隔離技術在無菌檢查中的應用
2014-08-10 10:04:46吳文蕾程錦生鄭金旺
化工與醫藥工程 2014年5期
吳文蕾 程錦生 鄭金旺
(上海東富龍愛瑞思科技有限公司,上海 201108)
從1980 年代中期,無菌檢查隔離器,當時也被稱為實驗室隔離器,首先在歐洲發展起來。隔離器被證實能夠提供微生物測試一個最可靠的環境,該環境能夠很好的防止微生物對測試用品的污染,并且避免假陽性的產生。并且在全球制藥行業得到了廣泛的應用。
隨著中國藥典、GMP 的發展,無菌檢查隔離器也更多的被國內制藥企業關注。本文針對無菌檢查隔離器的法規要求,發展技術背景以及設備特點進行了說明。
1 無菌檢查隔離器的法規與技術背景
1.1 與無菌檢查隔離器相關的法規
在2010 年《中國藥典》中的《附錄XI H 無菌檢查法》[1]中規定“無菌檢查應在環境潔凈度10 000 級下的局部潔凈度100 級的單向流空氣區域內或隔離系統中進行,……”
而2014 年,《中國藥典》對微生物實驗室的增補征求意見《附錄XVIII G 藥品微生物實驗室質量管理指導原則》中說明,“無菌檢查應在B 級背景下的A 級單向流潔凈區域或D 級背景下的隔離器中進行,……”
這也就意味著,如果征求意見通過審批,原來使用10 000 級(即C 級)下局部A 級的制藥企業已經無法滿足增補版的藥典要求。如要繼續滿足法規,則有兩種選擇,一是改造實驗室為B 級,另一種就是直接將局部的單向流潔凈區域換成隔離器。
以下是國際主流法規機構的文獻對無菌檢查的相關說明:
●USP <1208>無菌檢查–隔離器系統驗證[2]
“用于實施藥典所規定無菌檢查的隔離器從1980年代中期就開始使用了。…… 使用隔離器的操作者無需穿著特殊的潔凈服來操作無菌檢查,標準的實驗室服就足夠了。…… 無菌檢查隔離器不一定要放置于定級的潔凈室中,重要的是放置隔離器的區域要對非必要人員的進出限制管理。……房間里無需進行環境監控。……”
●PIC/S PI 012-3 無菌檢查[3]
“無菌檢查應該在無菌條件下進行,無菌檢查的操作環境要求和無菌藥品的生產環境一致。……”
