數控機床用弧面分度凸輪設計與制造研究
2014-08-09 02:30:18張明
河南科技 2014年20期
張 明
(綿陽職業技術學院,四川 綿陽 621000)
弧面分度凸輪的基本輪廓是在空間中不可伸展的曲面,老式的制造方式已經滿足不了凸輪在精度上的要求。 通過對現有制造工藝和手法的了解, 可應用范成法的原理對弧面分度凸輪進行加工制造,并且結合滲碳方法對凸輪進行熱處理。本文對弧面分度凸輪的發展歷程、工作原理以及設計制造進行了研究,制定出一套完善的設計制造理念, 以期為弧面分度凸輪的實際應用貢獻力量。
1 弧面分度凸輪的發展歷程
弧面分度凸輪的開創是由美國人于1920年間完成的,并且進行了大量的生產加工。 在此之后,世界上許多國家(英國、匈牙利、日本等)也對弧面分度凸輪進行了研究,由于具有很高的實用性, 所以各個國家都成立了相應的研究機構和生產加工工廠。 英國的研究機構最先對弧面分度凸輪的運動、幾何學方面進行研究,運用的技術為微分幾何以及包絡的原理。 其他歐洲國家以及日本已經完成對弧面分度凸輪的設計和制造, 實現了大規模生產[1]。在加工制造的方法上,國外大部分地區都選用范成法,以數控機床為載體進行加工制造。 范成法的廣泛使用說明其基礎理論以及技術都已經非常完善,滿足各地區的設計制造要求。弧面分度凸輪的大規模生產,促進了對其實用面擴展進行研究,國外的許多研究者正加大力度對弧面分度凸輪的應用進行研究。
由于獨特的國情,我國入手研究弧面分度凸輪的時間比較晚,在開創完成的五十多年后我國才開始注意,但通過三十多年的不斷研究,我國已經基本掌握了弧面分度凸輪的設計、制造技術,并且在此基礎上進行了完善,滿足更高要求。 與其他各國相同,我國制造弧面分度凸輪的方法也選用范成法,雖然我國還對兩重包絡法以及自由曲面法進行了大量的研究, 研究結果僅滿足于簡單的弧面分度凸輪, 沒有相應的技術手段滿足復雜弧面分度凸輪的研制和運用, 所以我國仍然需要花費巨額的資金引進技術。
弧面分度凸輪的運用能夠為設備提供較高的傳動速度、精準的分度、較強的動力學性能以及良好的可靠性,所以該技術適合于多種自動化機械,例如餐飲、化工、煙草等需要做間歇性工作的生產機械。 總的來說,弧面分度凸輪的研究成果可以推動我國生產機械自動化技術的發展。
2 弧面分度凸輪的工作原理
