激光切割可控能量模型研究及數(shù)控實(shí)現(xiàn)
2014-07-25 11:22:08朱向陽王洪義
設(shè)備管理與維修 2014年4期
朱向陽 王洪義 李 虹 柏 松
(中航工業(yè)沈陽黎明航空發(fā)動(dòng)機(jī)(集團(tuán))有限責(zé)任公司 沈陽)
一、引言
激光數(shù)控切割機(jī)是一種多功能、高速、高效、低勞動(dòng)強(qiáng)度和高度自動(dòng)化的薄板材料自動(dòng)切割設(shè)備,廣泛地應(yīng)用在汽車制造、航空航天、機(jī)械制造、石油化工等領(lǐng)域。也是激光加工技術(shù)中最具有市場前景和工業(yè)應(yīng)用背景的技術(shù)之一,占70%以上份額。同常見的火焰切割和等離子切割相比,數(shù)控激光切割機(jī)具有特殊優(yōu)點(diǎn),這些優(yōu)點(diǎn)決定了激光切割技術(shù)更加廣泛的適應(yīng)范圍和應(yīng)用前景。
激光切割具有高速度、高精度和高適應(yīng)性。其中割縫細(xì)(0.2~0.3 mm),熱影響區(qū)小(0.2~0.4 mm),切割端面質(zhì)量好(表面粗糙度可達(dá)到Ra6.3),且切割無噪聲。激光可切割大部分的金屬、非金屬材料、合成材料、纖維織物等,尤其是其他工藝方法無法加工的超硬材料和稀有金屬等。
開展對(duì)高速數(shù)控激光切割技術(shù)和裝備的研究,系統(tǒng)解決高速激光切割的一些關(guān)鍵問題,使得國產(chǎn)的數(shù)控激光高速切割機(jī)在速度、精度指標(biāo)上達(dá)到國際先進(jìn)水平。并通過對(duì)高速激光切割設(shè)備的控制系統(tǒng)研究,可以突破激光切割裝備對(duì)國外控制系統(tǒng)的依賴,促進(jìn)我國高速激光切割裝備設(shè)計(jì)與制造水平的發(fā)展。并最終實(shí)現(xiàn)產(chǎn)業(yè)化來提高國內(nèi)切割行業(yè)的技術(shù)水平,創(chuàng)造出良好的社會(huì)效益和經(jīng)濟(jì)效益。
二、影響切割質(zhì)量的切割工藝參數(shù)分析
在實(shí)際生產(chǎn)中,激光切割質(zhì)量的優(yōu)劣一般指切割尺寸精度高低和切割端面質(zhì)量的好壞。目前國際上對(duì)激光切割的質(zhì)量評(píng)價(jià)還沒有統(tǒng)一的標(biāo)準(zhǔn),一般按以下4個(gè)指標(biāo)進(jìn)行判斷:
(1)切口寬度及表面粗糙度。
(2)熱影響區(qū)的寬度,有無燒傷。
(3)切口斷面的波紋。
(4)切口斷面或下表面有無掛渣。
影響激光切割質(zhì)量的因素很多,除了切割參數(shù)和工件本身特性的影響以外,還同照射功率密度、噴嘴直徑和噴嘴與工件表面間距等因素有關(guān)。綜合國內(nèi)外大量的理論研究和實(shí)驗(yàn)分析,影響激光切割質(zhì)量的主要因素可以分為兩類:一類是加工系統(tǒng)性能和光的影響;另一類是加工材料因素和工藝參數(shù)的影響,具體如圖1所示。
在影響激光切割質(zhì)量的諸多因素中,有的是由加工工作臺(tái)本身確定的,如機(jī)械系統(tǒng)精度、工作臺(tái)振動(dòng)程度等;有的是材料固有的因素,如材料的物理化學(xué)性質(zhì)、材料的反射率等;而還有一些因素是要根據(jù)具體的加工對(duì)象以及用戶質(zhì)量的要求做出選擇,進(jìn)行相應(yīng)的調(diào)整,來確定相關(guān)的參數(shù),如輸出功率、焦點(diǎn)位置、切割速度以及輔助氣體壓力等等。因此,對(duì)于一個(gè)完整的系統(tǒng),必須對(duì)其可控因素與加工質(zhì)量之間的關(guān)系進(jìn)行深入地研究,在掌握其規(guī)律基礎(chǔ)上,采用數(shù)控方法進(jìn)行最優(yōu)化控制。
1.激光功率
激光功率是影響切割質(zhì)量的重要因素之一。對(duì)于特定的工件,一定的功率對(duì)應(yīng)一定的最佳切割速度。激光功率越大,可切割的厚度就越大。但隨著激光功率的增加,切縫寬度和熱影響區(qū)均增大,容易產(chǎn)生端面燒傷。表面粗糙度和切口端面波紋隨激光功率變化不明顯。

