智能創新見微知著
2014-10-08 11:38:28管文浩
金屬加工(熱加工)
2014年7期
關鍵詞:用戶
AnyCasting將于2014年4月起升級至6.0版,在壓鑄模擬仿真方面,更是有諸多的突破與亮點。
AnyCasting中國代表處技術總監 管文浩
AnyCasting Co., Ltd.于2013年末在韓國正式發布鑄造模擬軟件AnyCasting 6.0版本。與此同時,相關軟件界面和技術資料漢化工作也已進入收尾階段,中國大陸地區將于2014年4月起升級至6.0版。有色金屬鑄造成形工藝,特別是壓鑄工藝過程的模擬仿真,是AnyCasting軟件求解器技術二十多年來的重點與核心。此次推出的最新6.0版本在壓鑄模擬仿真方面,更是有諸多的突破與亮點。
壓鑄件內部含氣量預測
隨著壓鑄工藝技術突飛猛進的發展,客戶對壓鑄件的質量要求也日趨嚴苛。壓鑄件高致密性、低含氣量的指標開始逐步在汽車零件、液壓零件中實施。
壓射過程中,因模具型腔內空氣壓力值高于澆注合金內壓力,型腔內空氣被溶于合金熔液中,導致壓鑄件內部含氣量增加。需要注意的是,含氣量問題,與我們平時常談及的鑄件卷氣、窩氣缺陷的成因有很大的不同。模擬仿真軟件針對鑄件卷氣過程的分析,主要基于對金屬熔液填充型腔過程的流態模擬。含氣量的分析,更需要綜合考慮流態、型腔壓力、模具排氣、壓室進程等多種因素。
以下案例介紹了AnyCasting v6.0模擬壓室沖頭不同位置階段停止真空泵工作后,對壓鑄件內部含氣量的影響(見圖1、圖2)。
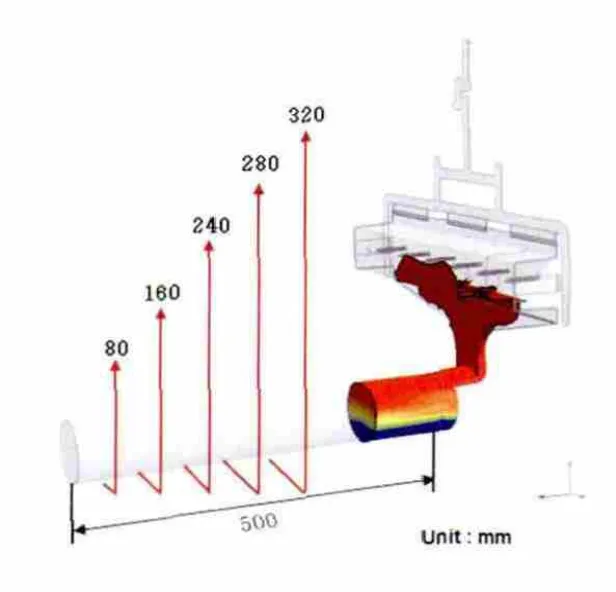
圖1 模具設計及抽真空停止位置
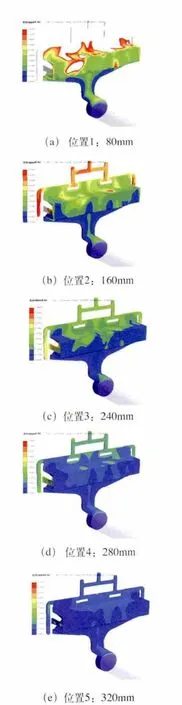
圖2 不同真空工藝設置的不同含氣量模擬
壓室模擬支持多級壓射
壓鑄機壓射時,壓室的直徑、充滿度、壓射的速度等因素都將影響壓室內金屬熔液的流態,導致不同程度的氣體包卷,最終被射入型腔,增加鑄件缺陷的風險。……
登錄APP查看全文
猜你喜歡
車主之友(2022年4期)2022-08-27 00:58:26
知音·下半月(2022年5期)2022-05-23 23:17:04
商用汽車(2016年11期)2016-12-19 01:20:16
商用汽車(2016年5期)2016-11-28 09:55:15
非公有制企業黨建(2016年1期)2016-07-19 13:02:51
商用汽車(2016年6期)2016-06-29 09:18:54
商用汽車(2016年4期)2016-05-09 01:23:12
衛星與網絡(2016年12期)2016-02-05 09:23:23
創業家(2015年10期)2015-02-27 07:55:08
創業家(2015年10期)2015-02-27 07:54:39