●PIC/S PI 014-3 用于無菌工藝生產和無菌檢查的隔離器[4]
“當隔離器用于無菌檢查時,沒有正式要求他們被放置在D 級環境。這個環境應當受到控制,例如只允許受過培訓的員工進入,但不一定需要定級別。”
1.2 無菌檢查隔離器的發展與優勢
從1980 年代中期,無菌檢查隔離器就在歐洲得到了應用[2],當時也被稱為實驗室隔離器,并且隔離器所提供的無菌環境逐漸地被認為是執行有爭議的微生物測試最可靠的環境,該環境能夠很好的防止微生物對測試用品的污染,并且避免假陽性的產生。
在隔離器技術應用于無菌檢查之前,執行無菌檢查的操作和產生假陽性是關注的重點問題。無菌檢查過程中,假陽性產生有以下可能性[5]:
● 由操作者在無意識的情況下造成的污染;
● 在容器表面存在的污染;
● 測試環境與設施造成的污染;
● 使用受到污染的試劑和設備,或者取樣的操作產生的污染。
質量控制微生物實驗室依賴于有效控制的測試環境,適當的產品樣本和測試試劑,以及操作者的無菌技巧,才能夠保證無菌檢查的成功執行。適當的試劑和產品樣本可以通過每批次促生長以及產品樣本抗菌性和抗真菌性測試來進行驗證,但是控制測試的環境和管理控制操作人員的行為則相對困難。
隨著隔離器應用于無菌檢查,雖然操作方式上并沒有簡化,有時甚至操作起來不如傳統的方式方便,但是受到更可控環境的保護,加強了微生物的控制,并且降低了假陽性的發生,從而提高了測試性能。
Jack Lysfjord 在其著作中引用了美國某藥廠對無菌檢查在潔凈室進行與在隔離器中進行產生假陽性和經濟損失做的比較,見表1 所示[6]:
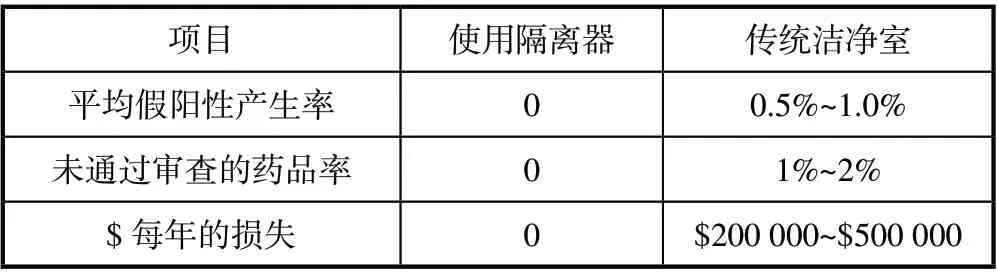
表1 假陽性:隔離器 VS 潔凈室
另一方面,從使用成本角度考慮,在ISPE 的《無菌產品生產設施基礎指南》中提到,在使用隔離器時,運行成本大約低于傳統潔凈室運行成本的75%,主要是與HVAC 有關的運行成本。其他成本,如:更衣、廠房設施布局、環境監測方面也節省了花費。
按照2014 年增補版征求稿的《中國藥典》,無菌檢查在B 級背景下的A 級設計的實驗室,如圖1 所示,需要設計復雜的更衣區域、緩沖間。
