汽車輪轂軸承鍛造工藝有限元模擬
2014-08-29 01:15:38江蘇揚力集團有限公司揚州225127詹俊勇
金屬加工(熱加工) 2014年7期
關鍵詞:有限元
江蘇揚力集團有限公司 (揚州 225127) 詹俊勇
輪轂軸承單元球軸承是在標準角接觸球軸承和圓錐滾子軸承基礎上發展起來的,其將兩套軸承作為一體(見圖1),具有組裝性能好、可省略游隙調整、重量輕、結構緊湊、載荷容量大,為密封軸承可事先裝入潤滑脂、省略外部輪轂密封及免于維修等優點,已廣泛用于轎車中,在載貨汽車中也有逐步擴大應用的趨勢。
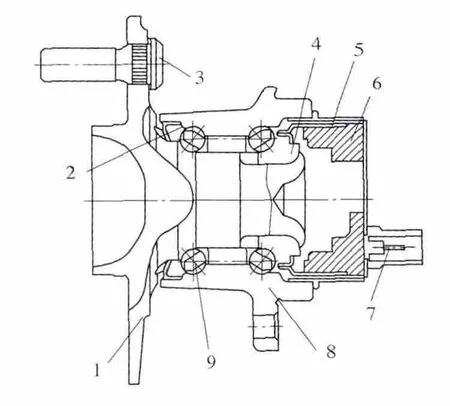
圖1 汽車輪轂軸承結構
汽車輪轂軸承內外圈是使用熱模鍛壓力機鍛造成形,其坯件非機加工表面較多,要求精密鍛造成形。將有限元分析方法運用到輪轂軸承單元精密鍛造中,能很好提前發現實際鍛造過程中可能出現的缺陷和解決實際生產中的難題。利用有限元軟件能夠分析金屬成形過程中多個關聯對象耦合作用下大變形和熱特性,能夠在考慮變形熱效應及工件與模具和周圍介質熱交換的情況下,確定變形的應力應變和溫度分布,從而給輪轂軸承鍛造工藝優化和模具設計提供了指導,對實際生產提供了理論支持。
1.輪轂軸承內外圈鍛件及工藝流程