圖1 影響激光切割質(zhì)量的因素
2.切割速度
在激光功率一定時(shí),不同的切割速度對(duì)切縫質(zhì)量及工件背面的掛渣影響不一樣。實(shí)驗(yàn)表明,在能切透的前提下,切割速度越慢,工件光照時(shí)間越長,溫度越高,熱影響區(qū)越大,因而切縫粗糙,掛渣多。切割速度在一定程度內(nèi)越快,切縫質(zhì)量越好,其切縫整齊,寬度小,掛渣少,變形小;當(dāng)切割速度快到一定程度時(shí),輔助氣體來不及吹除切縫的熔渣,造成切口清渣不凈,切縫變得粗糙。
可見,對(duì)任何一種材料,在激光功率等加工條件一定的情況下有一個(gè)最佳切割速度。若能在切割過程中保證恒定的最佳切割速度,效果最好。
3.焦點(diǎn)位置
切割過程中激光的焦點(diǎn)位置也是影響激光切割質(zhì)量的重要因素,它直接影響切口寬度、切斷面粗糙度、掛渣附著情況。這是因?yàn)楦鶕?jù)焦點(diǎn)位置,被加工物表面的光束以及焦點(diǎn)深度有所變化,從而使加工溝的形狀引起變化,影響通過加工溝內(nèi)的加工氣體及熔融金屬的流動(dòng)。圖2表示激光焦點(diǎn)位置的幾種情況。
在圖2中,左圖表示焦點(diǎn)在工件表面,可進(jìn)行切割溝窄、切割精度高的加工;中圖表示焦點(diǎn)在工件表面以上,可以擴(kuò)寬切割溝下部的寬度,提高氣體及熔融物的流動(dòng)性;右圖表示焦點(diǎn)在工件表面以下,可以擴(kuò)寬切割溝上部的寬度,提高氣體及熔融物的流動(dòng)性。

