不同處理工藝對A7NO1S-T5鋁合金焊接接頭殘余應(yīng)力的影響
2014-09-17 02:41:12樊云杰茍國慶
電焊機(jī) 2014年1期
樊云杰,吉 華,茍國慶
(1.南車青島四方機(jī)車車輛股份有限公司,山東青島 266111;2.上海航天設(shè)備制造總廠,上海200245;3.西南交通大學(xué)材料科學(xué)與工程學(xué)院,四川成都 610031)
0 前言
隨著高速列車的發(fā)展,其車體采用大型中空鋁合金型材焊接而成。焊接結(jié)構(gòu)的強(qiáng)度、抗脆斷能力、耐腐蝕性能等受到殘余應(yīng)力與焊接缺陷、接頭幾何不連續(xù)性、冶金非均勻性等因素相互作用,從而降低了高速列車車體結(jié)構(gòu)的安全可靠性,縮短其服役壽命。適當(dāng)?shù)摹⒎植己侠淼臍堄鄩簯?yīng)力可以提高疲勞強(qiáng)度,提高抗應(yīng)力腐蝕能力,從而延長車體使用壽命;而不適當(dāng)?shù)臍堄鄳?yīng)力則會降低疲勞強(qiáng)度,產(chǎn)生應(yīng)力腐蝕,失卻尺寸精度,甚至導(dǎo)致變形、開裂等早期失效事故[1]。因此研究如何有效控制和消除殘余應(yīng)力對保證結(jié)構(gòu)的安全可靠性有著重要的意義。
陳明鳴[3]等人用小盲孔應(yīng)力釋放法對LD10鋁合金材料由不同熱處理工藝產(chǎn)生的殘余應(yīng)力進(jìn)行了測試,并分析比較了試驗結(jié)果,為該材料熱處理工藝選擇和結(jié)構(gòu)的使用性能研究打下了基礎(chǔ)。孔德軍[4]等人利用激光沖擊波對LY12CZ鋁合金表面進(jìn)行了沖擊處理,實現(xiàn)了對LY12CZ鋁合金表面殘余應(yīng)力的控制,有利于提高其表面涂層的結(jié)合強(qiáng)度。
本研究采用熱處理、機(jī)械振動和超聲沖擊三種方法對A7N01S-T5鋁合金焊接接頭殘余應(yīng)力進(jìn)行調(diào)節(jié)處理,并采用X射線衍射法測試殘余應(yīng)力,深入分析不同處理方法對殘余應(yīng)力的影響。
1 試驗材料、方法及設(shè)備
1.1 試驗材料