汽車輪轂軸承(內外圈)模型如圖2所示,采用25MN熱模鍛壓力機,搭配步進式機械手、自動噴霧裝置、自動上下料裝置、中頻感應加熱爐等輔機完成輪轂軸承鍛造成形。其中內圈采用4工位鍛造,外圈采用4工位鍛造,其鍛造工藝流程如圖3所示。

圖2 輪轂軸承內外圈鍛件三維模型
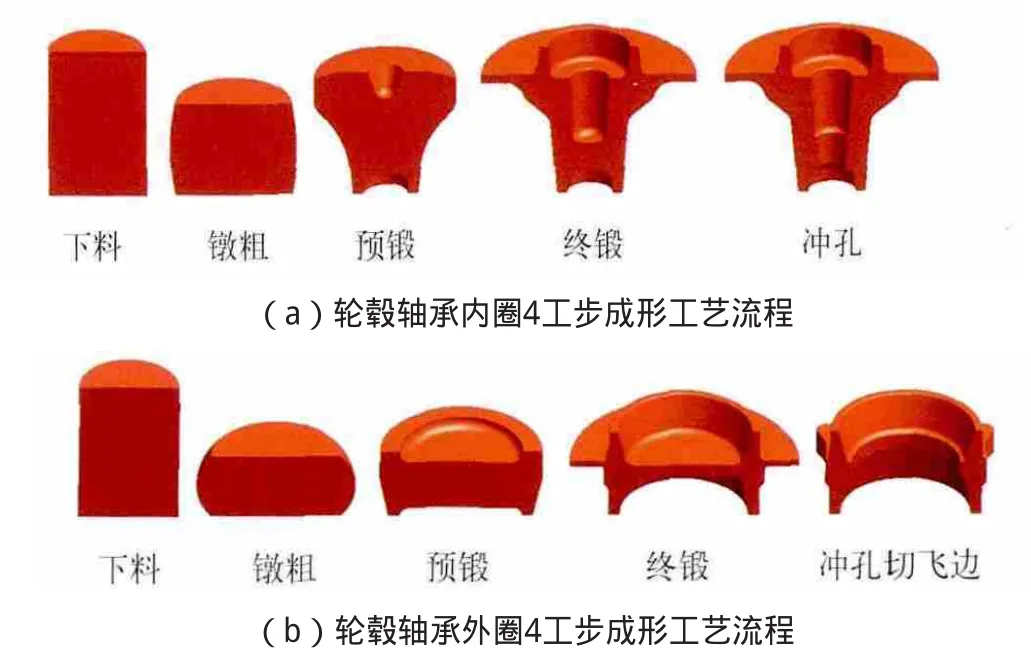
圖3 輪轂軸承內/外圈成形工藝流程
2.有限元模擬參數
根據上述工藝,分別取輪轂軸承內外圈實體1/5和1/4進行熱—力耦合模擬,模擬參數如附表所示。

有限元模擬參數
3.模擬結果及分析
輪轂軸承內圈模擬結果及分析(見圖4、圖5)。鐓粗、預鍛、終鍛和沖孔的成形載荷依次為1720kN、13420kN、19670kN和350kN,總成形載荷約為35160kN。鐓粗、預鍛、終鍛和沖孔的最大等效應變分別為2.46、5.04、7.99和9.66。鐓粗、預鍛、終鍛和沖孔各工步流線分布良好(見圖6),未出現折疊等鍛造缺陷。
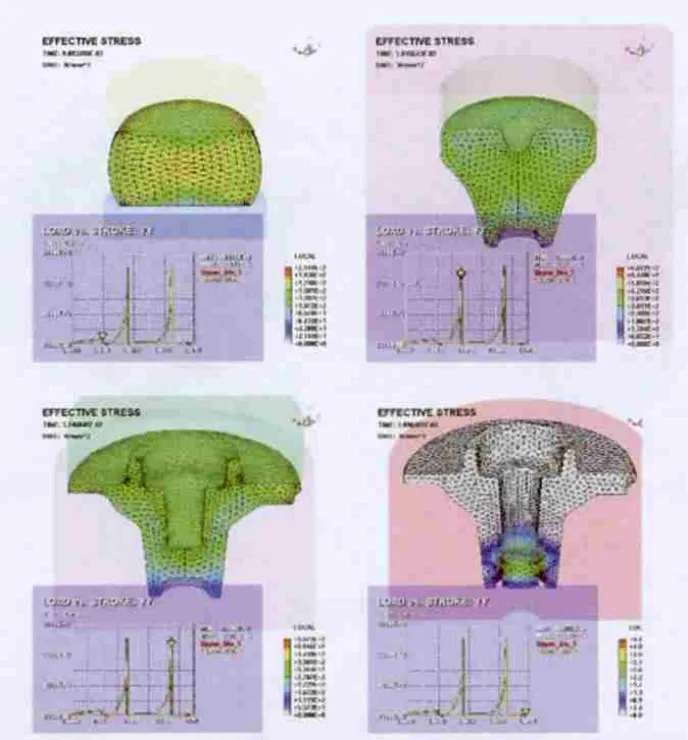
圖4 輪轂軸承內圈各工步載荷-行程曲線
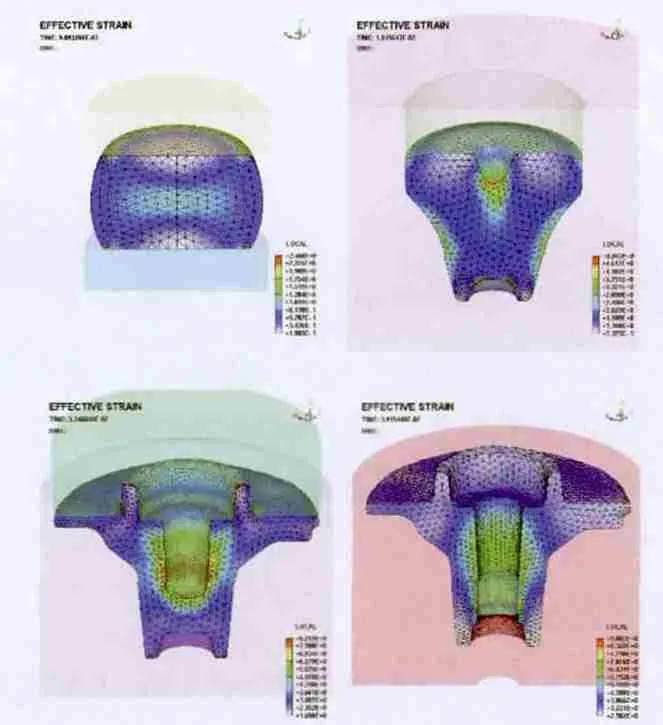
圖5 輪轂內圈各工步等效應變云圖
各工步的溫度場范圍為810~1100℃。符合GCr15理論鍛造溫度范圍800~1080℃(見圖7)。

圖6 輪轂內圈各工步金屬流線分布
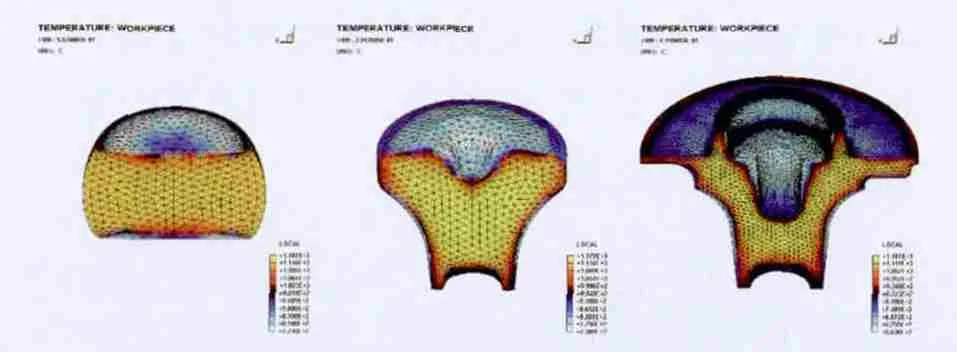
