風(fēng)電輪轂鑄件的澆注系統(tǒng)探討
2014-09-04 09:26:28杭家友
中國鑄造裝備與技術(shù) 2014年2期
杭家友,劉 根
(1.好圣汽車零部件制造有限公司,四川綿陽 621000;2.普什鑄造有限公司,四川宜賓 644000)
1 概述
輪轂鑄件是風(fēng)電機(jī)組中非常重要的零部件,鑄件的尺寸大(直徑及高度超過2 000 mm),質(zhì)量大(超過10 000 kg),壁厚差異大(薄壁處超過40 mm,厚壁處超過200 mm),是一種要求高(全身進(jìn)行UT、MT檢測)的厚大類球墨鑄鐵鑄件。
因為其質(zhì)量要求高,導(dǎo)致公司在開發(fā)該產(chǎn)品的階段,輪轂的廢品率很高,主要是UT、MT檢測不合格。而當(dāng)前鑄造生產(chǎn)中都著重于球鐵的球化處理、孕育處理等熔煉工藝方面,或多或少忽視了鑄造造型工藝方面(主要是澆注系統(tǒng)設(shè)計方面)對鑄件質(zhì)量的影響。本文基于生產(chǎn)實踐,結(jié)合鑄造理論,淺析如何通過改進(jìn)工藝(澆注系統(tǒng))來提高鑄件(輪轂)的質(zhì)量。
2 輪轂鑄件主要質(zhì)量問題及原因分析
2.1 輪轂鑄件主要質(zhì)量問題
輪轂鑄件主要質(zhì)量問題突出表現(xiàn)為UT不合格和MT不合格。
2.2 原因分析
2.2.1 輪轂鑄件最主要的缺陷是夾渣(雜)、渣氣孔
(a)UT不合格
一種情況表現(xiàn)為:單個或連續(xù)區(qū)域的缺陷波,經(jīng)解剖可發(fā)現(xiàn)鑄件內(nèi)部出現(xiàn)縮松(縮孔)缺陷,此類缺陷容易解決,在本公司生產(chǎn)的輪轂鑄件上甚少出現(xiàn);
另一種情況主要表現(xiàn)為底波下降。用UT檢測,發(fā)現(xiàn)靠近鑄件上方10~30 mm厚的一層“渣”,渣層太厚,將超聲波吸收或分散,導(dǎo)致底波下降嚴(yán)重,本公司生產(chǎn)的輪轂鑄件上甚多此類缺陷,是導(dǎo)致鑄件報廢的最主要原因。
(b)MT不合格
鑄件外觀質(zhì)量差,主要表現(xiàn)在鑄件頂面夾渣(雜)嚴(yán)重,渣氣孔很多、很厚。
綜上所述,導(dǎo)致公司輪轂鑄件報廢的主要原因在于鑄件夾渣嚴(yán)重。
2.2.2 產(chǎn)生渣(雜)的單元
產(chǎn)生夾渣的主要原因有:①電爐里面的渣(雜);②澆包內(nèi)的渣(雜);③與澆注系統(tǒng)有關(guān)的渣(雜);④與型砂有關(guān)的渣(雜);⑤澆注溫度的影響。
從生產(chǎn)實踐來說,要使鐵液非常干凈,還是非常困難的,甚至是難以實現(xiàn)的!如果鐵液實在不干凈,那就必須從造型工藝方面(主要指澆注系統(tǒng)方面)想辦法。
澆注系統(tǒng)從廣義來講,包括澆口盆(外澆口)、直澆道、直澆道窩、橫澆道、內(nèi)澆道、橫澆道末端延長段等部分。
澆注系統(tǒng)哪部分能夠擋渣?一般認(rèn)為澆注系統(tǒng)中只有橫澆道能夠擋渣。實際上這是不完整的。
橫澆道的確是澆注系統(tǒng)中有擋渣功能的關(guān)鍵部分,但不是唯一部分,我們認(rèn)為也不是最理想的部分。