而如果是用隔離器,最簡單的設計就是一個D 級房間,帶一個物料進出口,一個人員進出口即可。如圖2 所示。
2 無菌檢查隔離器
2.1 無菌檢查隔離器的設計
無菌檢查隔離器(如圖3)一般結構由一個傳遞窗和一個操作區主箱體組成。結構使用不銹鋼制成。隔離器具有良好的密閉性,運行時內部正壓控制,內部單向流設計。主箱體上配備有手套,用以在隔離器中執行無菌檢查操作。
主箱體內部設置有無菌檢查專用的集菌儀,應當選用針對隔離器專門設計的集菌儀,如Millipore 的SteritestTMEquinox Isofit Pump(見圖4)。

圖1 傳統的微生物實驗室布局圖

圖2 無菌檢查隔離器實驗室部件圖
傳遞窗和主箱體配備內置式汽化過氧化氫滅菌系統,根據工藝需求對隔離器內部或傳遞進入的耗材、樣品和試劑容器表面進行滅菌。
隔離器可集成粒子計數器、微生物采樣器等環境監測設備。
通過觸摸屏對隔離器進行操作,根據客戶需求不同可提供滅菌數據、環境監測數據報表的存儲、電子版本輸出或打印等功能。控制系統的設計可滿足GAMP5,以及21CFR Part 11 對電子記錄和電子簽名的要求。
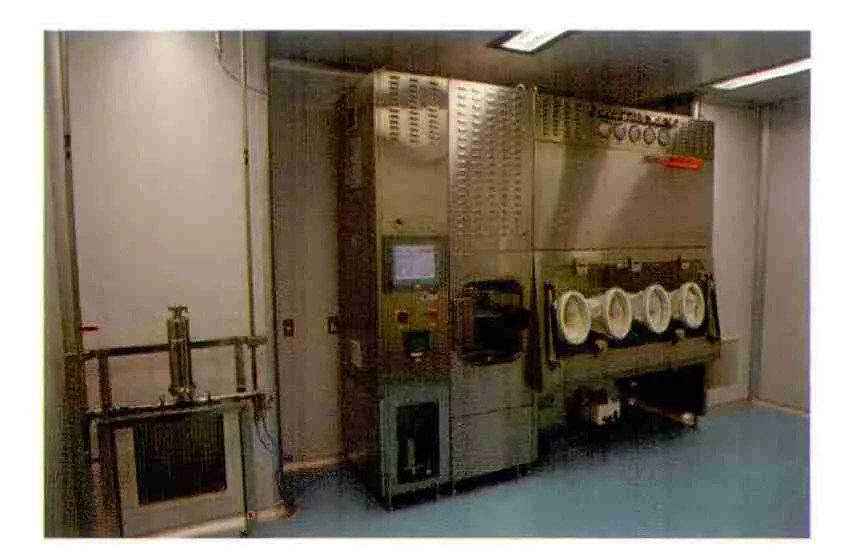
圖3 無菌檢查隔離器

圖4 隔離器專用集菌儀
2.2 汽化過氧化氫滅菌
汽化過氧化氫滅菌是無菌檢查隔離器中最重要的功能之一,使得隔離器內部控制在一個生物負載很低的環境下。合理的滅菌循環可以使整個滅菌循環快速和安全。
由內部氣流循環系統將快速生成的汽化過氧化氫帶入隔離器主箱體和傳遞窗中,對試劑樣品,耗材外包裝表面進行滅菌。在隔離器完成空載的滅菌性能確認后,需要針對固定的試劑、耗材等物品的排放方式進行滿載的滅菌循環開發并驗證,圖5 是隔離器在進行滿載測試。合理的物品排放,恰當的滅菌循環工藝參數,能在較短的時間內(視裝載量和隔離器空間大小而定,一般在1.5~2.5 h 左右)實現6 SLR。并且滅菌過程具有重演性。圖6 為隔離器在空載時的滅菌循環曲線。
汽化過氧化氫滅菌工藝中很重要的一點是通風后過氧化氫的殘留,一般要求通風后過氧化氫濃度< 1 mL/m3(μg/g)。過多的殘留可能會導致假陰性的產生。
