軋輥用臺車式拋丸清理機的開發與應用
2014-09-04 09:26:00逄紹金余兆遐
中國鑄造裝備與技術 2014年2期
逄紹金,余兆遐
(青島新東機械有限公司,山東青島 266319)
隨著鑄造行業的發展,拋丸清理機在鑄造行業中的應用也日益廣泛,待清理工件的形狀、復雜程度也越來越高,對拋丸清理機的性能要求也越來越高,效果、安全、效率已作為評定拋丸清理機性能的重要因素。SRB2G是針對國內某大型鋼鐵企業軋輥表面強化工作而進行專門開發設計的產品。
1 工作原理簡述
待清理軋輥置于行走臺車上部后,自動起動臺車由清理室外部沿固定軌道高速自動運行到清理室投射初始位停止,升降門關閉。拋丸器起動后,從清理室上方對軋輥進行高速投射,同時臺車以低速沿軌道向清理室內部行駛,安裝在臺車上的兩根輥子自動旋轉,使軋輥在前進過程中同時實現自轉,以確保清理均勻,臺車到達投射停止位后,會自動返回投射初始位,返回期間會繼續拋丸,以確保能夠達到強化效果。被拋射出的鋼丸落入室體下部的螺旋輸送機,鋼丸輸送到提升機下部,由提升機將鋼丸提升至風選式分離器,破碎鋼丸及被清理下來的其它異物被分離出去,剩余鋼丸供給拋丸器,實現循環利用。
工作過程中產生的粉塵等由除塵系統吸出排除。
2 主要技術參數
(1)處理對象軋輥基本參數
軋輥徑:?300~?600 mm
軋輥胴體長度:1 200~1 700 mm
軋輥全長:3 000~4 500 mm
軋輥最大質量:7 000 kg
軋輥材質:鑄Cr5
軋輥處理面硬度:Hs88~97
(2)拋丸器
型號:S200K特型
葉輪直徑:?408 mm
電機功率:30 kW(變頻)
拋丸器數量:1臺
投射速度:27~93 m/s
投射量:150 kg/min(基準投射量)
(3)臺車
載重:10 500 kg
行走功率:3.7 kW(變頻)
行走速度:0.4~1.5 m/min
自轉功率:2.2 kW(變頻)
自轉速度:12~20 r/min
(4)升降門
功率:0.75 kW
卷揚速度:10 m/min
(5)彈丸循環系統
提升機:3.7 kW
下部輸送螺旋:1.5 kW×2
(6)除塵器:JZC90AR型
風機功率:11 kW
風量:75 m3/min
過濾面積:63 m2
過濾風速:1.2 m/min
3 主要開發內容
3.1 振動分離篩在彈丸分離系統中的應用
因本機為軋輥專用機,用戶提出了三種粗糙度的要求,在使用過程中可以根據生產需要隨時控制單根軋輥的粗糙度要求。本項目的主要研制內容是如何實現客戶的三種粗糙度要求。開發小組根據用戶的三種粗糙度(Ra1.2±0.2,Ra2.4±0.2,Ra3.5±0.3)設計了三種拋丸模式,每種拋丸模式對應不同的鋼丸,在拋丸前根據需要選擇大、中、小三種鋼丸對應的拋丸模式,怎么分離循環系統中不同直徑的鋼丸成為了開發過程中的一個難題。開發小組經多次討論及查閱資料,采取了用振動分離篩進行分離的方式,即不同類型的鋼丸經過提升機、分離器后先不進入儲丸罐,在儲丸罐前面設置了三個振動分離篩,篩網分四層,可以分別分離大、中、小鋼丸及微粉,分離出來的鋼丸分別進入后面的大、中、小三個儲丸罐,在每個儲丸罐下部設置流丸閘門,拋射前先選擇拋丸模式,對應的儲丸罐的流丸閘門打開,鋼丸可以進入拋丸器進行拋丸,拋出的鋼丸繼續通過振動分離篩分離,保證了拋丸過程中鋼丸的單一性問題,確保滿足粗糙度的要求。
3.2 電磁式流量調整裝置的使用
因用戶對粗糙度要求極為嚴格,拋丸量的控制就至關重要了,如何保證每次拋丸量都不會有較大的變化又成為了一個難關。傳統意義上的氣缸式流丸閘門在鋼丸量上有較大的浮動,是保證不了要求的。開發小組根據電磁原理使用了電磁式流量調整,即通過調整電磁吸力,控制流丸量的大小。設定完成后,能確保通過的流量為設定的數值,前后浮動較小,能保證每次的拋丸量在固定的范圍內,有效解決了拋丸量不一致的問題。
3.3 防火對策
