天然氣切割應用于重型礦山裝備制造的可行性
2014-09-17 02:40:56肖德政王志平曾令琴段世新
電焊機 2014年1期
關鍵詞:成本
肖德政,王志平,曾令琴,段世新
(中信重工機械股份有限公司,河南 洛陽 471039)
0 前言
天然氣切割技術是在天然氣中混合加入一定比例的增效劑,使混合后的天然氣燃燒溫度提高,滿足切割要求的一種技術。天然氣切割相比丙烷,具有高效、節能、環保和安全等特點[1]。近年來,天燃氣切割技術已經在礦用機械、車輪制造、船舶制造等領域的鋼板切割中得到應用,并且相關企業描述應用天然氣切割能節約成本約30%~50%,但天然氣切割推廣的速度仍然緩慢且應用范圍不廣。天然氣切割的推廣和應用除了受企業當地是否有天然氣資源限制外,企業對天然氣切割到底能節約多少成本,是否需要對設備進行改造以及鋼板切割面質量是否滿足使用要求的疑慮也是一方面原因。相關文獻進行了天然氣與丙烷切割的成本對比分析[2],但沒有綜合考慮燃氣和氧氣的消耗成本,也沒有涉及到天然氣切割特厚鋼板的數據,而切割特厚板是大型礦山機械制造企業經常遇到的問題。
1 天然氣切割試驗
1.1 天燃氣切割特厚鋼板試驗
天然氣供應采用六罐裝瓶組,通過減壓裝置將輸出壓力減到0.23 MPa,即燃氣供應壓力。天然氣經過增效劑混合裝置后連接到數控機床的燃氣輸入軟管。由于厚板切割時氧氣消耗量大,瓶裝氧氣供應量不足以滿足切割要求。試驗用氧氣采用車間管道氧氣,管道氧氣壓力為1.68 MPa,即氧氣供應壓力。切割設備為特厚板數控火焰切割機,型號OMN IMATP6000。試驗割嘴使用原有丙烷割嘴,數控火焰切割機床不做任何改動。試驗切割厚度為280 mm和500 mm兩種鋼板,材質Q235A,使用丙烷割嘴型號分別為300-450和450-600。
1.2 天然氣與丙烷切割成本對比試驗
燃氣供應分別為丙烷氣瓶和天然氣罐裝瓶組,氧氣供應為氧氣瓶。試驗時用兩個氧氣瓶分別連接數控機床的高壓和低壓氧氣軟管,作為氧氣供應。丙烷氣瓶或天然氣連接到數控機床的燃氣軟管,作為燃氣輸入。在天然氣減壓后輸入數控切割機之前安裝一個FQL-I智能流量積算儀,即天然氣流量計,來統計天然氣的消耗量。切割設備仍采用特厚板數控火焰切割機,使用丙烷割嘴型號為60-100。切割同等工作量的鋼板,統計兩種切割方法燃氣和氧氣的消耗量。
切割前后用磅秤對供氣氣瓶進行稱重,來統計丙烷氣、低壓氧氣和高壓氧氣的消耗量。氣瓶稱重時帶減壓閥,軟管不拆卸。試驗前后氣瓶稱重的狀態都保持一致,使稱重誤差處于同一個水平。當兩組數據相減時,可以抵消一定誤差,使試驗誤差減小。天然氣的消耗量從流量計上讀取流量后計算。
試驗工作量為60 mm厚鋼板切割一個60 mm×2 000 mm的長方形料和100 mm厚鋼板切割一個100 mm×1 000 mm的長方形料,材質為Q235A的鋼板。試驗切割過程完全模擬實際生產過程。切割前對氣瓶進行稱重并記錄,切割后關閉數控機床的燃氣閥門,對氣瓶進行稱重并記錄。
2 試驗結果
2.1 特厚板切割
厚280 mm鋼板切割時,切割速度90 mm/min,天然氣供應壓力0.23 MPa,氧氣采用車間管道氧氣,供應壓力1.68 MPa。切割面平面度良好,沒有割痕。將鋼尺直邊靠近切割面時,900 mm范圍內貼合緊密,如圖1所示。將鋼板吊下數控床后目測垂直度良好,靠直角尺測量切割面垂直度,如圖2所示,用φ1.2的焊絲作參考可知,垂直度遠小于1 mm。
厚500 mm鋼板切割時,切割速度30 mm/min,天然氣供氣壓力0.23 MPa,氧氣采用車間管道氧氣,供應壓力1.68 MPa。切割面表面質量良好,僅在切割開始和結束時切割面底部存在割痕,上部和中間沒有割痕。在上部和中間整個切割面平面度測量小于1 mm,如圖3所示,底部平面度在切割結束的地方最大為4 mm(即割痕深度)。靠直角尺測量切割面垂直度為4mm,如圖4所示,參考焊絲直徑1.2 mm。切割開始和結束時切割面底部出現割痕是特厚板切割都會遇到的問題,如果在切割縫開始和結束的地方焊接工藝板(類似于引滅弧板),來保持切割火焰流的穩定性,可以提高切割質量。