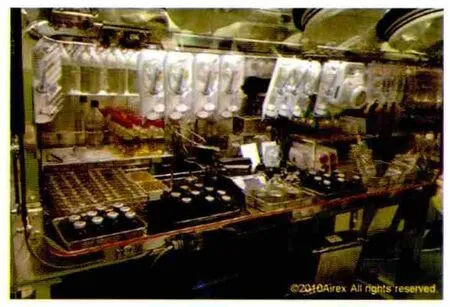
圖5 隔離器滿載測試
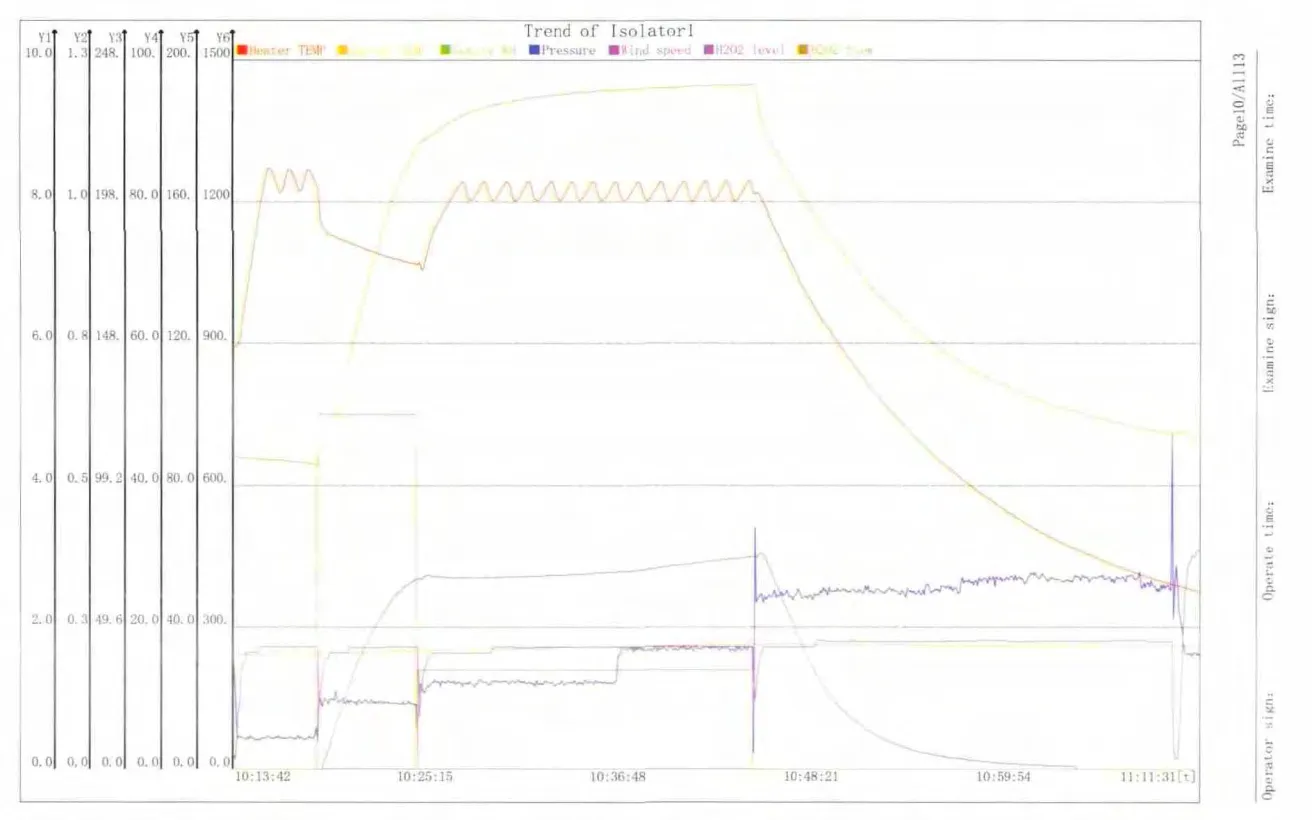
圖6 隔離器滅菌曲線報表
2.3 有關工藝耗材、試劑和工具

圖7 傳統的無菌檢查隔離器
圖7 所示為傳統的無菌檢查,操作人員正用注射器在酒精燈的火焰保護下處理粉針劑樣品。而試劑、培養基等是用牛皮紙覆蓋用線扎的。而這樣的傳統操作方式,以及選用的耗材包裝在隔離器中是絕對不推薦的。
操作者通過隔離器的手套對無菌檢查進行操作,在使用前后都要對手套的完整性進行檢查,在隔離器中應當避免使用注射器這類尖銳物,同時進行的操作又較精細復雜的工具。一是戴手套操作會使得手的靈活性相對降低,復雜的動作容易造成動作失誤,而尖銳物容易扎破手套,破壞隔離器的完整性。
所有傳入隔離器的物品使用汽化過氧化氫進行表面滅菌,要確保表面滅菌效果的同時,還要考慮過氧化氫在包裝表面造成的滲透和吸附問題。包裝材料的滲透可能會造成一定的工藝影響,例如,用于環境檢測的培養基,如果過氧化氫滲透到培養基中,可能會造成檢測結果的假陰性。而材料吸附會延長過氧化氫的分解,延長滅菌后的通風時間。因此需要對選用的包裝材料進行一些評估,或者選用隔離器專用的成品耗材,如Merck Millipore,BD 的相關產品。
編號 測試步驟 時間(min)1準備試劑、樣品,打開隔離器 15 2按照SOP 進料 30 3隔離器關門檢查 5 4隔離器泄漏測試,滅菌循環啟動 120 5整理內部物料 15 6 無菌檢查正式進行(約10 個批次測試左右) 300 7打開隔離器進行清理、清潔 30總時間 510
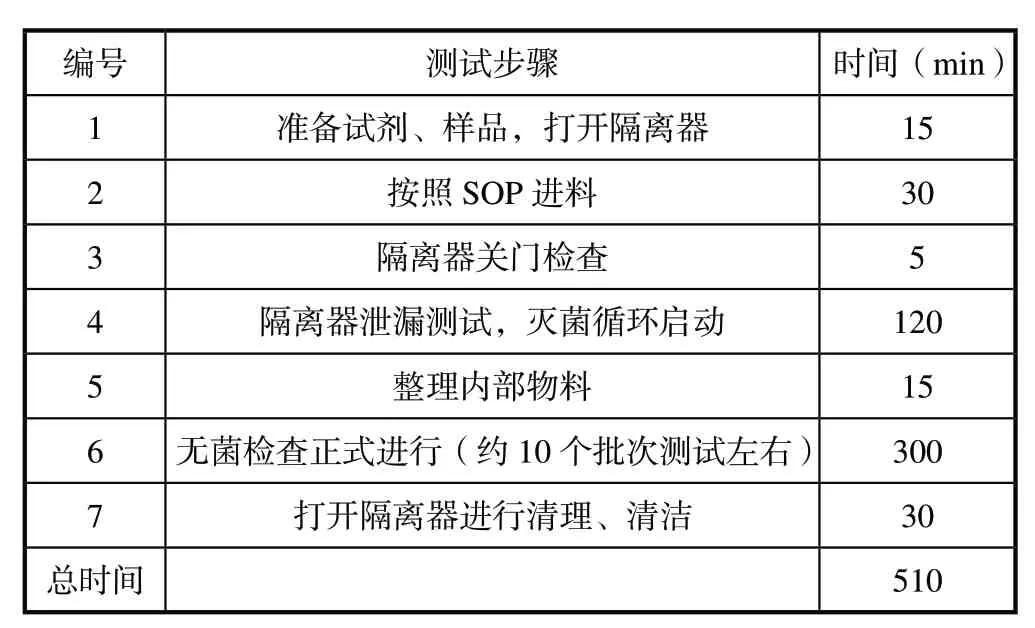
2.4 無菌檢查隔離器的排產
以下為一個僅含主箱體的隔離器(不帶Passbox)的一天的使用周期,適合測試量較小的用戶使用。如圖5,即為這種應用方式。