澆注系統(tǒng)中最應(yīng)該擋渣的部分是澆口盆。如果渣(雜)進(jìn)入了橫澆道,就很難避免渣(雜)進(jìn)入型腔,導(dǎo)致鑄件夾渣(夾雜)。如果渣(雜)被擋在澆口盆中,而不進(jìn)入橫澆道,則型腔(鑄件)就會干凈得多。
所以說,擋渣的優(yōu)先級排列順序應(yīng)該如下:
保證各種爐料干凈—保證電爐干凈—保證澆包干凈—保證鐵液扒渣干凈—提高澆口盆擋渣能力—提高橫澆道擋渣能力—在型腔內(nèi)設(shè)置溢流冒口或集渣包等。
越是靠后,解決夾渣的能力越弱,比如放集渣包,那僅僅是一種“心理安慰”罷了。在生產(chǎn)實踐中,放置集渣包對于解決鑄件夾渣(夾雜)的效果并不理想。
3 對輪轂鑄件舊工藝(澆注系統(tǒng))的解析
3.1 對澆口盆的擋渣能力分析
對澆口盆的擋渣能力分析,主要體現(xiàn)在兩方面:
一方面,澆口盆內(nèi)的鐵液液面高度要≥3倍直澆道的直徑尺寸(也有資料顯示為5倍),才能有效避免鐵液表面形成漩渦,否則,漩渦容易將鐵液表面的渣吸入型腔,導(dǎo)致鑄件夾渣。
另一方面,澆口盆中鐵液出現(xiàn)漩渦(液面高度≤3倍直澆道的直徑尺寸)時,此時澆口盆中的鐵液總質(zhì)量要≤澆注系統(tǒng)的質(zhì)量,確切的說,此澆注系統(tǒng)的質(zhì)量是指直澆道、直澆道窩、部分橫澆道(直澆道與第一個內(nèi)澆道之間的部分橫澆道)的總質(zhì)量。
原工藝采用大澆口盆澆注,澆口盆內(nèi)沒有任何擋渣的結(jié)構(gòu),澆口盆的內(nèi)腔尺寸為(長×寬×高)1 500 mm×1 500 mm×750 mm。
直澆道瓷管內(nèi)徑100 mm,澆口盆內(nèi)鐵液液面高度必須大于300 mm,在澆口盆內(nèi)才不會出現(xiàn)漩渦,否則,懸浮于液面的渣就會被漩渦吸入澆注系統(tǒng),進(jìn)而有可能進(jìn)入型腔,導(dǎo)致鑄件夾渣。
按照澆口盆內(nèi)液面高度的最低要求—液面高度等于3倍直澆道直徑,即300 mm高的液面進(jìn)行驗算,其鐵液質(zhì)量為4 725 kg,這部分鐵液是最臟的,不但有孕育、球化產(chǎn)生的渣雜,還有鐵液長時間與空氣接觸而產(chǎn)生的氧化渣。
也就是說,輪轂鑄件澆注質(zhì)量共13 000 kg,在澆注最后的4 725 kg鐵液時,鐵液表面容易形成漩渦,鐵液中的渣很有可能被漩渦吸入型腔,導(dǎo)致鑄件夾渣。
而且,舊工藝的澆注系統(tǒng)總質(zhì)量為1 005 kg,那么4 725-1 005=3 720 kg的“臟”鐵液(含渣雜的鐵液)就一定會進(jìn)入型腔,在鑄件內(nèi)形成夾渣缺陷。
所以說,對于輪轂鑄件舊工藝,采用大澆口盆的澆注方式,其擋渣效果是很差的。要想解決夾渣缺陷,此澆口盆必須重新設(shè)計,使?jié)部谂杈哂袚踉δ堋?/p>
3.2 對澆注系統(tǒng)的擋渣能力分析
輪轂鑄件舊工藝如圖1所示。橫澆道位于分型面位置,內(nèi)澆道位于橫澆道正下方。F直=78.5 cm2,F(xiàn)橫=210 cm2,F(xiàn)內(nèi)=88.2 cm2,則各單元比值為,F(xiàn)直∶F橫∶F內(nèi)=1∶2.68∶1.12。從截面積比值來看,澆注系統(tǒng)為開放式澆注系統(tǒng)。
