用普通車床加工曲線軸類零件的一種方法
2014-07-25 11:22:06羅智驍
設(shè)備管理與維修 2014年4期
關(guān)鍵詞:方向設(shè)計(jì)
羅智驍
(龍巖市新羅區(qū)萬安鎮(zhèn)人民政府 福建龍巖)
一、維修時制作零件的特點(diǎn)
對設(shè)備進(jìn)行維修時,經(jīng)常需要對損壞的零件進(jìn)行修理或更換。零件的更換主要通過購買或制作兩個渠道來實(shí)現(xiàn)。對于一臺機(jī)械設(shè)備而言,零件的損壞一般都是單件的。因此,當(dāng)購買不到的零件或者價格昂貴的零件需要重新制作時,一般只需要制作一到兩件,而且制作的成本不能高于購買的價格。
軸類零件是機(jī)械設(shè)備中占有比重較大的零件,損壞的概率也比較大。因?yàn)閾p壞件的制作只有一兩件,為了節(jié)省費(fèi)用,不宜制作專門的靠模來進(jìn)行加工,也不宜使用加工費(fèi)高的數(shù)控設(shè)備,因此普通設(shè)備,如C6140車床就是最佳選擇。
二、引入計(jì)算機(jī)輔助設(shè)計(jì)軟件來實(shí)現(xiàn)復(fù)雜曲線的加工操作方法
1.畫圖
在電腦上按1∶1的比例畫“曲柄”的零件圖,再畫出圓弧車刀的1∶1正投影,再畫一條偏離曲線輪廓為圓弧車刀半徑5 mm的車刀軌跡線,如圖1中的虛線。
2.標(biāo)識曲線象限點(diǎn)和過渡點(diǎn)
將圓螺母端面和曲柄的Φ40±0.013 mm處外圓作為對刀原點(diǎn)(0,0)。并將曲線的幾處象限點(diǎn)和過渡點(diǎn)的位置用車刀輪廓標(biāo)識出來。如圖2所示。
3.取點(diǎn)
然后以X軸即大滑板的移動方向軸向?yàn)闄M坐標(biāo),以Y軸即中滑板移動方向徑向?yàn)榭v坐標(biāo),進(jìn)行取點(diǎn),并記錄下所每個點(diǎn)的相對前一個點(diǎn)的坐標(biāo)數(shù)值。取點(diǎn)的多少根據(jù)需要加工曲線的精度來確定。取樣的點(diǎn)數(shù)越多,精度越高。將圖2中虛線框內(nèi)最開始的一段直線和曲線輪廓單獨(dú)提取出來,詳細(xì)說明如何進(jìn)行取點(diǎn)的操作。
(1)如圖3所示,將圓弧車刀的輪廓移動到對刀位置,一側(cè)與圓螺母在A點(diǎn)接觸,另一側(cè)與曲柄的Φ40±0.013 mm處在B點(diǎn)接觸。確定出坐標(biāo)原點(diǎn)0的位置。
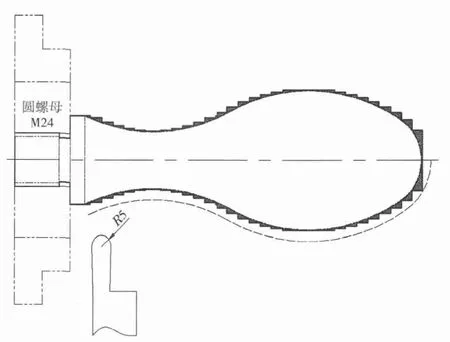
圖1 圓弧車刀運(yùn)行軌跡

圖2 標(biāo)識曲線象限點(diǎn)和過渡點(diǎn)
