輸送帶接頭熱膠接工藝
2014-07-25 11:22:06高志強
設備管理與維修 2014年4期
關鍵詞:工藝
高志強
(萊蕪鋼鐵集團有限公司檢修中心煉鐵部 山東萊蕪)
一、問題
265 m2燒結機上料系統和成品系統的膠帶,大部分是尼龍材料的膠帶,膠帶接頭膠接時采用的是傳統的熱膠工藝,皮帶接頭經常出現開膠和脫膠現象。特別是輸送混勻料的1.2 m寬皮帶,因熱膠工藝不合理,連續4次被拉斷,最長使用時間14天,最短6~7天。
二、皮帶膠接工藝
1.膠接皮帶前硫化設備檢查
硫化機在使用之前一定要做全面檢查,檢查溫控箱的控制溫度的準確性,檢查熱電偶(測溫線)的好壞,檢查上下熱電板加溫是否正常、是否有個別地方溫度上升異常,檢查水壓板加壓到2 MPa,能否保壓1 h。如果發現某部件工作異常,必須進行修理或更換。
2.環境要求及皮帶頭的裁扒與打磨
膠接皮帶時,一定要選擇粉塵比較少的環境,必要時加防護措施。
根據所膠接皮帶的寬度、線層數、上料量、傾角的大小決定皮帶接頭的長度。為減小皮帶結合面縫隙的長度和簡化操作,采取直頭膠接,長度按式1計算。

式中L——膠接頭所搭接長度,mm
Z——皮帶線層層數
S——階梯長度,mm。一般取S=200~250 mm。對于高強度皮帶S取大值或按皮帶廠家要求。
按照圖1,對皮帶進行裁切,在30 mm處,扒去工作面和非工作面處的面膠。注意工作面和非工作面被扒去的面膠刀口,一定要鏟割成45°斜角,對階梯布要特別小心,對下層布的誤傷不得超過布層厚度的1/6,誤傷長度不得超過寬度的1/10。扒完后要用刀子把表面附著的膠清理干凈,清理后用磨光扒打磨,打磨時用力要輕,避免發生擦亮打光或產生焦燒現象(若表面微帶膠層,可不打磨)。扒好后不能受潮。
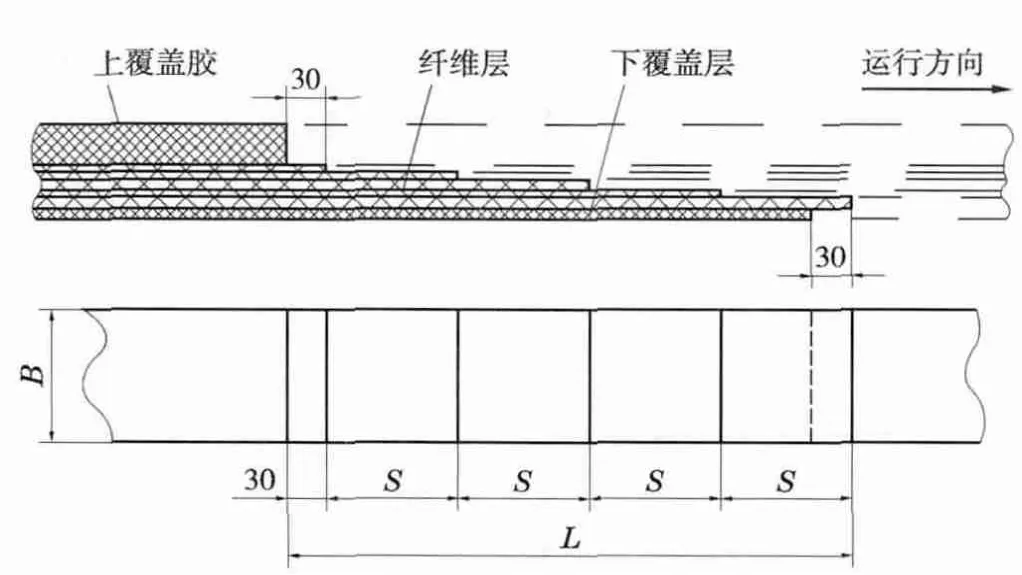
圖1 接頭切口尺寸
3.膠料選擇
皮帶膠接主要用料是膠漿、面膠和芯膠。膠漿和面膠、芯膠是否同一牌號;一般BD878阻燃高溫型硫化膠與BD878硫化膠漿配套使用,BD858阻燃中溫型膠片與BD858阻燃型硫化膠漿配套使用。使用時一定按膠帶的材料來確定膠漿面膠和芯膠,不能混用且過期的不能用。芯膠厚度不能超過1 mm,膠漿和面膠不能過期。可采用實驗法,取兩片面膠,擦洗后合在一起,是否具有一定的粘合度,一般3個月過期。
4.硫化膠接工藝過程
將裁切好的兩皮帶頭對接一下,檢查各尺寸是否正確,如不正確要進行修整。試接完后,把膠帶固定在硫化板上,帶頭距平板邊緣約100 mm,帶頭下面放上隔離層。
皮帶頭用120#汽油擦干凈待汽油干后,刷膠漿2遍,待第一遍干透后,再刷第二遍膠漿:第一遍膠層厚0.5mm,第二遍膠層厚0.3mm。貼1mm厚芯膠,根據工作面的厚度用面膠來補充。
在帶頭上面放上隔離層,放好后加木板,木板厚度比皮帶薄1 mm左右。將硫化機固定好后開始硫化,當皮帶截面厚度<25 mm時,硫化時間按公式2確定,當皮帶截面厚度>25 mm時,硫化時間按公式3確定。兩式中P均為皮帶布層數。

皮帶硫化溫度一般控制在140~145℃,并且迅速加壓到1.5~2 MPa,到145℃時要求恒溫,恒溫時間大45 min左右。恒溫完成后硫化過程結束,當降低到90℃時再讓水壓板降壓。
5.膠接過程注意事項
貼膠只覆蓋有線的地方;兩側用覆蓋膠(貼膠與覆蓋膠強度不同);膠帶采用搭接接頭采用壓接,改變過去對接方式,即上層皮帶錯位上行15 mm,以增加強度。涂膠應均勻,切忌局部缺膠或氣孔。貼合時若出現鼓泡,應將其刺穿,排氣后壓實。
固定硫化機時,由兩人兩面同時固緊,先中間后兩邊,用力均勻一致;打壓采用二次打壓法,開始水壓機打壓到8 kg/cm2,當溫度到80~100℃時,再打壓到15 kg/cm2,為防止水壓板泄漏失壓,應隨時補壓,待冷卻到100℃時停止補壓;加熱溫度控制在145℃,恒溫45 min;不能超過150℃,否則易使皮帶脆化。冷卻到70℃以下時,打開去殘膠。硫化過程中要有人全程監護,出現問題及時處理直至降溫結束。
采用以上膠接工藝,膠接的皮帶壽命大大提高,現場膠接的皮帶頭壽命幾乎和皮帶自身的壽命相同,膠接頭強度可達到原皮帶的90%,并且不易起皮,維修施工快,可代替傳統的膠接工藝。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
