臥式注塑機全自動送料系統的設計與實現
2014-08-02 13:45:02陳舒燕余朝剛蘇鵬云
化工自動化及儀表 2014年11期
陳舒燕 余朝剛 蘇鵬云 朱 靖
(上海工程技術大學電子電氣工程學院,上海 201620)
全自動生產線可以改善勞動條件、提高生產效率、穩定產品質量、降低生產成本,因此企業生產過程中對自動化程度的要求越來越高。隨著我國注塑行業的蓬勃發展,很多企業提出改進傳統操作工序的要求[1~4]。由于目前使用的旋臂式、氣動式和單軸伺服注塑機機械手不能滿足某注塑廠家的特定自動送料要求,因此筆者設計了一種多軸的臥式注塑機全自動送料系統。
1 機械結構①
筆者設計的全自動送料系統將卷繞在料盤上的料帶剪成單個嵌片,通過機械手將嵌片送入臥式注塑機,并將注塑好的成品取出,系統結構包括:料架、導料槽、剪料機構和送料機構。該系統可以在垂直的X軸、Y軸、Z軸3個方向自由運動,有X1軸、Y1軸、X2軸、Z軸、Y2軸5個滑臺和1個可以90°旋轉的手爪[5]。滑臺均采用伺服電機驅動絲桿的傳動方式,每個滑臺上有3個位置傳感器(包括上限傳感器、零點傳感器和下限傳感器)。系統的總體結構如圖1所示。
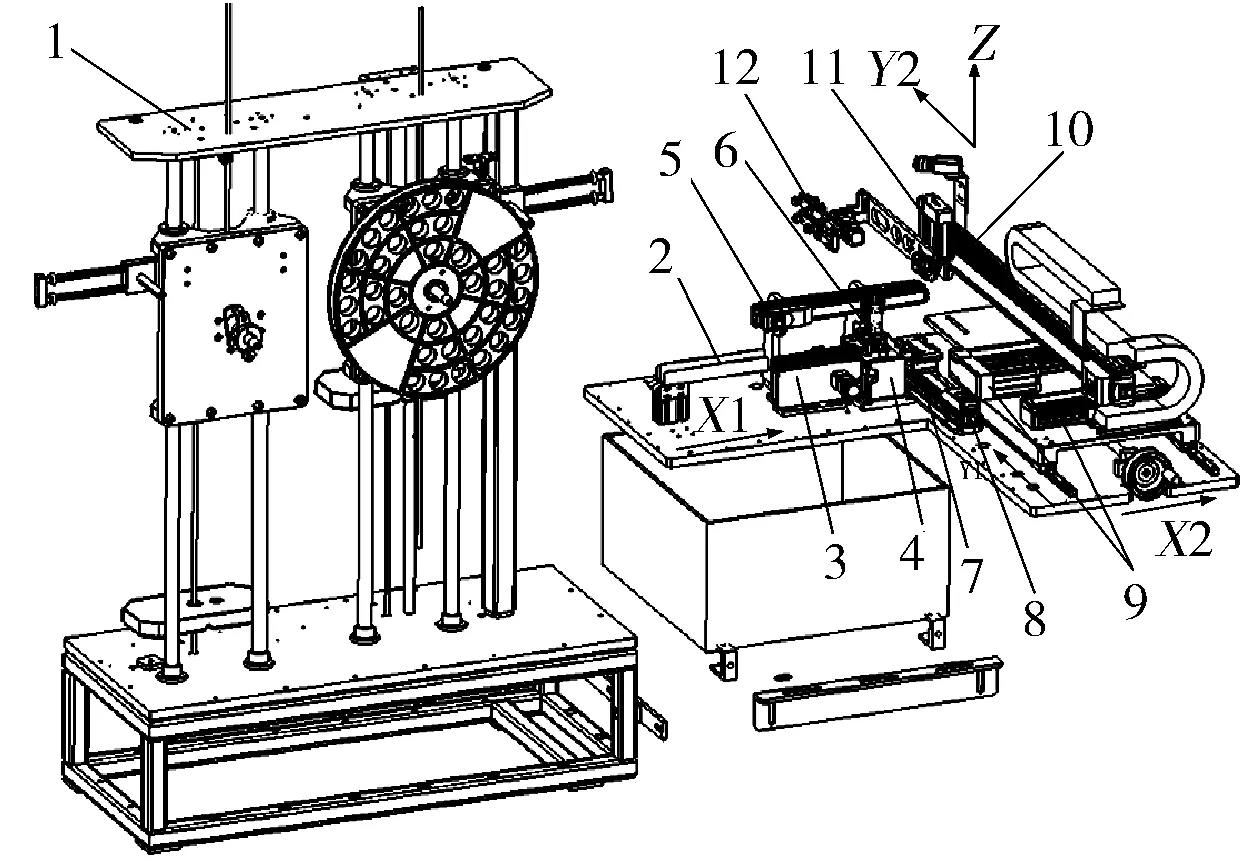
圖1 臥式注塑機全自動送料系統總體結構
2 氣動系統
臥式注塑機全自動送料機械手的氣動系統如圖2所示。

圖2 機械手的氣動系統
氣動系統包括4個氣缸和多個電磁閥。氣缸作用為:驅動剪料刀具上下運動,驅動X1軸上取料盤上下運動,驅動抓料盤夾爪的松放或夾緊,驅動成品抓料盤運動。剪料氣缸、X1軸取料氣缸和成品抓料盤氣缸采用雙作用氣缸,夾爪使用單作用氣缸,均采用KOGANEI公司的2位5通脈沖式電磁換向閥作為主控元件。為了使氣缸運行速度平穩,提高機械手的穩定性和工作效率,在每一個獨立的氣動回路都配有單向節流閥[6]。該全自動送料系統所有氣動回路的運動和先后順序都由PLC來進行控制[7]。