A7N01S-T5鋁合金材料尺寸為500mm×200mm×15mm,共6塊。焊絲采用材料ER5356和A7N01ST5鋁合金材料化學(xué)成分如表1所示。

表1A7N01S-T5鋁合金和ER5356焊絲的化學(xué)成分 %
1.2 試驗方法及設(shè)備
焊接設(shè)備為EWM焊機(jī),型號PHOENIX 421,采用雙脈沖MIG焊,材料剖口為Y型,剖口角度60°,采用三道焊接而成,焊接工藝參數(shù)如表2所示。

表2 A7N01S-T5鋁合金焊接工藝參數(shù)
去應(yīng)力退火爐為箱式電阻爐,其型號為12-10,退火溫度350℃,退火時間2 h,隨爐冷卻;機(jī)械振動設(shè)備和超聲沖擊設(shè)備分別采用HK2000全自動振動時效裝置和HY2050豪克能焊接應(yīng)力消除設(shè)備。主要參數(shù)如表3、表4所示。
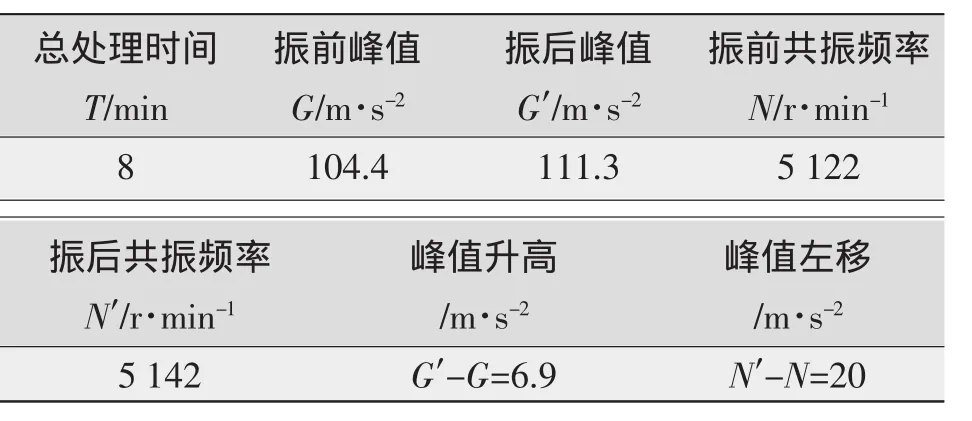
表3 機(jī)械振動參數(shù)

表4 HY2050豪克能焊接應(yīng)力消除設(shè)備的工藝參數(shù)
殘余應(yīng)力測量采用PROTO iXRD殘余應(yīng)力測量設(shè)備。殘余應(yīng)力測量參數(shù)如表5所示。
熱處理方案采用去應(yīng)力退火工藝,分別對如圖1所示位置進(jìn)行去應(yīng)力前后殘余應(yīng)力測試。超聲沖擊和機(jī)械振動分別對處理前后相同位置進(jìn)行應(yīng)力測試。共8個測點,測點間距為2mm。
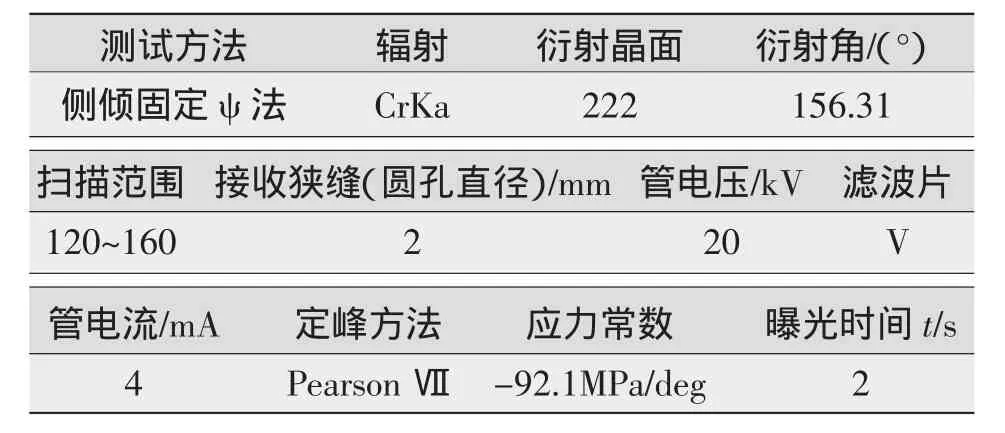
表5 X射線殘余應(yīng)力測量參數(shù)

圖1 應(yīng)力處理技術(shù)方案
2 試驗結(jié)果和分析
圖2~圖4分別為熱處理前后、機(jī)械振動前后、超聲沖擊前后A7N01S-T5鋁合金焊接接頭殘余應(yīng)力大小及分布規(guī)律,處理試驗結(jié)果如表6所示。