當用戶檢測批次較多時,建議配置Passbox,從而可以連續進行無菌檢查。在進行無菌檢查的同時,可利用Passbox 進行下一批物料的滅菌,完成后轉移至主箱體。圖8 所示即為帶Passbox 的隔離器,圖中操作人員正在對隔離器的主箱體和Passbox 進料。
首次滅菌完成后,主箱體就不再打開,而傳遞、進料和滅菌的操作都將在Passbox 中進行,實現連續的測試。一天8.5 h 左右可以連續做約20 個測試。

圖8 正在對隔離器進行裝料
需要注意的是,當主箱體連續進行測試時,需要定期進行微生物檢測,尤其注意隔離器手套手指部分要定期進行表面微生物測試,如果微生物水平有超過警告線的趨勢時,就應當對隔離器主箱體進行滅菌。通過這些微生物測試數據,可確定隔離器整體滅菌的周期,形成SOP。
2.5 軟墻隔離器
最早的無菌檢查隔離器是軟墻隔離器。它由不銹鋼材質作為框架和基座,在框架上裝上封閉的PVC 材質的塑料罩,裝配有半身衣或手套對無菌檢查進行操作,透明的材質使得工藝內部的操作一覽無余。相對于不銹鋼的硬墻材質,這種軟墻隔離器較為經濟。由于PVC 材料可折疊,框架可拆散,因此對于進廠空間有限制的實驗室可能是一種可選方案。
但是軟墻隔離器的結構不如硬墻的堅固,容易造成破損。對柔軟的表面擦拭清潔也不如硬墻結構的操作可靠方便。在進行汽化過氧化氫滅菌的過程中,PVC 材質容易吸附過氧化氫,從而造成通風時間過長。一般軟墻隔離器中氣流為紊流,雖然法規如USP 對無菌檢查隔離器的氣流要求的描述為“紊流或單向流”,事實上,越來越多的用戶傾向于使用單向流。圖9 所示的為一家無菌檢查隔離器供應商對軟墻隔離器和硬墻隔離器 (帶passbox 和不含passbox) 進行的趨勢分析。可見無菌檢查隔離器的需求量逐年增大,而軟墻隔離器的使用量逐年呈遞減趨勢。
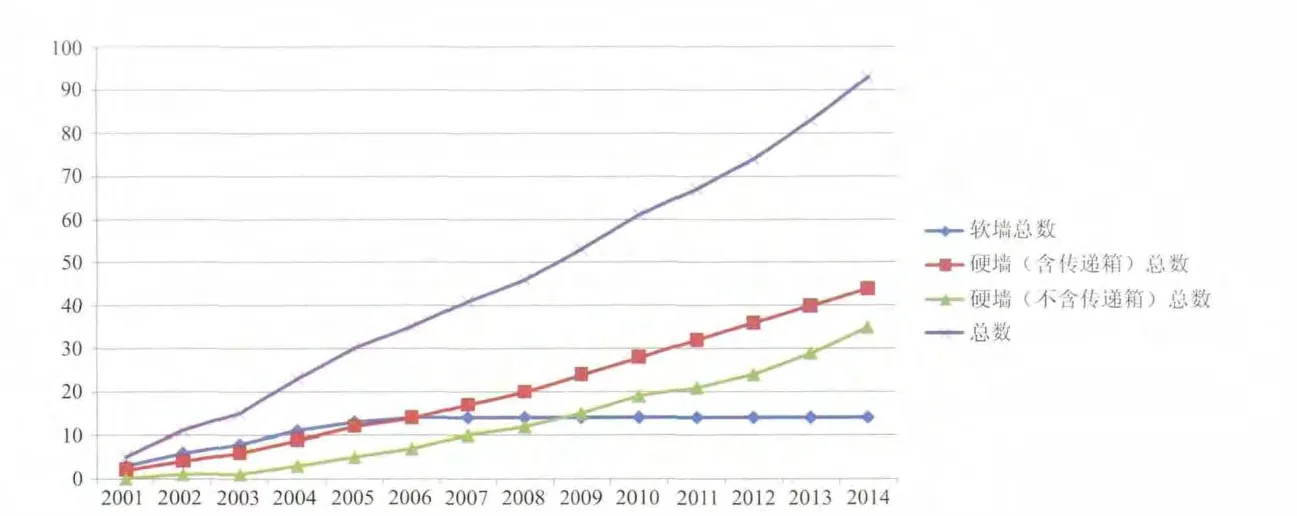
圖9 無菌檢查隔離器的發展趨勢
3 總結
綜上所述,無菌檢查隔離器的應用能保障無菌檢查在一個受控封閉的,低生物負載的環境下操作,隔離操作者和工藝,從工藝本身避免假陽性的產生。當操作高活性、藥性強的藥品時還能保護操作者不受藥物影響。按照國際主流的法規,無菌檢查可以完全摒棄潔凈室,縮小廠房結構,省去繁復的更衣過程,以及減少或者省略日常的房間微生物檢測,降低運行成本。
