結構特殊的大型挖泥泵葉輪鑄造工藝設計及模擬
2014-08-29 01:15:30石家莊強大泵業集團有限責任公司河北050035馮曉冉
金屬加工(熱加工) 2014年7期
關鍵詞:工藝
石家莊強大泵業集團有限責任公司 (河北 050035) 馮曉冉
隨著國家對海洋、湖泊開發力度的加大,疏浚產品市場日益火熱,近期我公司承接了某公司的一批挖泥泵葉輪的生產任務,客戶對葉輪質量要求很高,鑄件材質采用高鉻白口鑄鐵,鑄件外觀必須平整,流道光潔且表面沒有影響使用的夾渣、冷隔、氣孔、縮松及裂紋等鑄造缺陷,硬度大于50HRC。
該批葉輪直徑2500mm,5枚主葉片,葉片厚度60mm,蓋板主要厚度45mm,軸頭部位厚度為250mm,流道高度410mm。此葉輪結構較特殊,軸頭和蓋板壁厚懸殊,鑄造過程會產生很大的應力,在要求材質為高鉻白口鑄鐵的情況下存在較大的開裂傾向。
1.化學成分的選擇
化學成分的設計思路:在保證葉輪鑄件硬度、抗磨性等力學性能的基礎上,盡可能降低有害元素含量,減小材質對鑄件開裂的影響。
葉輪鑄件化學成分選擇見下表。

葉輪控制化學成分(質量分數) (%)
2.鑄造工藝分析及設計
鑄造工藝設計的主要思路:葉輪毛坯重量11t,按照生產經驗和正常的大型葉輪鑄造工藝出品率,澆注重量應在17t左右,應保證在鑄件澆注時快速充型。同時考慮到蓋板和軸頭壁厚懸殊,應采取措施盡量使溫度梯度分布均勻,最大程度地降低鑄件內應力,避免可能產生的鑄件開裂問題。
(1)造型方法 采用25t移動連續混砂機,堿酚醛樹脂砂造型,由于葉片扭曲度較大,故采用組芯的工藝方案。
(2)分型面的選擇 根據葉輪形狀,采取從流道中間分型的方法。
(3)澆冒口的設計 葉輪共有5枚主葉片,主要熱節和補縮部位在蓋板與葉片相交處及軸頭部位,同時根據葉輪的結構特點,選擇在軸頭上放置兩個冒口,蓋板上5個冒口的工藝方案。經計算,蓋板和葉片熱節圓直徑為75mm,根據比例法確定蓋板冒口頸為φ90mm,冒口φ300 mm,高度600mm,軸頭端采用腰圓形冒口。