如圖1 所示為弧面分度凸輪的結構圖。 從圖中可知,弧面分度整體機構由弧面分度凸輪、 分度盤以及安裝在分度盤上的滾子組成。 弧面分度凸輪的頂部平面(Z0)與分度盤軸線(y2)垂直, 該設計的用意是構建一個垂直交錯軸之間高速間歇運動的機制。
當弧面分度凸輪以恒定角速度周期性運轉時,分度盤上的滾子經凸輪弧面的帶動,使從動的分度盤進行轉位,方向由凸輪弧面決定。 當凸輪轉動到平滑弧面時(停歇段),分度盤上的滾子會卡在凸輪的兩側,從而使凸輪轉位,這時分度盤保持不動。 通過這樣的工作原理,來實現上文所述的間歇性工作[2]。
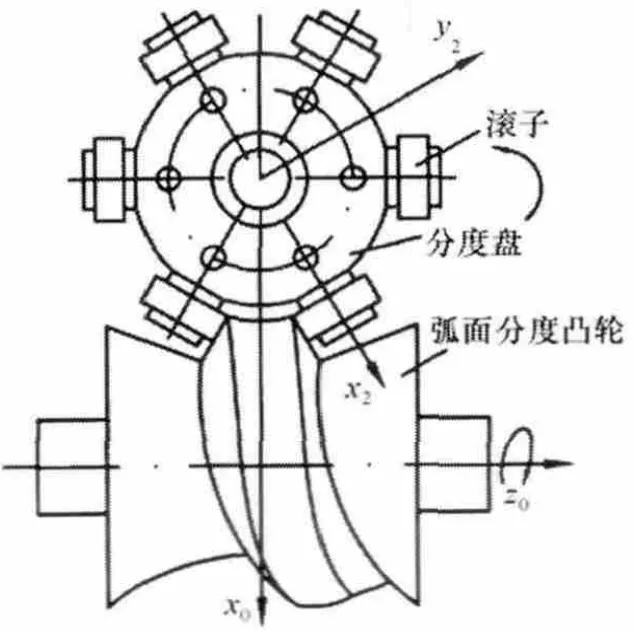
圖1 弧面分度凸輪平面結構圖
3 弧面分度凸輪在設計上的主要參數
在弧面分度的凸輪結構中, 假設轉盤的分度期是在0°~120°的旋轉角度之間,轉盤的運動改進了正旋的加速度曲線,分度角是45°,均勻地分布了八個工位。轉盤的間歇期在120°~360°之間,這期間轉盤會停止旋轉。 凸輪的轉速n=250r/min,保持勻速旋轉, 中心距離c=180mm。 根據這些條件確定了幾何設計參數,如表1 所示。
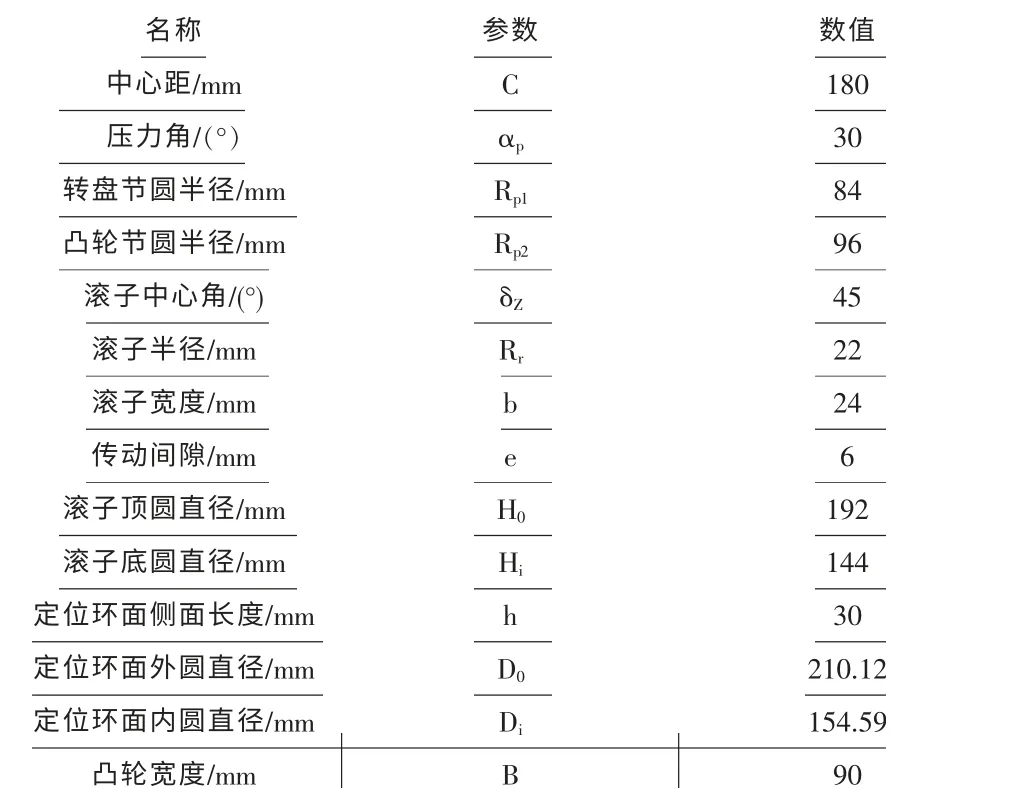
表1 幾何設計參數
根據這些幾何尺寸,在NX7.0 Modeling 的模塊中,利用表達式的模塊,并且根據三維造型的具體方法,最終做成了分度凸輪,如圖2 所示。

圖2 弧面分度凸輪模型圖
4 弧面分度凸輪在數控機床中的設計與制造
4.1 CAM 技術的運用
弧面分度凸輪的實際空間構造極其復雜,而且對參數有著極高的要求,尤其是弧面分度凸輪的工作弧面。所以在選擇編譯數控制造程序的方法上,就有了更加苛刻的要求。 現如今的數控編譯程序方法中,只有CAM 軟件滿足條件,并且還要通過計算機數控編程技術進行完善,以確保加工程序的準確生成[3]。 CAM軟件可以根據弧面分度凸輪的三維模型直接生成加工程序,對于較為復雜的曲面,可以運用多軸數控編程技術,以編譯精確性要求較高的程序, 配合弧面分度凸輪加工程序的完成。 而且CAM 軟件技術可以與CAD 技術完美融合,二者互不干預,現實數據滿足任何一種模塊,無需做出調整,從而大幅度減少了由于數據頻繁轉換造成的誤差。
4.2 制造工藝的規劃