由圖2可知,退火前焊趾處殘余應(yīng)力最大,為127.25MPa,退火后為 75.74 MPa,降低了越40%。焊縫中心殘余退火前后殘余應(yīng)力分別為103.26 MPa和36.22 MPa,降低了近65%。由圖2中知,熱處理對焊接殘余應(yīng)力有均勻化的作用。退火后焊縫及熱影響區(qū)焊接殘余應(yīng)力有所降低,而母材區(qū)則有所升高。這說明在熱處理過程中,焊接接頭峰值殘余應(yīng)力有所降低,但焊接殘余應(yīng)力整體重新分布。
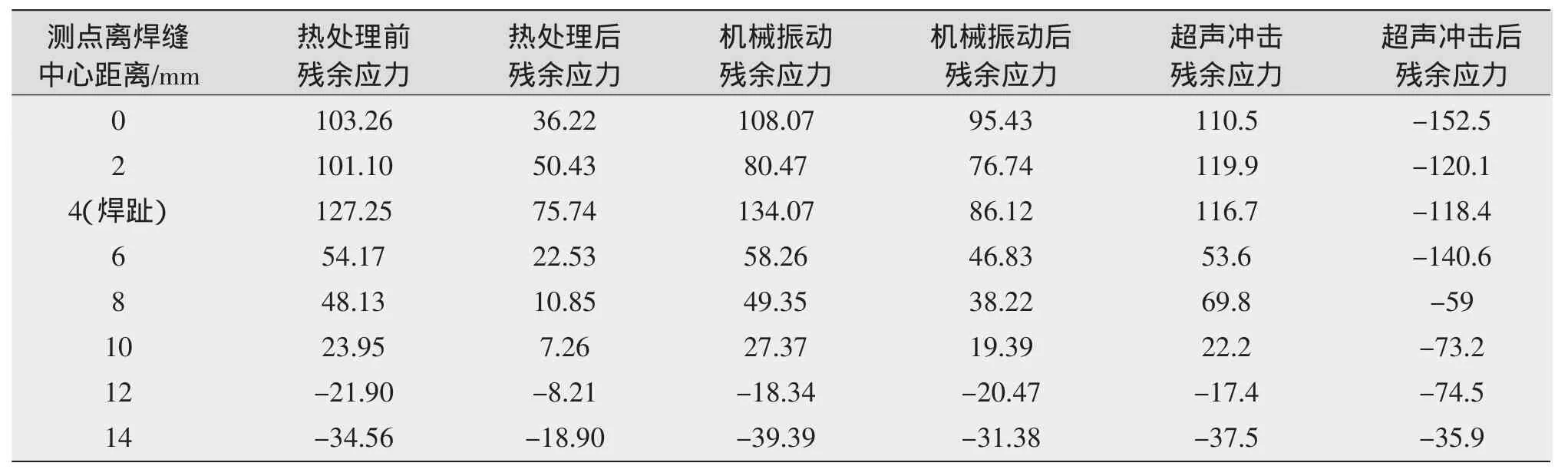
表6 應(yīng)力處理試驗結(jié)果
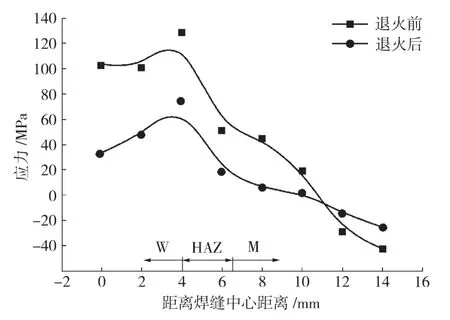
圖2 熱處理前后殘余應(yīng)力分布
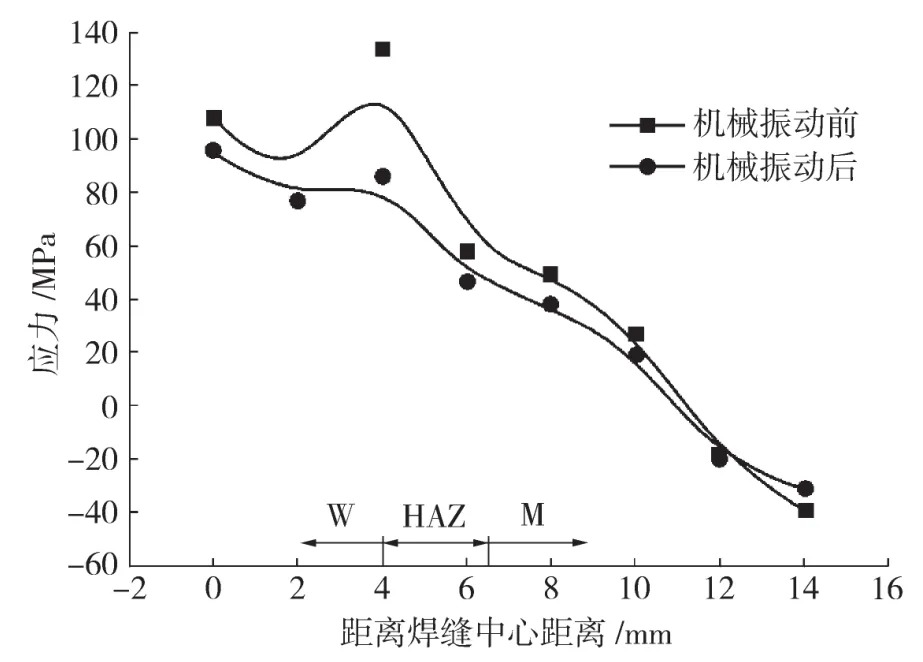
圖3 機(jī)械振動前后殘余應(yīng)力分布
由圖3可知,機(jī)械振動前焊縫最大殘余應(yīng)力為134.07 MPa,振動后殘余應(yīng)力為86.12 MPa,應(yīng)力降低了約35%。振動失效采用外加動應(yīng)力與焊接殘余應(yīng)力迭加,使殘余應(yīng)力接近屈服強(qiáng)度,引起應(yīng)力松弛,降低殘余應(yīng)力。這種效應(yīng)優(yōu)先產(chǎn)生于殘余應(yīng)力最大的部位。
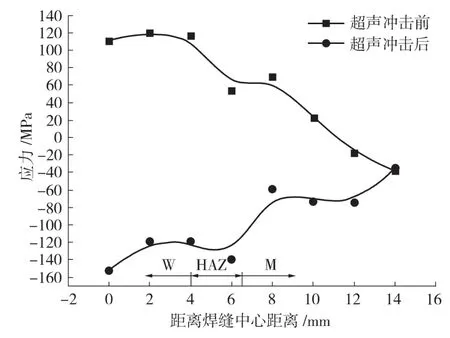
圖4 超聲沖擊前后殘余應(yīng)力分布
由圖4可知,超聲沖擊前焊縫及熱影響區(qū)基本呈拉應(yīng)力,超聲沖擊后,接頭表面基本呈現(xiàn)壓應(yīng)力,應(yīng)力消除率達(dá)到了95%以上。這可以從兩個方面來解釋。首先,經(jīng)過超聲沖擊后,從沖擊區(qū)的外觀上看有明顯的凹坑,這說明超聲沖擊頭將能量傳遞至工件表面,在沖擊區(qū)產(chǎn)生壓縮塑形變形,產(chǎn)生壓應(yīng)力;另外,X射線在鋁合金中的穿透深度約為30 μm,而產(chǎn)生壓縮塑形變形層的深度達(dá)到了約300 μm,且最大變化區(qū)域是在距表面200 μm范圍內(nèi)[5],因此超聲沖擊后,X射線測試的殘余應(yīng)力均為壓應(yīng)力。由于焊接接頭的疲勞斷裂一般均是從表面開始,因此表面應(yīng)力狀態(tài)對其疲勞強(qiáng)度有著重要的影響,因此采用X射線測量殘余應(yīng)力為評價接頭壽命提供了有效手段。