鑄件澆注重量較大,使用的漏包包孔直徑確定為70mm。澆注時既要快速充型,又要考慮到濾渣,因此選擇半封閉半開放式澆注系統,各截面面積比為F包孔:F直:F橫:F內=1:1.5~2:1~1.5:2~4,開設上下兩層橫澆道,并通過直澆道連通,每層橫澆道有6道內澆道。考慮到鑄件直徑較大和耐火度的要求,所有澆道均采用陶瓷澆道磚鋪設。根據澆道磚的規格,確定直澆道φ90mm,橫澆道φ70mm,內澆道為15mm×80mm扁嘴磚。最終確定F阻=F包孔=F橫=3846mm2,F直=6358mm2,F內=14400mm2。實際各截面面積比為F包孔:F直:F橫:F內=1:1.65:1:3.7。
(4)防開裂工藝措施 因軸頭和蓋板壁厚懸殊,防止軸頭和蓋板過渡部位產生裂紋是工藝設計的關鍵。考慮到澆注后軸頭部位熱節較大處溫度會較高,對2#芯采用鉻鐵礦砂制芯,可起到很好的激冷作用。同時在軸頭和蓋板過渡部位開設拉筋(6道均布,壁厚20mm,見圖1),從結構上減小和抵制一定的內應力。另外,造型過程中在軸頭根部放置若干外冷鐵。
(5)澆注溫度和澆注速度 澆注溫度的選擇非常重要,既要防止因溫度過高引起的包砂,又不能使溫度低產生冷隔。根據高鉻鑄鐵的特性,結合鑄件結構和現場澆注條件確定澆注溫度為1380~1420℃。澆注速度為用2min左右澆注完畢。
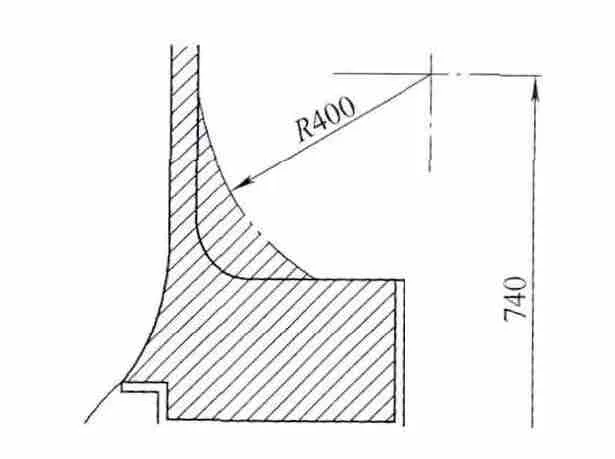
圖1 拉筋示意
(6)打箱及熱處理 葉輪澆注3h后去除壓重,24h后松動軸頭冒口周圍的砂子,3天后松動上箱,15天后(一般溫度降至250℃以下)鑄件出箱,打箱過程中不允許對鑄件有嚴重磕碰。
鑄件清理披縫、飛翅等后噴丸,然后進行退火處理。退火完成后進一步清理鑄件,去除澆冒口等再進行淬火與回火處理。
(7)其他工藝參數及操作要點 堿酚醛樹脂砂造型,模樣采用玻璃鋼材質,起模斜度1.5°,鑄造收縮率2%。
操作要點:①造型時使用的新砂比例要占35%~40%,制芯時芯鐵要纏足量草繩,保證砂芯的退讓性,在砂芯中間開排氣孔。②冒口頸周圍使用精制硅砂舂緊。③鑄件的工作面包括澆道、冒口座處涂料涂刷應嚴密均勻,厚度2mm,尤其是葉片根部的圓弧部位要保證涂刷的質量和厚度。④澆注完后過5~10min對軸頭冒口進行補澆,加入發熱覆蓋劑。⑤合箱地點與下箱之間應有草繩若干,以便于氣體的排出,所有引氣草繩引至箱外。⑥組芯時5個葉片間隙應調整均勻。