系統配備了4路真空發生器,真空發生器是用壓縮空氣產生真空度為-86.7kPa的負壓來吸取嵌片或成品;配備了8個電磁閥,其中3個雙電控作用電磁閥用來控制雙作用氣缸,5個單電控電磁閥用來控制吸盤和單作用氣缸。
3 電氣控制系統
3.1 PLC的端口分配
本系統中的伺服電機均采用脈沖控制方式,共需要6路脈沖,每個SIEMENS 6ES7 226-2AD23-0XB8 PLC有兩路高速脈沖輸出,使用3個PLC即可滿足要求。PLC之間通過PPI總線方式進行聯系,其中一個PLC與觸摸屏連接,另外兩個PLC內部的信息先與該PLC交換,再發送到觸摸屏。系統主要輸入信號有:啟停控制信號3個、位置檢測信號25個,共28個;主要輸出信號有:脈沖輸出信號12個、電磁閥控制信號9個、電機控制信號6個,共27個。系統采用的PLC具有24輸入16輸出,可以滿足需求。輸入、輸出信號的具體作用和地址分配見表1。
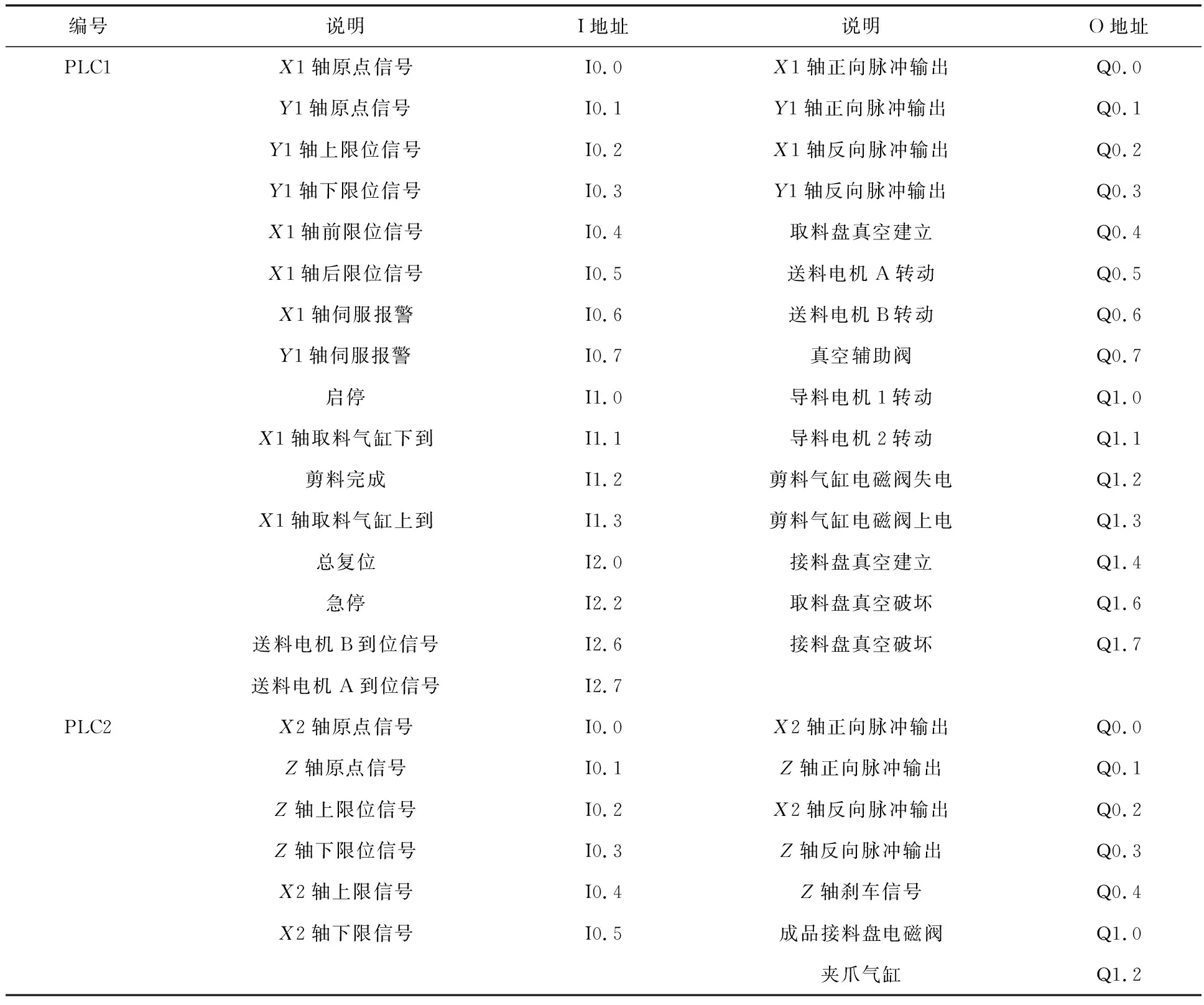
表1 PLC的主要輸入、輸出信號分配

(續表1)
3.2 PLC程序
3.2.1控制過程
初始時,按下復位按鈕SB3,使機械手位于原位工作點,然后按下啟動按鈕SB2,整個送料系統的工作過程為:導料槽導料→剪料盤一次剪切兩片料片→取料盤吸取兩片料片,放在接料盤上→接料盤向前移動一步→重復剪切、吸取兩料片,并放于接料盤上→接料盤一次送4片料片→抓料盤吸料,后翻轉90°→成品抓料盤將注塑工位的成品取出→料片抓料盤將料片送到注塑工位→機械手退出注塑機,抓料盤翻轉至水平→夾爪松開,成品落入接料筐中。取料盤吸料時,為了避免料片因振動而脫落,X1軸取料氣缸先行,剪料氣缸后行。如果沒有停止信號,送料系統機械手按照以上過程循環操作。在任何時候按下停止按鈕SB1,機械手將完成當前工作周期后停止工作。
臥式注塑機全自動送料系統具有多軸運動過程,按照機械手動作的先后順序進行控制[8,9],因此采用順序控制設計法進行程序的編寫。
3.2.2定位過程