從圖2、圖3和圖4可以看出,采用超聲沖擊的處理效果最為顯著,消除率達(dá)到了95%,采用熱處理效果次之,而采用機(jī)械振動處理效果相對較差。由于鋁合金在退火狀態(tài)下,晶粒易長大,影響焊接接頭的綜合性能,而采用超聲沖擊在降低鋁合金焊接接頭殘余應(yīng)力的同時,能使焊址處圓弧過渡,降低應(yīng)力集中,提高疲勞強(qiáng)度。
3 結(jié)論
(1)采用熱處理退火,焊縫及熱影響區(qū)焊接殘余應(yīng)力有所降低,而母材區(qū)則有所升高,能有效均勻化焊接接頭殘余應(yīng)力。
(2)采用機(jī)械振動處理,應(yīng)力只降低了約35%,效果相對較差。
(3)采用超聲沖擊對鋁合金焊接接頭表面殘余應(yīng)力處理效果最為顯著,消除率達(dá)到了95%。
(4)采用X射線無損測量殘余應(yīng)力能保證測點的重復(fù)性,且測試的是處理前后的表面殘余應(yīng)力,有利于評價鋁合金焊接接頭的疲勞強(qiáng)度。
:
[1]程曉宇,王曉梅.殘余應(yīng)力及其本質(zhì)探討[J].陜西國防工業(yè)職業(yè)技術(shù)學(xué)院學(xué)報,2008,18(4):33-35.
[2]王秋成.航空鋁合金殘余應(yīng)力消除及評估技術(shù)研究[D].浙江大學(xué),2003.
[3]陳明鳴,王元良.熱處理工藝對LD10鋁合金殘余應(yīng)力的影響[J].西南交通大學(xué)學(xué)報,1997,32(2):198-202.
[4]孔德軍,朱 偉,魯金忠.激光沖擊處理對LY12CZ鋁合金殘余應(yīng)力的影響[J].稀有金屬材料與工程,2009(38):308-311.
[5]李占明,朱有利,王 侃,等.2A12鋁合金焊接接頭超聲沖擊強(qiáng)化機(jī)理分析[J].焊接學(xué)報,2008,9(29):55-58.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24