常見的拋丸機火災為除塵器布袋起火,主要原因是被清理工件帶有油脂或為易燃易爆的鋁制品、鎂制品、鈦制品等,有一點火源也能引起起火甚至爆炸。因為用戶工件單一為軋輥,不屬于能夠引起火災乃至爆炸的工件,但考慮到細小的粉塵堆積也容易引起火災,針對此問題,采取了創新型的防火對策。該防火對策與傳統的防靜電布袋及追加碳酸鈣投入不同,是采用溫度傳感器的方式;在除塵器下部,安裝溫度傳感器,設定最高報警溫度,當粉塵未及時排除積累后溫度升高達到最高報警溫度時,設備停止運轉同時報警,可以防止粉塵長期堆積后的起火。
4 主要部件及動作流程
本機主要由拋丸器、清理室、行走臺車、彈丸循環系統(含下部螺旋輸送機、提升機、分離器、分配箱、流量調整裝置)、升降門、氣控系統、除塵系統及電氣系統等部分組成(圖1)。
(1)拋丸器
拋丸器為S200K特型,在使用傳統的S200K基礎上安裝了S200F的葉片,使葉輪直徑由?364 mm加大到?408 mm,在拋丸器上安裝小皮帶輪,在驅動電機上安裝大皮帶輪,通過三角帶傳動,保證93 m/s的投射速度(圖2)。
(2)行走臺車
行走臺車由自轉輥輪、行走驅動、自轉驅動三部分組成,其中行走驅動和自轉驅動均變頻可調,可以根據生產需要調整行走速度和自轉速度,以達到客戶對粗糙度的要求。在臺車上下件區域設置安全護欄,檢修門處安裝有電磁鎖,只有臺車到達指定位置后,檢修門才可打開,臺車在其它位置或行走過程中門均不能打開,可以避免不必要的安全事故。
(3)升降門
升降門由減速機驅動,為上下升降式,通過在門兩側設置驅動鏈斷裂防護,可防止長時間工作造成的鏈條磨損及斷裂后門體落下造成設備或人員的傷害。
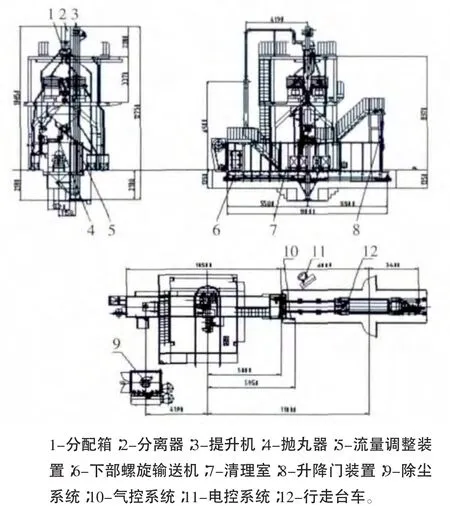
圖1 主要部件示意圖
(4)彈丸循環系統
該循環系統含下部螺旋輸送機、提升機、分離器、分配箱、流量調整裝置等。
下部螺旋由兩條螺旋組成,螺旋驅動由減速機直連,減小了下部的空間,方便檢修,拋射到工件上的鋼丸落到下部螺旋上后,通過螺旋輸送到提升機的底部。
提升機通過安裝在提升帶上的料斗將鋼丸提升到頂部,通過離心力作用將鋼丸輸送到風選式分離器,99.9%以上的粉塵和破碎鋼丸通過除塵管路抽走,好的鋼丸進入下部的分配箱,通過分配進入到振動分離器進行大、中、小鋼丸的分離后進入儲丸罐,再通過儲丸罐下部的流量調整進入彈丸循環。
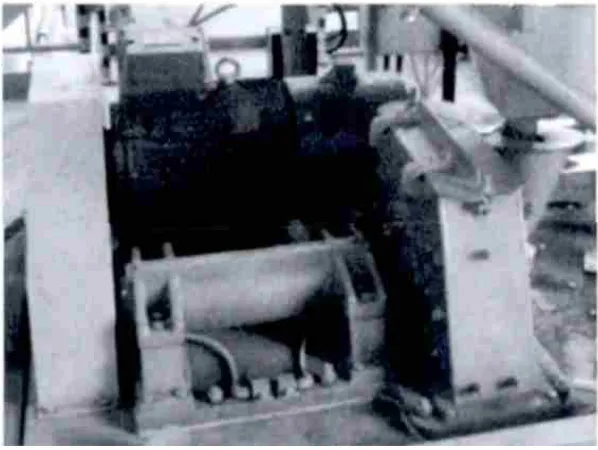
圖2 拋丸器
(5)除塵系統
除塵系統由除塵器本體、風機及除塵管路組成,含有粉塵的氣體通過除塵管路進入除塵器,經布袋過濾后排放到大氣中,排塵濃度符合GB/T16297—1996的要求。
(6)電氣系統
該系統由西門子公司生產的可編程控制器控制,設有本地控制和遠程控制,通過選擇按鈕可以進行本地和遠程操作切換。系統中設觸摸屏,可以直觀的檢測到設備的動作狀況。而且觸摸屏上設有中、日、英三種語言,可以根據需要進行切換操作。
5 結語
該項目開發成功后,已經在用戶處安裝使用,通過現場調試和調整,三種粗糙度均達到了用戶要求的范圍,用戶對該機型非常滿意,并有了后期繼續采購的計劃。通過該用戶的使用和該用戶在國內的領頭羊作用,許多國內鋼鐵企業對該機型非常感興趣,相信該機型會有廣闊的空間。
[1]李德生,夏克廷,李曉波,等.輸送圓環鏈專用拋丸清理機的開發[J].中國鑄造裝備與技術,2009(3).
[2]徐明森,李克武.鐵路機車車輛拋丸清理機的研制[J].中國鑄造裝備與技術,2002(3).
[3]王金忠,釋清海.Q5810拋丸清理機的設計與應用[J].中國鑄造裝備與技術,2001(3).
[4]曹生輝,杜澤進,呂洪偉.汽車后橋整橋拋噴丸清理機的開發與應用[J].中國鑄造裝備與技術,2009(1).
[5]沙克清,李曉波,夏克廷,等.發動機曲軸專用拋丸強化清理機的研發與應用[J].中國鑄造裝備與技術,2013(1).
[6]丁仁相,馮美蘇,韓偉.鋼管內壁拋丸清理機的開發與應用[J].中國鑄造裝備與技術,2010(1).
[7]曹生輝,丁仁相.QLG6汽車連桿拋丸強化清理機的開發與應用[J].中國鑄造裝備與技術,2010(1).
[8]丁仁相,韓偉.彈殼拋噴丸清理機的開發與應用[J].中國鑄造裝備與技術,2006(3).