圖7 輪轂內圈各工步(除沖孔)溫度場分布
輪轂內圈預鍛和終鍛工步充滿情況見圖8,藍色部分表示金屬完全充滿,白色部分表示未充滿。可看出預鍛和終鍛都有未充滿部分。實際生產中下料尺寸存在偏差,在工藝和模具設計時,故意留有未充滿部分,避免因材料填充過滿而造成壓力機“悶車”。為達到終尺寸要求,且有效降低閉式鍛成形載荷,在終鍛模具頂部和最大外徑處加大余量,使得金屬未充滿型腔時就達到鍛件尺寸要求。
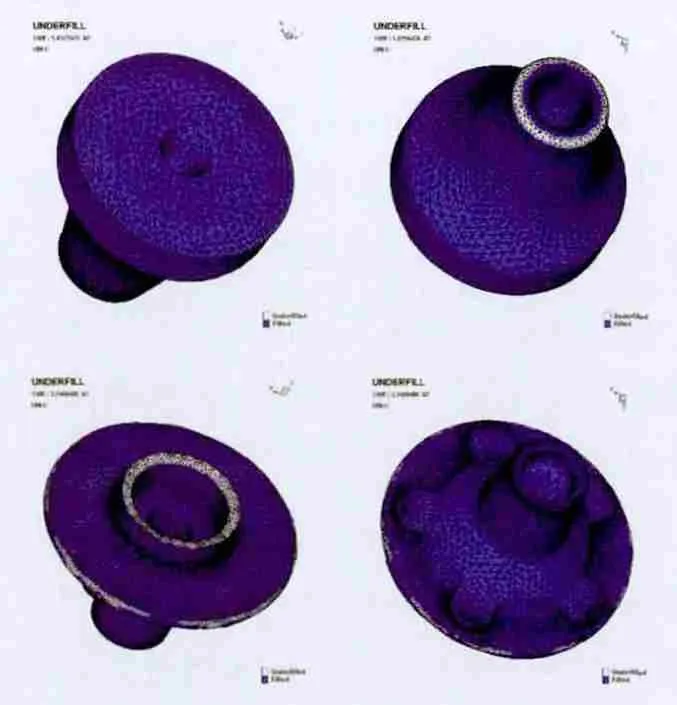
圖8 輪轂內圈預鍛和終鍛工步充滿情況
4.輪轂軸承外圈模擬結果及分析
鐓粗、預鍛、終鍛和切邊沖孔的成形載荷依次為1540kN、3190kN、20880kN和800kN,總成形載荷約為26410kN(見圖9)。鐓粗、預鍛、終鍛和切邊沖孔的最大等效應變分別為2.66、2.79、4.55和5.16(見圖10)。鐓粗、預鍛、終鍛和沖孔各工步流線分布良好,未出現折疊等鍛造缺陷(見圖11)。各工步的溫度場范圍為807~1115℃。符合GCr15的理論鍛造溫度范圍800~1080℃(見圖12)。
輪轂外圈預鍛和終鍛工步充滿情況見圖13,藍色部分表示金屬完全充滿,白色部分表示未充滿。由此看出預鍛和終鍛都有未充滿部分。實際生產中下料尺寸存在偏差,預鍛過程是閉式鍛,在工藝和模具設計時,故意留有未充滿部分,避免因材料填充過滿而造成壓力機“悶車”。終鍛件的白色部分屬于飛邊,不予考慮,總體充滿效果良好。
