塑料薄膜凹印故障集錦(2)
2014-08-27 23:44:53伍秋濤
印刷技術·包裝裝潢 2014年6期
伍秋濤
顆粒引起的刀線
在塑料薄膜凹印過程中,若油墨中混入顆粒雜質,在刮刀的作用下,印品表面上就會形成相應的刀線。
如果油墨中混入的是硬質顆粒,且位置固定,印品上就會形成位置固定、寬度較為均勻的細長線條(如圖10a),經測量該類刀線的寬度在60.8~72.9μm之間,說明油墨中混入了直徑為50μm左右的硬質顆粒,該類刀線的基本外部特征為長度較長,兩側墨色較濃,中間較淡。當刮刀帶動硬質顆粒來回竄動時,硬質顆粒的位置便不再固定,此時印品上便會形成左右擺動的線條(如圖10b所示)。如果硬質顆粒直徑較大且分布松散,則在印品上就會出現刀線群現象(如圖11所示)。
如果油墨中混入的是細小軟質顆粒,則印品上就會形成短線條(如圖12),該類刀線有明顯的起始點,但由于顆粒的直徑較小且質地柔軟,不至于將刮刀完全頂起,所以,此類刀線不會延伸至空白版面,且容易出現在實地部位。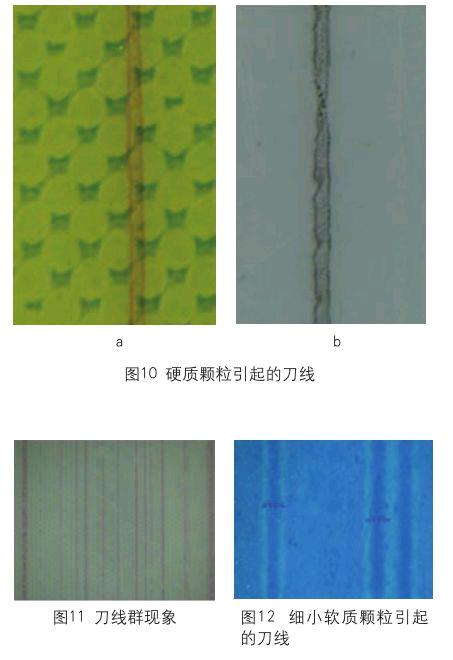
顆粒雜質來源較為復雜,而且其一旦混入油墨,就較難處理,所以印刷企業在平時生產中應做好相應的預防措施。
1.顆粒的來源
油墨中的顆粒主要來源于以下幾個方面:
(1)車間環境中的灰塵。在高速印刷過程中,塑料薄膜表面會產生靜電,對空氣中的細小顆粒有很強的吸附作用。
(2)原墨中存在分散不良的顏料粗顆粒。
(3)多次印刷后,墨盤因清洗不徹底而產生的墨皮。
(4)塑料薄膜原材料自身表面附著或夾雜有一定的雜質,如紙屑等。
(5)使用砂紙打磨印版時,掉落在油墨中的砂子。
2.預防措施
為避免刀線的出現,應時刻保持車間環境的清潔,印刷前應對油墨進行過濾,在清洗墨盤時,應細心清理墨盤的每一處,杜絕舊墨殘留,同時還應養成良好的操作習慣,避免將一些顆粒雜質帶入墨盤。
3.處理措施
在高速凹印過程中,如果在線檢測到顆粒引起的刀線,可使用竹刀在刮刀與印版表面的接觸線上來回刮動,從而將顆粒清除出來,但一定要掌握好刮動力度,以免損壞印版。
值得注意的是,鍍鋁膜復合過程中,若出現鋁層拉絲現象,也會在復合膜表面形成類似刀線的細長線條(如圖13),二者外觀相似,但千萬不要誤判,可通過對光觀察的方式加以區分,若觀察到薄膜上的線條有明顯透光現象(如圖14),便是鋁層拉絲引起的線條。
刮刀缺口引起的刀線
如果刮刀刃口因磨損而出現了缺口,就會影響刮刀的刮墨性能,如刮墨不凈等,從而容易在印品上形成連續的細實刀線。此類刀線與顆粒引起的刀線產生原因不同,但外觀表現卻頗為相似,需要從微觀上加以辨別。如圖15所示為刮刀缺口引起的刀線,此類線條中間墨色較濃,兩側稍淡,而且隨刮刀串動而左右擺動。
為避免此類刀線的出現,在安裝刮刀時須謹慎操作,以防將刮刀刃口碰傷。另外,若油墨中混入硬質顆粒,也容易導致刮刀刃口出現缺口,解決此類問題的最根本辦法就是對出現缺口的刮刀進行細致研磨或者更換新的刮刀,但此過程需要停機操作,勢必會影響生產效率。如果刀線的程度不太嚴重,可對印版表面進行打磨或通過調整刮刀的角度和壓力來暫時解決此類刀線,但切忌長時間如此。
間斷性流星線條