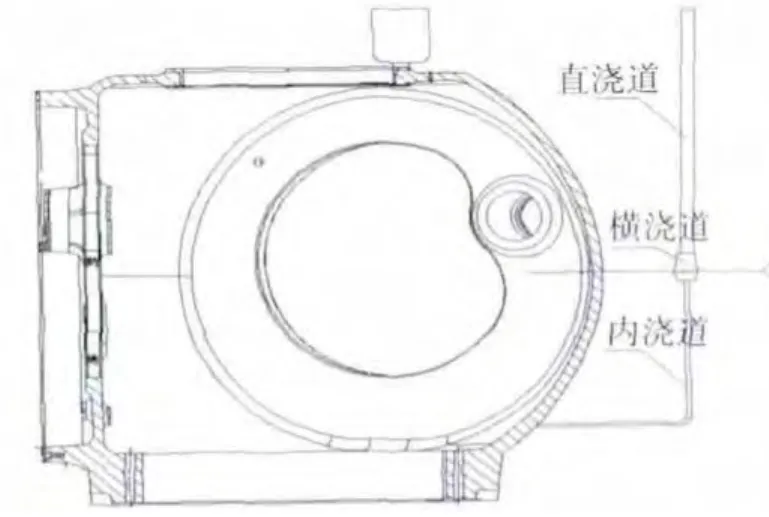
圖1 輪轂鑄件舊工藝示意圖
從圖1以及計算的澆注系統(tǒng)面積可以看出,采用開放式澆注系統(tǒng),加之如圖1所示的澆道搭接形式,可以斷定澆注系統(tǒng)擋渣能力非常差,鑄件出現(xiàn)夾渣的幾率非常高。因此,此澆注系統(tǒng)(直澆道、橫澆道、內(nèi)澆道等)也必須重新設(shè)計。
4 新工藝(澆注系統(tǒng))的改進(jìn)設(shè)計
4.1 設(shè)計專用的澆口盆

圖2 新工藝澆口盆示意圖
如圖2所示,澆口盆內(nèi)設(shè)有擋渣泥芯,在放直澆道瓷管的部位做有深200 mm的凹坑。直澆道瓷管直徑80 mm,按照最低要求(即液面高度為直澆道直徑3倍)計算,得出液面高度為240 mm,可以計算出澆口盆內(nèi)的鐵液質(zhì)量為210 kg,也就是說,最后的210 kg鐵液中渣可能會進(jìn)入型腔。
新工藝的澆注系統(tǒng)質(zhì)量為480 kg,480 kg>210 kg,也就是說,澆口盆內(nèi)最后的210 kg最“臟”的鐵液會全部留在澆注系統(tǒng)內(nèi),而不會進(jìn)入型腔。鑄件夾渣的風(fēng)險大大降低。兩種澆口盆進(jìn)行對比,可以看出專用澆口盆的擋渣優(yōu)勢非常明顯。
4.2 重新設(shè)計澆注系統(tǒng)
如圖3所示,直澆道瓷管內(nèi)徑80 mm,采用底注、開放式澆注系統(tǒng),多點進(jìn)流,三次擋渣。
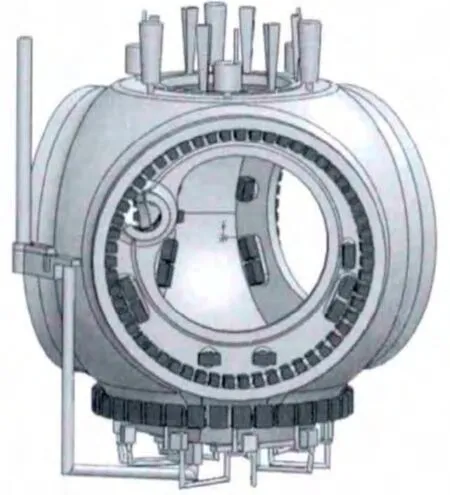
圖3 新設(shè)計澆注系統(tǒng)
此澆注系統(tǒng)的擋渣能力強(qiáng),從實際驗證結(jié)果(后面有對比照片)可以看出,提高澆注系統(tǒng)的擋渣能力,能有效解決鑄件夾渣(雜)問題。
5 新舊工藝生產(chǎn)的鑄件的質(zhì)量對比
5.1 舊工藝生產(chǎn)的鑄件質(zhì)量
舊工藝生產(chǎn)的輪轂鑄件,UT、MT探傷都大面積超標(biāo),夾渣非常嚴(yán)重,如圖4所示。

圖4 舊工藝生產(chǎn)的輪轂鑄件
5.2 新工藝生產(chǎn)的鑄件質(zhì)量
圖5是按新工藝生產(chǎn)的輪轂鑄件照片(剛拋丸狀態(tài))。

圖5 新工藝生產(chǎn)的輪轂鑄件
從照片對比來看,輪轂鑄件外觀質(zhì)量得到很大的改進(jìn),并且鑄件全身UT探傷以及全身MT探傷都合格。
6 小結(jié)
(1)澆注系統(tǒng)能擋渣(雜),要充分利用澆口盆的擋渣作用。
(2)要想橫澆道擋渣效果好,澆注系統(tǒng)中各組成單元的位置、搭接方式、面積都很重要。
(3)防止鑄件出現(xiàn)夾渣缺陷,生產(chǎn)控制的優(yōu)先順序是:保證各種爐料干凈—保證電爐干凈—保證澆包干凈—保證鐵液扒渣干凈—提高澆口盆擋渣能力—提高橫澆道擋渣能力—在型腔內(nèi)設(shè)置溢流冒口或集渣包等。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
汽車觀察(2016年3期)2016-02-28 13:16:26