圖2 激光切割焦點(diǎn)位置分布圖
焦點(diǎn)位置的控制好壞對(duì)于切口質(zhì)量影響極大。對(duì)于6 mm以內(nèi)金屬薄板的切割,焦點(diǎn)在材料表面上下一定范圍內(nèi)都可以不沾熔渣地切割。對(duì)于不同的激光切割以及不同的切縫寬度和質(zhì)量要求,具體的焦點(diǎn)位置應(yīng)由實(shí)驗(yàn)確定。為了獲得穩(wěn)定的高質(zhì)量切割,焦點(diǎn)位置(即噴嘴高度)必須恒定。一般工業(yè)激光切割機(jī)都配有高度傳感器,也就是采用Z軸隨動(dòng)系統(tǒng)來自動(dòng)跟蹤噴嘴高度。
4.輔助氣體種類與壓力
激光切割時(shí)需噴射同軸輔助氣體,其主要作用一是吹除切割熔體和熔渣,保持切割斷面整潔;二是加快切割過程,加深切割深度,減小切縫寬度和熱影響區(qū)寬度;三是保護(hù)激光器透鏡不受加工飛濺物損傷并冷卻透鏡。使用不同種類的輔助氣體,對(duì)切割質(zhì)量會(huì)產(chǎn)生不同的影響,對(duì)于不同材料和不同加工參數(shù)也應(yīng)選擇不同的輔助氣體壓力,以獲得良好的切割質(zhì)量。因此輔助氣體的選擇是獲得高質(zhì)量切割效果的關(guān)鍵參數(shù)之一。
5.噴嘴
噴嘴對(duì)激光切割質(zhì)量的影響主要表現(xiàn)在對(duì)切口空氣流動(dòng)性的影響。如果切割噴嘴選用不當(dāng)或維護(hù)不善會(huì)造成污染或損傷,或者噴嘴口不圓或堵塞,會(huì)形成噴氣渦流,導(dǎo)致切割質(zhì)量明顯下降。
(1)噴嘴直徑。激光切割中,都有針對(duì)不同材料推薦使用的噴嘴型號(hào),因?yàn)閲娮炜诖笮?huì)影響出口壓力分布,影響切割速度。噴嘴直徑過大或過小,都會(huì)對(duì)熱影響區(qū)、切縫寬度和熔渣的順利排出造成影響。
(2)噴嘴距離。噴嘴距離過大或過小,都會(huì)減弱對(duì)熔渣的驅(qū)散能力,不利于切割。
綜上所述,影響激光切割質(zhì)量的最重要原因可以歸結(jié)兩個(gè)方面:一是激光輸出能量在切口處的能量分布,二是切割過程中切口附近空氣的流動(dòng)特性。對(duì)于切口附近的空氣流動(dòng)性通常需要通過實(shí)驗(yàn)的方式調(diào)整加工條件及加工參數(shù)來選擇最合適的組合,而切口處的能量分布則可以通過理論分析和仿真來進(jìn)行分析。
三、激光切割過程中能量分布模型的研究
1.激光切割過程中的能量分布
激光切割的一個(gè)重要因素是入射激光在工件切口燒蝕前沿的吸收,它是激光進(jìn)行有效切割的基礎(chǔ)。激光的吸收取決于激光的偏振性、模式、燒蝕前沿的形狀和傾角以及材料性質(zhì)等一系列因素。燒蝕前沿由吸收的激光能量加熱而融化,并被氣流吹除,部分熱量則通過熱傳導(dǎo)傳入基體材料。在激光切割的加熱階段,板材在激光照射下,其表面被加熱到達(dá)燃點(diǎn)溫度時(shí)開始熔化。假設(shè)不發(fā)生汽化,則切割過程的熱平衡方程見式(1)。

式中Plas——工件吸收的激光功率
Qheat——將切縫金屬加熱至熔點(diǎn)所消耗的熱量
Qmelt——將切縫金屬熔化所消耗的熱量,即材料的熔化潛熱
Qcond——單位時(shí)間熱傳導(dǎo)熱量損失
能量從切割區(qū)損失的方式除了熱傳導(dǎo),還有對(duì)流和輻射。根據(jù)Lim研究報(bào)道可知,激光切割中最主要的熱損失是由于熱傳導(dǎo),而熱輻射以及對(duì)流導(dǎo)致的散熱非常小,以至于可以忽略不計(jì)。
切割過程中的能量平衡方程中,工件吸收的激光功率Plas由式(2)得到。

式中A——工件對(duì)激光的吸收率
Pout——激光輸出功率
材料對(duì)激光的吸收率受到波長、溫度、表面粗糙度、表面涂層等多因素的影響。經(jīng)過實(shí)驗(yàn)驗(yàn)證,波長越短,吸收率越高。材料對(duì)激光的吸收率隨溫度而變化的趨勢(shì)是隨溫度升高而增大。計(jì)算中可取其平均吸收率。
將切縫金屬加熱至熔點(diǎn)所消耗的熱量Qheat的計(jì)算公式見式(3)。

式中m——單位時(shí)間燃燒的切縫金屬質(zhì)量
c——比熱容
DT——溫升,DT=Tm-T0
Tm——工件的熔點(diǎn)溫度
T0——環(huán)境溫度
將切縫金屬熔化所消耗的熱量Qmelt的計(jì)算公式見式(4)。