間斷性流星線條是塑料薄膜凹印生產中較難解決的一類故障,其通常在開機運行一段時間后才出現,該類線條比較容易判斷,其特征為兩頭細、中間粗,長度從十幾厘米到幾米不等,而且隨刮刀的串動而發生左右擺動。圖16所示為在印品邊緣跟蹤線附近(15mm內)出現的間斷性流星線條(圖中從左到右依次為:線條的起始端、次中間段、中間最粗段)。
1.產生原因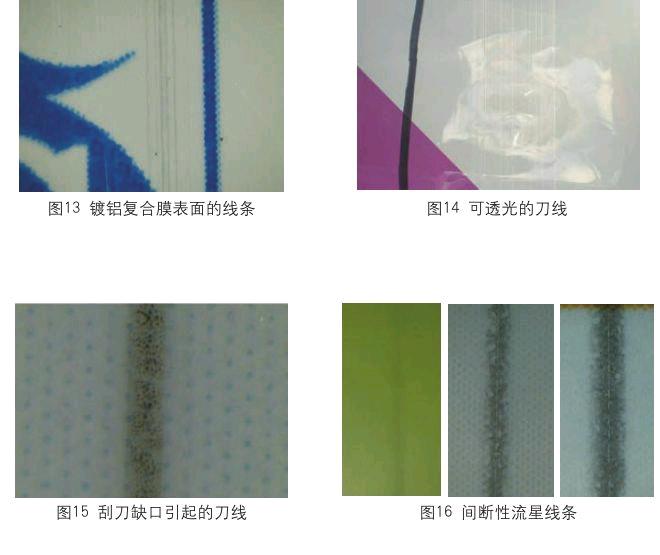
眾所周知,印版對刮刀的磨損主要集中于網穴部位,尤其是縱向排列設計的圖案邊緣(如跟蹤線),更容易出現刮刀磨損的情況。刮刀發生磨損的部位與印版表面的間隙會增大,而附著于印版表面的油墨在高速印刷過程中會對刮刀產生一定的沖擊力,進而有將刮刀頂起的趨勢,同時刮刀和印版發生輕微震動,此時在刮刀刃口與印版表面間隙較大之處會有少量油墨“逃過”刮刀,繼而產生更大的局部液壓力將刮刀瞬間頂起,從而形成流星線條,之后又在刮刀的回彈壓力下逐漸消失。在刮刀的磨損部位,會反復出現此類流星線條,故稱之為“間斷性流星線條”。
可見,間斷性流星線條的產生與刮刀磨損有直接關系,尤其是在更換印版之后,如果未對刮刀進行重新研磨或更換新刮刀,在下次印刷中就極易出現滿版的間斷性流星線條。
2.處理方法
一旦發現間斷性流星線條,行業人士通常采取的措施是:立即停機,先對印版進行清洗,再將墨盤中的油墨倒出,倒進適量的水或溶劑,讓印版在中低速下運轉,同時使用水砂紙對印版表面進行打磨。另外,還應對刮刀進行研磨,如果刮刀磨損較為嚴重,則應立即更換新的刮刀。再次開機印刷時,如果該類線條仍舊出現,就應停機對印版進行退鍍處理。
印刷過程中,如果發現刮刀發生明顯的震動,則出現間斷性流星線條的幾率會大大增加,此時應立即停機并對刮刀的角度和壓力進行調整,以使其震動降低到最小程度。
由于黏度較低的油墨對刮刀的沖擊力較小,在滿足印刷要求的前提下,采用此類油墨能夠降低間斷性流星線條的出現幾率。
靜電現象
塑料薄膜具有絕緣性,印刷過程中與金屬導輥不斷地發生接觸、摩擦、分離,容易使其表面產生靜電現象,此現象除了易引發火災、人員觸電等安全事故外,對印品的外觀質量也會產生直接影響,主要表現為以下幾個類型。
1.靜電須
靜電須(如圖17)由靜電放電引起。適當提高油墨黏度,或者在油墨稀釋劑中加入適量酮類、醇類等導電性溶劑,是改善靜電須最直接、有效的方法。
2.靜電斑
靜電斑呈現的形式多種多樣,如指甲紋、圓圈、線型等不規則形狀。靜電斑產生的實際原因是塑料薄膜表面的靜電對轉移后的液態油墨(未進入烘箱之前)產生了吸引,導致液態油墨按照塑料薄膜上的靜電荷分布形態進行重新分布而形成,如圖18所示。與靜電須的處理方式類似,可在油墨稀釋劑中加入適量酮類、醇類等導電性溶劑來消除。
但有時也會出現例外情況,圖19所示為消光OPP薄膜印刷時出現的靜電斑現象,由于該薄膜表面的靜電現象太強烈,以至于在油墨中加入導電性較強的溶劑也不能完全消除,針對此類情況,只能更換塑料薄膜原材料,才能將問題徹底解決。
3.靜電漏空
圖20所示為OPP薄膜印刷時產生的靜電漏空現象,其產生原因是在薄膜表面已干燥的透明紅墨處產生了靜電,疊印白墨時對液體白墨產生靜電排斥而造成了靜電漏空。對此,可在白墨中加入適量丁酮。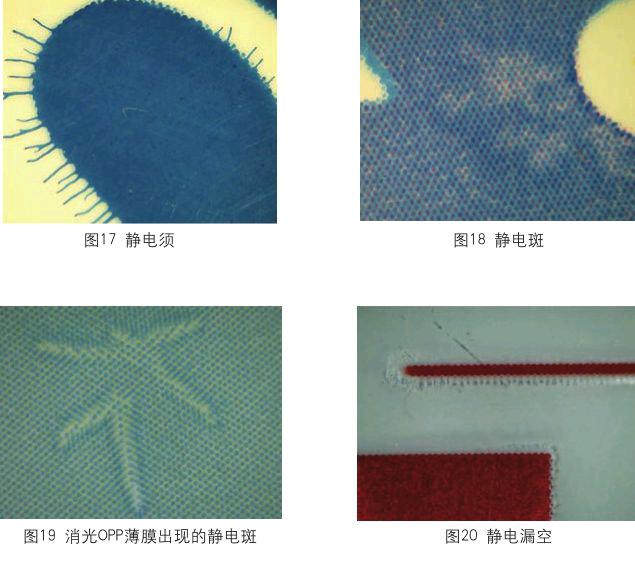 endprint
endprint