圖1 厚280 mm鋼板切割面平面度Fig.1 Flatnessofcuttingsurface(thicknessof280 mm)

圖2 厚280 mm鋼板切割面垂直度Fig.2 Perpendicularityofcuttingsurface(thicknessof280mm)

圖3 厚500 mm鋼板切割面平面度Fig.3 Flatness of cutting surface(thickness of 500 mm)
2.2 切割成本對比
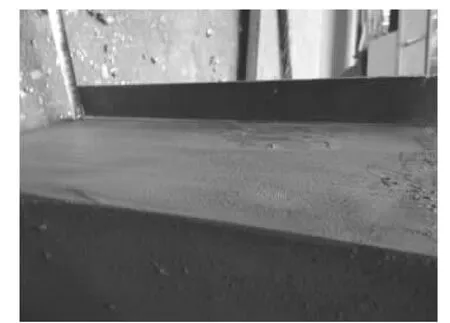
圖4 厚500 mm鋼板切割面垂直度Fig.4 Perpendicularity of cutting surface(thickness of 500 mm)
試驗天然氣供應壓力0.23 MPa,丙烷氣瓶供應壓力0.07 MPa,高壓和低壓氧氣瓶供應壓力0.9~1MPa。厚60 mm鋼板天然氣切割速度300 mm/min,丙烷切割速度269 mm/min。厚100 mm鋼板天然氣切割速度201 mm/min,丙烷切割速度189 mm/min。以某天然氣切割增效劑使用成本4.5元/m3為例,即每立方天然氣消耗增效劑成本。氧氣按1.2元/m3,丙烷按9元/kg,天然氣按2.58元/m3,氧氣按密度1.429 kg/m3換算成標準立方后計算成本。切割同等工作量,進行天然氣和丙烷切割成本對比,如表1所示,從對比數據可知,天然氣切割成本相比丙烷下降44.1%。
3 結論
(1)燃氣公司供應給企業的管道天然氣壓力一般為0.2~0.4 MPa,天然氣供應壓力0.23 MPa即可滿足特厚鋼板切割的條件。天燃氣切割特厚鋼板的切割面質量良好,切割面的平面度和垂直度能滿足企業生產要求。
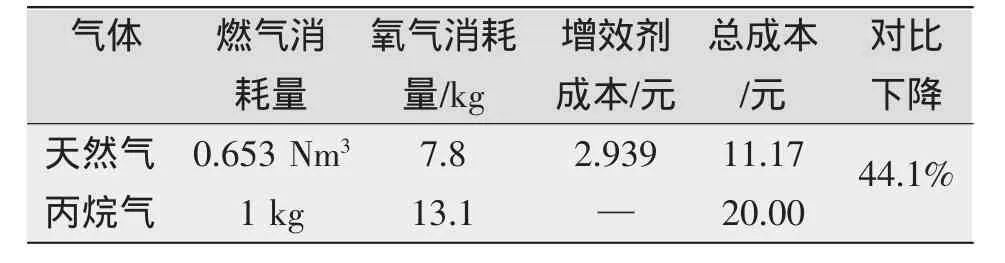
表1 天然氣與丙烷切割成本對比Tab.1 Cutting cost comparison between natural gas and propane
(2)采用天然氣切割不需要更換原有丙烷割嘴,不需要對設備進行改造。就天然氣使用壓力而言,輸氣管道也可以沿用原有丙烷管道。除增加天然氣增效劑混合裝置外,不會使企業產生額外的設備改造成本。
(3)天然氣切割鋼板的速度稍微比丙烷快。在不考慮效率的情況下,使用天然氣切割相比丙烷切割成本要下降44.1%。天然氣切割能節約企業的制造成本,同時具有更安全、高效率的特點,可以在大型礦山機械制造企業應用。
:
[1]吳虎修,汪長金,劉 虹.天然氣在金屬切割中的應用[J].燃氣技術,2008(395):8-11.
[2]劉海鴿,張海霞,張亞南.天然氣替代丙烷切割在液壓支架中的推廣使用[J].新技術新工藝,2011(11):78-79.
猜你喜歡
廈門大學學報(哲學社會科學版)(2022年5期)2022-10-11 01:22:46
中國化肥信息(2021年6期)2021-08-21 02:42:16
河南電力(2021年5期)2021-05-29 02:10:00
電影(2018年12期)2018-12-23 02:18:48
特別健康(2018年2期)2018-06-29 06:13:42
領導決策信息(2017年10期)2017-05-17 04:49:02
風能(2015年9期)2015-02-27 10:15:24
私人飛機(2013年10期)2013-12-31 00:00:00
俄羅斯問題研究(2012年1期)2012-03-25 09:54:48
互聯網周刊(2009年14期)2009-08-04 09:37:06