機械手各軸的運動通過PLC的CPU輸出脈沖序列來實現定位控制,如圖3所示。編程過程中使用到庫中的定位模塊,為了充分利用定位模塊,軸上需設置3個限位開關:參考點開關(零點)、正向計數限位開關(上限)和反向計數限位開關(下限)。機械手操作過程需要衡量其零參考點位置,編程中應用到定位模塊庫中的Q0_x_Home,該模塊是在預設方向啟動尋找參考點[10]。載物體沿著軸移動,直到到達限位開關(上限或下限),軸減速運動并開始從相反方向尋找參考點。參考點尋找完畢后,CPU向伺服驅動器發送一個脈沖序列(動力輸出)和定向信息(電機旋轉方向);伺服驅動器將信號轉換成相應定子中取決于頻率的三相電壓,并提供給伺服電機;伺服電機將速度控制的實際值返回給伺服驅動器。
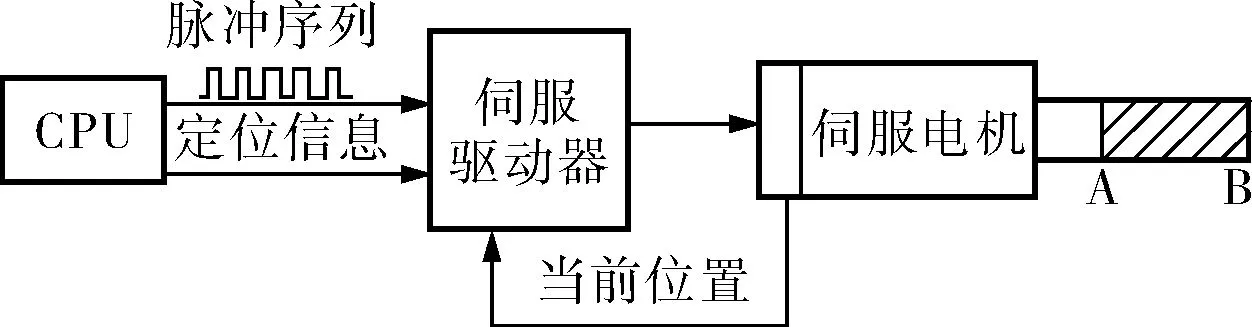
圖3 定位控制過程
3.3.3觸摸屏控制
全自動送料系統的人機界面采用WECON LEVI777A-V型號的電阻式觸摸屏,該觸摸屏具有兩個串口,支持RS232/RS485/RS422,支持MPI協議。觸摸屏設計包括界面設計和變量設定,并將變量與PLC連接[11,12]。界面設計包含輸入/輸出區域組態、指示燈組態、功能鍵組態和文本顯示;變量設定是將觸摸屏的組態功能與PLC對應的I/O地址和存儲單元相連接,實現手動操作過程中將手動設定的參數輸入到PLC中,并將PLC的當前值輸入到觸摸屏并顯示在界面中,便于觀察機械手的運動狀態。
4 結束語
臥式注塑機全自動送料系統是一個比較復雜的控制系統,主要體現在它控制6個單軸運動來完成一個需要6個自由度機械手才能完成的一系列導料、剪料和送料動作。設計的系統采用PLC控制,實現了全自動化送料,可以廣泛應用于注塑取料。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
家庭影院技術(2017年9期)2017-09-26 03:41:45
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25