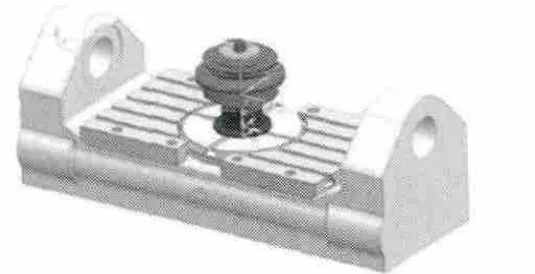
圖3 弧面分度凸輪在機床上的固定方式
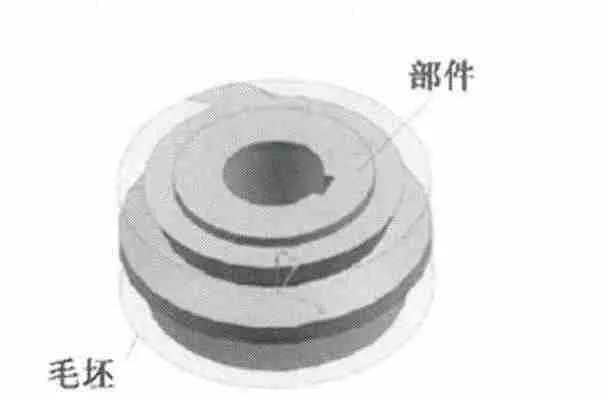
圖4 部件及毛坯示意圖
弧面分度凸輪的制造是以五軸聯動數控機床為載體完成的,弧面分度凸輪在機床上的固定方式如圖3 所示,固定的器件通常選擇心軸以及螺母。 圖4 所示為部件及毛坯示意圖(著色為部件,線框表示毛坯),由圖中的部件結構得知,弧面分度凸輪主要由工作弧面、間歇弧面構成,所以在加工過程中,這兩部分的精度控制是整個加工環節的核心,必須選擇CAM 軟件輔助工件的加工。 結合對各方面因素的分析對制造工藝進行規劃是生產的前提。 首先,應該對工件進行初級粗加工。 具體的操作是使用D20R0.8 的端銑刀對多余部分進行切除,完成一次開粗,在此基礎上使用D10 的立銑刀對工件的余量部分進行切除, 達到二次開粗的目的。 然后對工件進行半細加工,由于凸輪的底面以及兩個弧面都是直紋面,所以應該選取可變輪廓銑的方式,為加工刀路[3]的生成提供便利。
5 總結
弧面分度凸輪是一種形態相當復雜并且加工精度要求很高的零部件,可利用CAM 這一軟件生成這種復雜零件的三維模型,并且可以根據這種模型編寫多軸數控的相關程序,這既能提高生產產品的質量,又能節省開發需要的周期。 這種方法適合那些需要建立準確三維模型并且形態非常復雜, 需要用多軸機床加工的產品零部件, 以成產那些不能用具體數學模型表達出來的產品,但是畢竟這類產品很少,所以這種方法并未得到廣泛應用。
[1]金作成,陳龍寶.圓柱分度凸輪機構的設計及凸輪的數控加工[J].機械傳動,2011(4):50-52.
[2]楊延峰.用于數控機床的弧面分度凸輪的設計與制造[D].北京:北京工業大學,2010(16):5-7.
[3]余振華,許朝山,陳麗華.基于UG 軟件的弧面分度凸輪的3D 建模與傳動固有頻率分析[J].機械傳動,2011,35(9):18-20.
[4]機械設計手冊聯合編寫組.機械設計手冊(中冊)[M].北京:化學工業出版社,2010(39):112-130.
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
汽車工程學報(2017年2期)2017-07-05 08:13:02
