張力控制系統及常見故障排除
2014-08-27 16:56:19王小平吳偉泉
印刷技術·包裝裝潢 2014年5期
關鍵詞:故障
王小平 吳偉泉
張力控制系統在卷筒材料的生產中占有相當重要的地位,如高速凹印機、復合機、涂布機、分切機等設備基本上都配置了先進的張力控制系統,主要控制紙張、塑料薄膜等卷筒材料的開卷、收卷等張力,對保持張力恒定起著重要作用。在生產過程中,如果張力過大,就會導致材料發生拉伸變形;如果張力過小,則材料層與層之間容易發生應力形變,導致收卷不整齊,這些情況都會對最終產品質量產生直接影響。為保證張力控制系統順利工作、維持卷筒材料承受最佳張力,就要充分了解張力控制系統。下面,筆者就對張力控制系統的主要控制方式、構成與控制原理以及常見故障排除進行分析,希望對業內人士有所幫助。
主要控制方式
張力控制系統的主要控制方式包括直接張力控制和間接張力控制兩種。
直接張力控制又稱反饋控制,其利用張力傳感器或擺輥位置檢測器等進行實際張力檢測,隨后將測量值轉換成反饋信號并與預定張力相比較,當二者出現偏差時,張力控制器給予相應的控制,使實際張力與預定張力相匹配,從而構成張力閉環系統。直接張力控制不必考慮各種調節補償,可以消除穩態誤差,控制精度較高。這種控制方式是目前的主流方式。
間接張力控制又稱補償控制,其可以對影響張力穩定的參數進行調節補償,以避免將要出現的張力變化,間接地保持張力穩定。相比直接張力控制,間接張力控制的隨機性較差,且控制精度較低。
構成與工作原理
安裝于凹印機、涂布機、復合機、分切機等設備上的張力控制系統主要由放卷張力控制系統、牽引張力控制系統和收卷張力控制系統三部分組成,通過張力傳感器、張力控制器、變頻控制器、磁粉制動器等元器件實現卷筒材料的恒張力控制。
1.放卷張力控制系統
放卷張力控制系統示意圖如圖1所示,其工作原理為:張力傳感器檢測到放卷張力實際值并將其反饋給張力控制器,與張力控制器中的放卷張力預定值相比較,二者之間的偏差經PID運算后并輸出控制電壓,對磁粉制動器作用在放卷軸上的阻力矩進行控制,從而達到調節放卷張力的目的。
2.牽引張力控制系統
牽引張力控制系統示意圖如圖2所示,其工作原理為:在生產過程中,當卷筒材料的牽引張力發生變化時,擺輥會做出相應的擺動量,此時高精度電位器間接測出牽引張力的變化,隨后將相應信號反饋到牽引輥驅動器,經PID調整后控制牽引輥的運轉速度,通過改變低摩擦氣缸的壓力來調整擺輥的擺動量,使其在設定的位置保持穩定,即實現牽引張力控制。
3.收卷張力控制系統
收卷張力控制系統示意圖如圖3所示,該系統通過張力傳感器來檢測收卷張力實際值,然后再反饋給收卷張力控制器,與其預定值相比較,二者之間的偏差經PID運算后并輸出控制電壓到收卷電機驅動器,調整收卷電機的運轉速度,實現恒張力控制。在有些設備的收卷張力控制系統中,往往會加入錐度張力控制系統,其可使收卷過程中卷筒材料處于內緊外松的狀態,從而使卷筒材料的層與層之間不發生打滑,提高后道工序的張力穩定性,根據實際經驗,錐度控制值小于10%為佳。