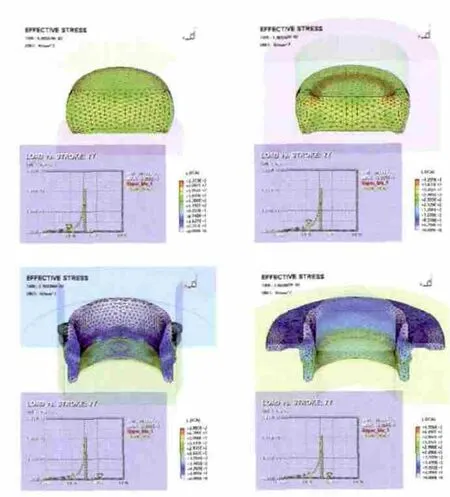
圖9 輪轂軸承外圈各工步載荷-行程曲線
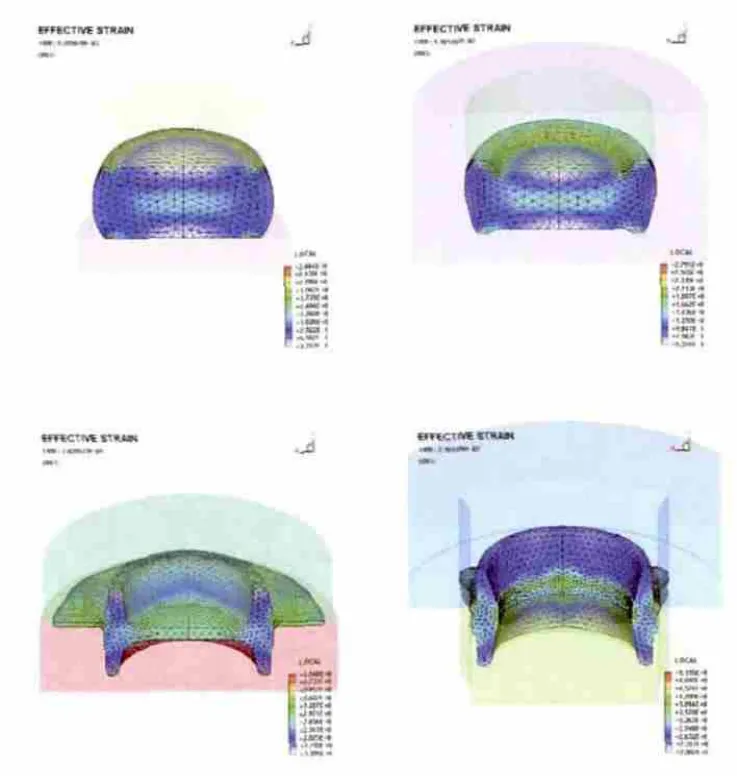
圖10 輪轂外圈各工步等效應變云圖

圖11 輪轂外圈各工步金屬流線分布

圖12 輪轂外圈各工步(除切邊沖孔)溫度場分布
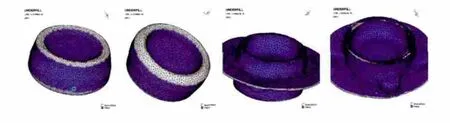
圖13 輪轂外圈預鍛和終鍛工步充滿情況
5.結語
(1)熱模鍛壓力機對下料要求準確,尤其在閉式鍛造時下料過大會有“悶車”可能性,也會使成形力急劇上升,導致模具應力過大,縮短模具壽命。
(2)對于四工位成形工藝,預鍛、終鍛最靠近壓機中心位置,工藝設計時盡可能平衡預鍛和終鍛成形載荷,避免相差過大,偏載運行,對壓機造成損壞,也難以保證成形件精度。
(3)輪轂軸承內外圈是深型腔零件,相對于扁平零件而言,模具應力會偏大,在工藝和模具設計時,優化預鍛形狀和模具結構是重點,目的是降低成形載荷,減小模具應力。
(4)用熱模鍛壓力機參數進行有限元模擬,總成形載荷都超過了25MN,鍛造工藝還需適當優化。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
