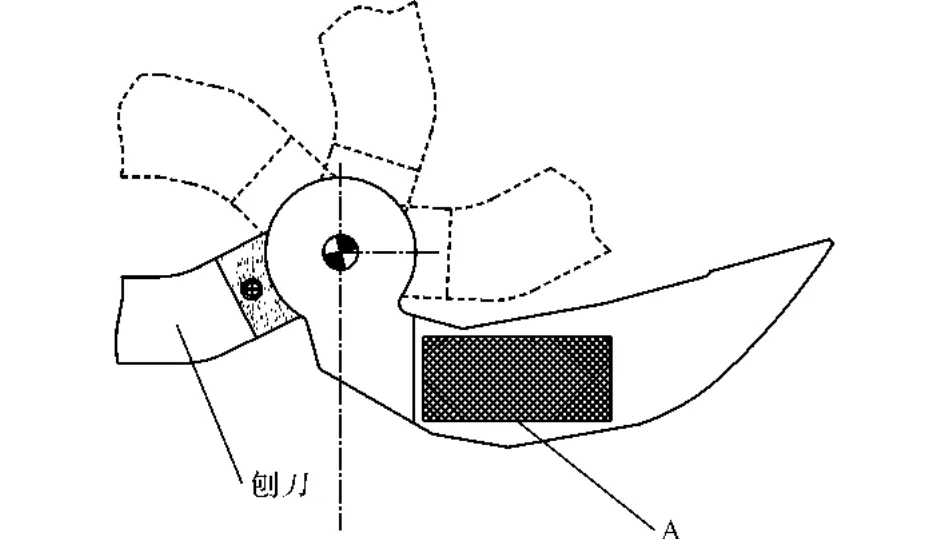
圖4 刨床加工示意圖Fig.4Diagram of planing
圖4表示刨刀的四個(gè)工位,龍門刨床上刀架及側(cè)刀架同時(shí)動(dòng)作,分兩次完成加工。
2.3 鉗工研磨
制作專用研磨板,用研磨板研磨φ80f7外圓弧面,表面粗糙度達(dá)Ra1.6。
3 結(jié)語(yǔ)
按照上述方案制造的鉗口扇形板,經(jīng)過(guò)國(guó)外專家及武鋼用戶聯(lián)合檢驗(yàn),尺寸及形位公差完全能夠滿足圖紙技術(shù)要求,加工質(zhì)量得到了國(guó)外專家及用戶的首肯,低廉的制造成本及工藝可靠性得到了車間的一致好評(píng),為企業(yè)帶來(lái)了可觀的經(jīng)濟(jì)效益。
[1]周國(guó)盈.帶鋼卷取設(shè)備[M].北京:冶金工業(yè)出版社,1982:35-41.
[2]梁愛(ài)生.鋼鐵生產(chǎn)新技術(shù)[M].北京:冶金工業(yè)出版社,1993:123-125.
[3]呂政.對(duì)我國(guó)工業(yè)增長(zhǎng)現(xiàn)狀及趨勢(shì)分析[N].中國(guó)冶金報(bào),2005-9-20(2).
[4]梁愛(ài)生.鋼鐵生產(chǎn)新技術(shù)[M].北京:冶金工業(yè)出版社,1993:123-125.
[5]呂亞臣.重型機(jī)械工藝守則[M].哈爾濱:哈爾濱出版社,1998:194-204.
[6]本洪.機(jī)械加工工藝手冊(cè)[M].北京:北京出版社,1996:143-156.
[7]鄒家祥.軋鋼機(jī)械[M].北京:冶金工業(yè)出版社,2007:199-204.
[8]王先逵,吳丹.制造技術(shù)中的模糊邏輯決策研究[J].中國(guó)機(jī)械工程,2000,11(1):157-162.
Processing technology of hinge joint segment
YANG Xue-jun
(MCC-SFRE Heavy Industry Equipment Co.,Ltd.,F(xiàn)uping 711711,China)
This article introduces a complex-shape&difficult processing technology for hinge joint segment,it first machines localization and alignment datum&clamping reference by NC boring machine,then use planing machine manufacture shape of workpiece,it also introduces key processing technology.
tension reeling machine;reel;segment;shaping plane cutter
TH16
A
1001-196X(2014)06-0077-03
2014-05-12;
2014-07-11
楊學(xué)軍(1970-),男,高級(jí)工程師,研究方向?yàn)橐苯疖堉萍板憠涸O(shè)備的機(jī)械制造。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52