實體鑄件見圖2,鑄造工藝如圖3所示。

圖 2

圖3 鑄造工藝
3.CAE溫度場模擬
工藝設計完成后,我們最擔心的還是葉輪鑄件應力問題。因CAE軟件沒有對鑄件的應力進行計算、分析并預測的功能,現在從鑄造CAE軟件計算溫度場的角度對鑄件應力進行人工輔助分析,如圖4、圖5所示。
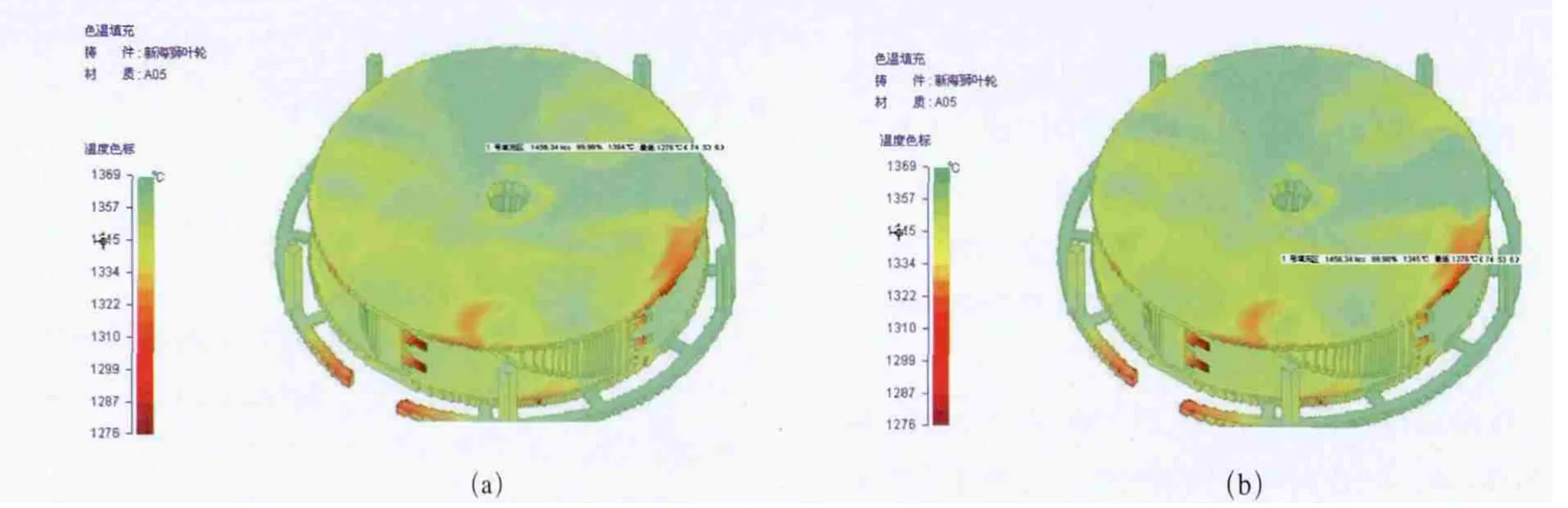
圖4 剛澆注完畢時葉輪溫度場分布
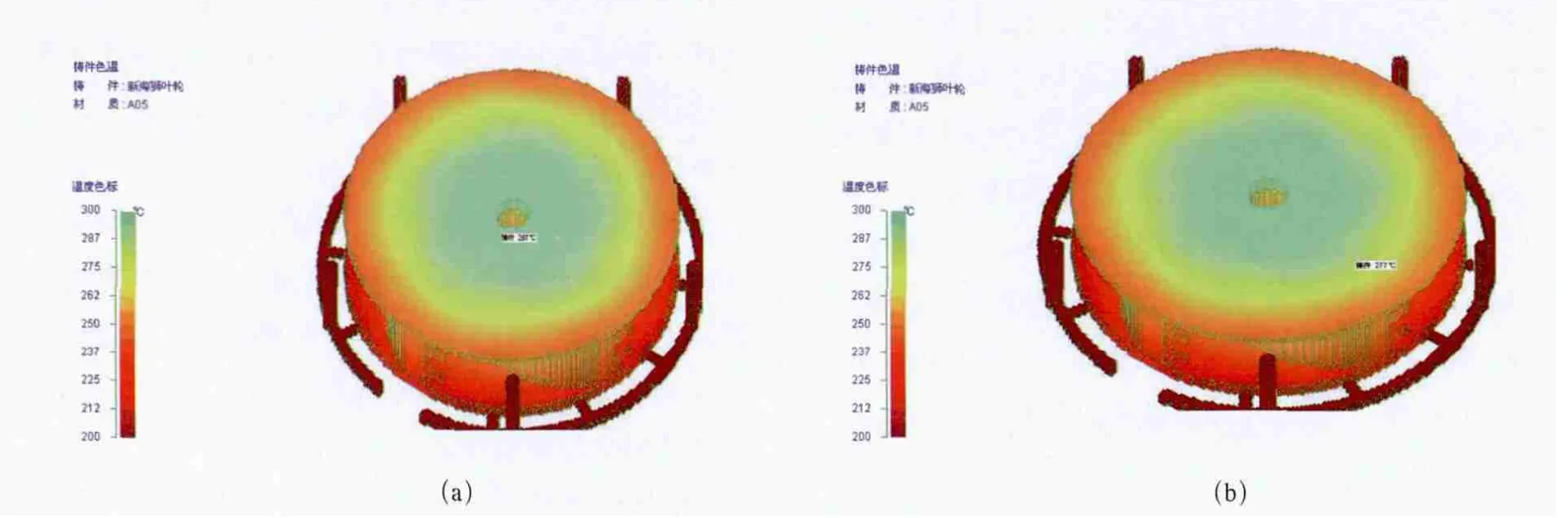
圖5 冷卻至低溫時葉輪溫度場分布
從圖4a、圖4b可以看出,軸頭根部高溫區溫度為1364℃,驅動側蓋板低溫區溫度為1345℃(蓋板邊緣1280℃左右,對軸頭根部位置無實質影響),兩者溫差為20℃左右;圖5是冷卻至300℃左右的溫度場,中心部位和中間偏外的部位也僅相差20℃。根據以往對我公司常規結構葉輪的計算結果,此兩者溫差為70~80℃。溫差小于常規是因為提前采取了有利于溫度分布均勻的工藝措施,最大限度地減少了由于溫度差過大產生的熱應力的傾向。
4.生產驗證
按照既定的工藝實施首批生產兩件,鑄件打箱清理后發現外觀良好,無裂紋,冒口無縮孔、縮松,尺寸測量也合格,經磁粉無損檢測,鑄件內部組織致密無缺陷。熱處理后取多點測硬度均在50HRC以上,用戶檢驗后對鑄件質量比較滿意。此后我公司生產此類鑄件十幾件,質量一直比較穩定,產品得到了用戶和市場的認可。
5.結語
本文根據此種挖泥漿泵葉輪結構上壁厚懸殊的特點,詳細分析了生產中可能出現的問題,通過合理選擇材質成分和開設拉筋等措施,使鑄件應力得到了很好的控制,成功生產出了質量合格的葉輪鑄件,積累了諸多有益的生產經驗,為我公司拓展疏浚產品市場提供了有力的技術保障。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