隔離器的結構一定程度上限制了操作者的動作幅度,隔離器的手套也降低了手指的靈活性。一天的工作安排要充分考慮耗材、試劑的傳遞滅菌周期。手套、半身衣等部件的破損會直接影響隔離器的完整性。因此,要重新考慮無菌檢查工藝過程與隔離器的匹配性。使用適當的方法,選擇適合隔離器的耗材與工具是非常重要的。
無菌檢查隔離器的裝載量要經過驗證,在保證滅菌效果達到6 log 的同時,確保通風充分,殘留降低到可接受范圍,避免假陰性的產生。
連續進行多批次的無菌檢查操作時,要關注隔離器內部的環境監測,包括粒子、微生物,尤其是工作臺、手套等部件的表面微生物檢查。制定合理的隔離器內部清潔和滅菌頻率。
無菌檢查隔離器發展至今已經超過了40 年,有數據統計,在2000 年,全球范圍有500 臺無菌檢查隔離器應用于大大小小的藥廠。對于中國,無論從法規角度還是制藥企業自身的發展來看,隔離器已經成為無菌檢查的應用趨勢。
[1] 中國藥典, 附錄XI H 無菌檢查法, 2010.[S].
[2] USP 24, Chapter<1208> Sterility Testing: Validation of Isolator Systems , second supplement (1999).[S].
[3] PIC/S, PI 012-3, Recommendation on Sterility Testing, 2007.[S].
[4] PIC/S, PI 014-3, Recommendation Isolators Used for Aseptic Processing and Sterility Testing, 2007.[S].
[5] Carmen M.Wagner, Patrice Cloue[M]. Sterility Test Isolators, 2009.
[6] Jack Lysfjord, Practical Aseptic Processing –Fill and Finish[M]. 2009, vol 2, 86-87.