式中Lm——材料熔化相變的比焓
單位時(shí)間燃燒的切縫金屬可以看作一個(gè)長方體,其長為單位時(shí)間割炬移動(dòng)的距離,寬為切縫寬度,高為板材厚度。因此,單位時(shí)間燃燒的切縫金屬質(zhì)量可由式(5)得出。

式中r——工件密度
v——切割速度
D——切縫寬度
H——板材厚度
因此,綜合(1)~(5)式可得激光切割熱平衡方程式(6):

2.數(shù)控系統(tǒng)可控能量模型的分析
由(6)式可得激光輸出功率和速度的關(guān)系見式(7)。

對(duì)于一定的材料,其熔點(diǎn)、比熱容、密度、厚度和吸收率都是一定的,因此,要想切割出的切縫寬度為D,則熱平衡方程中r和v在其變化范圍內(nèi)應(yīng)呈線性關(guān)系,即激光的輸出功率應(yīng)隨速度的升高而升高,隨速度的降低而降低。由此可知,激光器輸出功率和切割速度是密切相關(guān)的,增大激光功率和降低切割速度,都會(huì)造成切縫寬度增加,熱影響區(qū)變大。反之,則有利于減小切縫和熱影響區(qū)寬度。
從板材對(duì)激光能量吸收的角度來看,激光功率和切割速度之所以對(duì)切割質(zhì)量產(chǎn)生相關(guān)的影響,是因?yàn)楫?dāng)其他參數(shù)不變的情況下,激光功率和切割速度共同決定了板材上單位面積吸收的激光功率,即激光功率密度。如果把單位時(shí)間板材表面的切縫看成長為v,寬為D的矩形,則激光功率密度如式(8)所示。