常見故障排除
在實際生產中,影響張力控制系統的因素有很多,進而也會帶來與之相關的故障。在此,筆者結合自己的工作經驗,介紹三種常見故障的排除。
故障一:印刷套印不準
故障現象:在印刷設備正常運行過程中,擺輥發生不規則擺動,且擺動幅度較大,進而造成套印不準。
故障排除:張力控制系統的結構較為復雜,因此該故障產生的原因較多,對此,筆者進行了歸納總結,主要有以下幾個方面。
(1)擺輥氣缸的氣控回路元器件容易發生損壞,從而導致活塞漏氣,擺輥氣缸加載氣壓不穩定。對此,可考慮更換損壞的氣控回路元器件,必要時需要更換擺輥氣缸。
(2)高精度電位器在一定區間內長時間運行,該區間的阻值一旦發生變化,容易造成高精度電位器反饋信號不穩定。此時,應及時更換高精度電位器。
(3)電位器齒輪與轉軸齒輪的連接處間隙偏大,當張力發生變化時,擺輥的位置就會發生變化,但由于間隙的存在,容易造成擺輥不斷地來回擺動,從而影響套印精度。對此,應按照標準來調整間隙。
故障二:張力不穩定
故障現象:在收卷過程中,當卷徑較大時,收卷張力顯示值往往會隨卷徑的增大而不斷減小,此時驅動器的輸出電流會不斷增加,當輸出電流超過電機的額定電流后,便會引起驅動器過流保護,發出故障報警。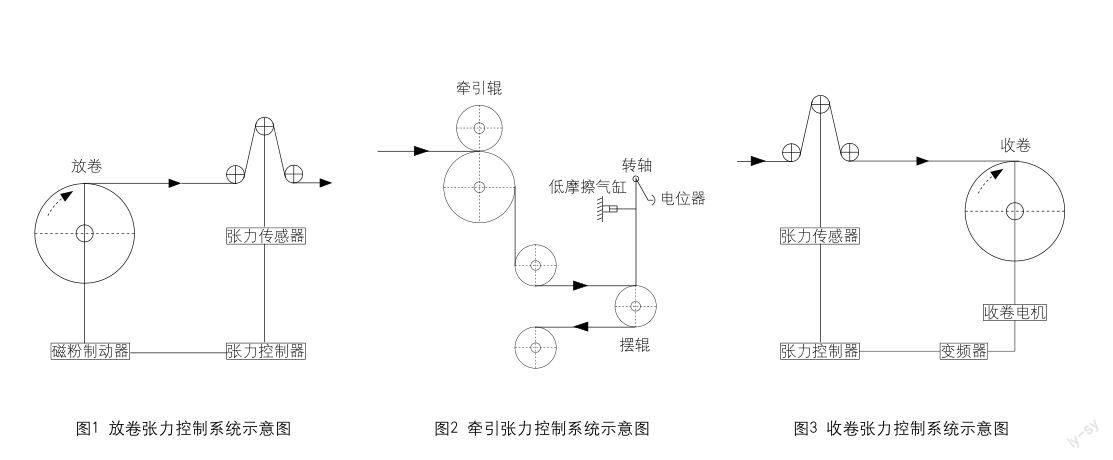
故障排除:筆者首先檢查驅動器的負載和電機測速編碼器,二者均正常。通過對收卷張力控制器進行校準,發現其中一個張力傳感器發生了故障,從而使得檢測到的收卷張力信號值是實際收卷張力值的一半,隨著收卷卷徑的增大,為達到預定收卷張力,收卷張力控制器會不斷增大輸出,直至100%,而此時的實際收卷張力已遠遠超過預定收卷張力,卷筒材料繃得非常緊,負載也隨之變大,從而引起驅動器過流保護。更換張力傳感器并重新校準后,系統便恢復正常。需要注意的是:在校準收卷張力控制器時,采用的重物應盡可能接近滿度張力值,以提高張力控制精度。
故障三:收卷起步張力過大
故障現象:收卷張力系統在起步時超過收卷張力控制器的滿度張力值,設備需運行2分鐘左右才能達到恒張力運行,這樣不僅浪費大量原材料,降低成品率,而且容易引起張力傳感器發生零位漂移,導致張力控制值出現偏差。
故障排除:筆者先對驅動器的輸入信號、張力反饋信號的增益、偏置及PID值等參數進行調整,但故障依舊存在。檢查張力復位信號、張力傳感器信號,均正常。檢測收卷張力控制器時發現,其內部失速存儲復位點發生了損壞,而收卷張力控制器的外部復位信號卻正常,實際上,收卷張力控制器不僅沒有復位,還存儲著前一卷的收卷張力值,因此造成了收卷起步張力較大的問題。對收卷張力控制器的內部失速存儲復位點進行修復,并更換損壞零件后,收卷起步張力便恢復正常。
在實際生產過程中,還會出現一些較難處理的故障,這就需要技術人員認真觀察故障現象,根據張力控制系統的結構和工作原理,分析并找出原因,按正確的方法去解決與排除,以確保張力控制系統穩定運行。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