通過前面的加工參數(shù)對(duì)切割質(zhì)量的分析可知,對(duì)于特定的材料,切口處的能量分布是影響激光切割加工質(zhì)量的重要因素,而切口處的能量輸入就是激光切割的功率密度。功率密度過大,則材料過燒,使切縫變寬,并使熱影響區(qū)域顯著增大;功率密度過小,則會(huì)使切口清渣不凈,切口變得粗糙,甚至切不透。
激光切割某一種板材,要想獲得最佳的切割質(zhì)量(盡量小的切縫和良好的表面質(zhì)量),必須將激光功率密度調(diào)整到一個(gè)最佳值。這個(gè)調(diào)整過程一般是在開始切割之前,根據(jù)NC代碼設(shè)定的切割速度和板材性質(zhì)設(shè)定一個(gè)合適的激光輸出功率,而在切割過程中激光輸出功率一般是不變的。但是在實(shí)際切割過程中,由于激光切割頭是有一定慣量的,在啟動(dòng)和停止時(shí)必須有一個(gè)加速和減速的過程,對(duì)于有些軌跡圖形的拐角處也需要有一個(gè)加速和減速的過程,甚至?xí)诠战翘帉⑺俣葴p到零。由于在材料尖角等處激光停留時(shí)間加長,很容易使尖角燒蝕。因此,如果能讓激光輸出功率隨切割速度的改變而改變,將能獲得平穩(wěn)的激光切割功率密度,達(dá)到滿意的激光切割質(zhì)量。
四、可控能量模型在數(shù)控激光切割系統(tǒng)中的實(shí)現(xiàn)
1.可控能量模型實(shí)現(xiàn)的原理
通過上節(jié)分析知道控制激光輸出功率可以提供穩(wěn)定的激光功率密度,改善切割質(zhì)量,而要控制激光輸出功率就要實(shí)時(shí)監(jiān)控系統(tǒng)的切割速度反饋信號(hào)。在CNC系統(tǒng)中反饋信號(hào)的采集一般采用專用的運(yùn)動(dòng)控制卡或數(shù)據(jù)采集卡,由于本數(shù)控系統(tǒng)采用的是全軟數(shù)控系統(tǒng)平臺(tái),因此可以直接調(diào)用NC系統(tǒng)API就可以直接從運(yùn)動(dòng)控制引擎中讀取當(dāng)前的切割速度信息。其控制原理圖如圖3所示。
功率控制模塊通過ServoWorks提供的API函數(shù)獲得切割速度值,并通過上節(jié)提到的功率速度模型最佳匹配模型計(jì)算出當(dāng)前速度需要加載的激光輸出功率,再經(jīng)過數(shù)字電位計(jì)將數(shù)字信號(hào)轉(zhuǎn)換為模擬信號(hào)(電阻信號(hào)),通過這些電阻信號(hào)來調(diào)節(jié)電流大小,經(jīng)多級(jí)放大后來控制激光器高壓激勵(lì)電流的大小,以達(dá)到控制激光輸出功率的目的。
2.可控能量模型的實(shí)現(xiàn)
由上節(jié)可控能量模型原理可知,功率控制模塊輸出的功率信號(hào)經(jīng)過數(shù)字電位器轉(zhuǎn)換成模擬量信號(hào),再經(jīng)過放大去控制激光器高壓激勵(lì)電流的大小,從而來控制激光器的輸出功率。
由于激光輸出功率隨切割速度呈線性變化,只要速度一有變化就會(huì)引起激光器輸出功率的變化。因此,如果激光輸出功率簡單地與速度的變化成比例,勢(shì)必造成系統(tǒng)的不穩(wěn)定和激光器壽命的過度耗損。為了更好地實(shí)現(xiàn)激光器的功率控制,需要解決以下幾個(gè)問題。
(1)切割速度為零時(shí),系統(tǒng)可能處于兩種加工狀態(tài):一種是割炬正在對(duì)板材進(jìn)行切割前的開孔,一種是割炬走到了待切割圖形的拐角處,速度暫時(shí)減到了零。功率控制模塊需要能識(shí)別這兩種狀態(tài),在第一種狀態(tài)時(shí)提供額定輸出功率,在第二種狀態(tài)時(shí)提供較低的輸出功率。
(2)當(dāng)切割速度處于加速或減速階段,速度的變化很快,為了使系統(tǒng)更穩(wěn)定,激光輸出功率不能時(shí)刻隨速度變化而變化,而要相對(duì)的穩(wěn)定。
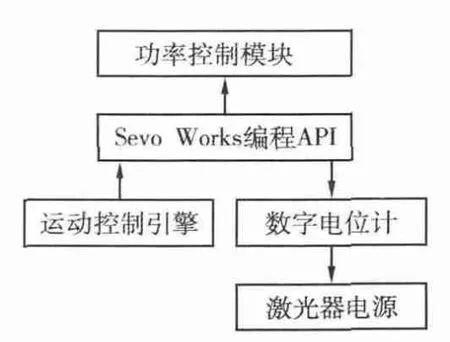
圖3 激光切割機(jī)床功率控制原理圖
(3)激光器的輸出功率有一個(gè)變化范圍,一般是在最低輸出功率和額定功率之間。如果根據(jù)速度計(jì)算出的最佳匹配功率超出這個(gè)范圍,則需自動(dòng)進(jìn)行截?cái)唷<锤哂陬~定功率就取額定功率輸出,低于最低輸出功率就取最低功率作為輸出。
五、小結(jié)
由激光切割的原理與方式,引出激光切割質(zhì)量的一般評(píng)價(jià)標(biāo)準(zhǔn)。介紹影響激光切割質(zhì)量的各種因素,著重分析主要可控因素對(duì)激光切割質(zhì)量影響的結(jié)果和原因,并且對(duì)切口端面的能量分布做了理論分析,根據(jù)切割過程中的能量平衡方程建立了功率密度最佳化的功率—速度匹配模型。最后介紹了在激光切割機(jī)數(shù)控系統(tǒng)中實(shí)現(xiàn)功率自適應(yīng)控制的方法。
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38
汽車觀察(2016年3期)2016-02-28 13:16:26