(2)以第一段圓弧的開始點(diǎn)1為起點(diǎn),以象限點(diǎn)1的X軸坐標(biāo)為終點(diǎn),劃一水平線。
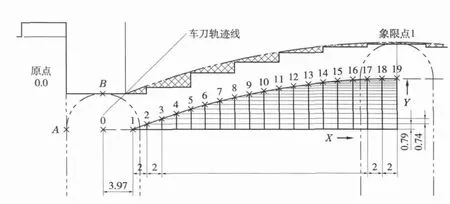
圖3 對刀參考圖
(3)從1點(diǎn)開始,在X軸上每隔2 mm做豎直線與車刀軌跡相交。共產(chǎn)生18個交點(diǎn),如圖3中點(diǎn)2到點(diǎn)19。從開始點(diǎn)1到象限點(diǎn)1的X軸坐標(biāo),實(shí)際尺寸為36.028 mm,此處主要討論的是方法原理,為了計(jì)算方便故將0.028 mm忽略。
(4)利用計(jì)算機(jī)輔助設(shè)計(jì)軟件對每兩個點(diǎn)之間的相對位置進(jìn)行測量。如圖3中點(diǎn)1相對點(diǎn)0的距離為(X3.97,Y0),點(diǎn)2相對點(diǎn)1的距離為(X2,Y0.79),點(diǎn)3相對點(diǎn)2的距離為(X2,Y0.74),依此類推,將各點(diǎn)的相對距離記錄下來,同時將相對距離換算成為大滑板和中滑板的進(jìn)刀格數(shù)(C6140車床,大滑板轉(zhuǎn)1格為1 mm,中滑板轉(zhuǎn)1格為0.05 mm),并制成表1。
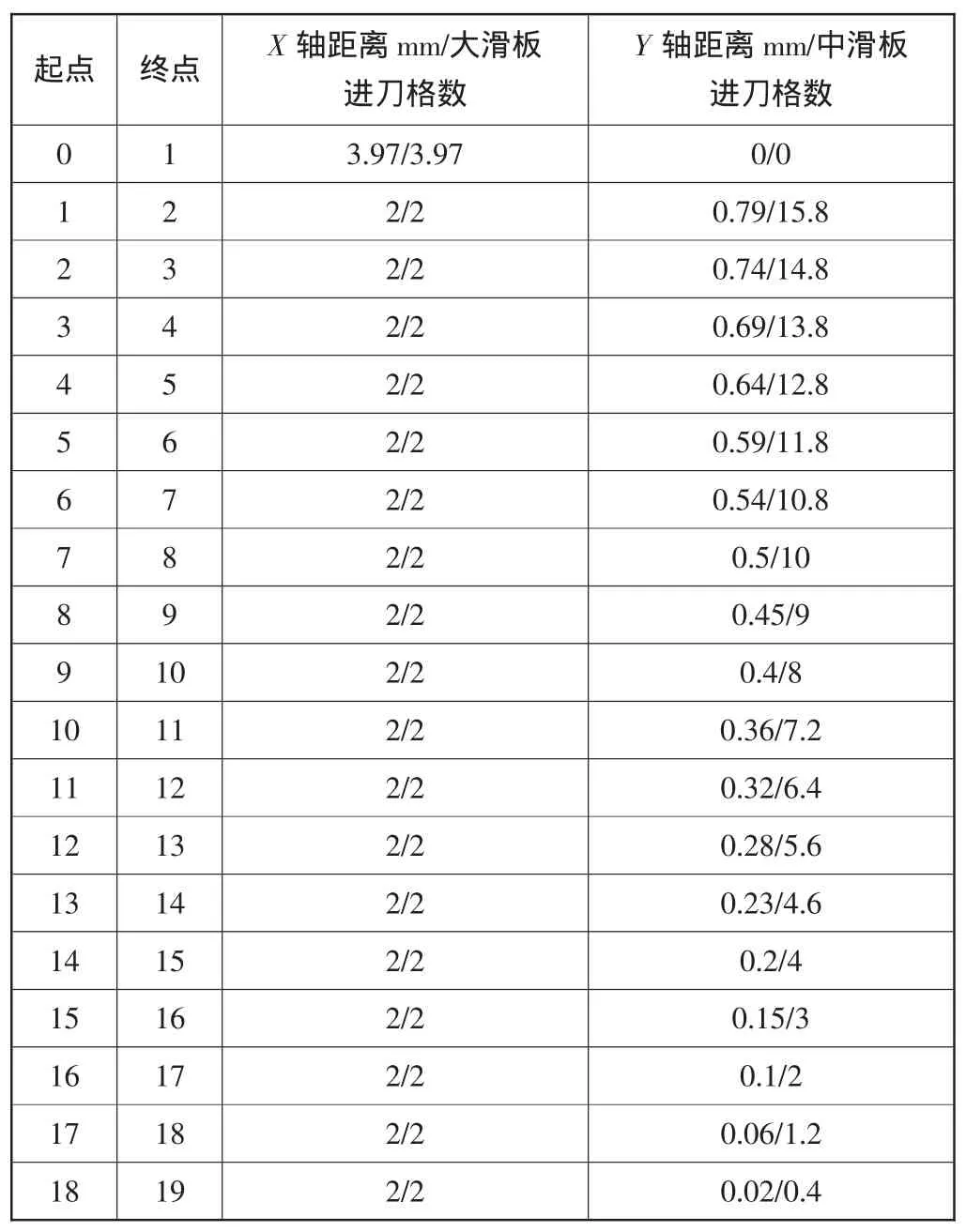
表1 各點(diǎn)進(jìn)刀參考表
4.操作
(1)在車床上按照計(jì)算好的坐標(biāo)數(shù)值表,對大滑板和中滑板逐一進(jìn)行進(jìn)刀操作。這里還是以最開始一段直線和曲線輪廓為例來說明操作過程。
(2)先進(jìn)行對刀操作,確定坐標(biāo)原點(diǎn)位置0。
(3)操作大滑板沿進(jìn)刀方向(逆時針)轉(zhuǎn)動3.97格(3.97格不好操作,可以使用百分表控制車刀的移動距離),中滑板不動,車刀移動到點(diǎn)1的位置。
(4)操作大滑板沿進(jìn)刀方向轉(zhuǎn)動2格后,再將中滑板沿進(jìn)刀方向(順時針)轉(zhuǎn)動15.8格(中滑板轉(zhuǎn)15.8格不好控制,可以使用百分表來精確控制進(jìn)刀距離。先轉(zhuǎn)15格,然后再用百分表控制0.8格即0.04 mm的進(jìn)刀量),車刀移動到點(diǎn)2位置。
(5)操作大滑板沿進(jìn)刀方向轉(zhuǎn)動2格后,再操作中滑板沿進(jìn)刀方向轉(zhuǎn)動14.8格,車刀移動到點(diǎn)3位置。
依此類推,通過大滑板和中滑板的配合一步一步操作,將第一段圓弧加工出來。第二段圓弧從象限點(diǎn)1到過渡點(diǎn)1,這段圓弧的前大半段和第一段圓弧完全對稱,只需要將中滑板的進(jìn)刀操作改成退刀操作,大滑板仍舊是一次轉(zhuǎn)2格,就可以把大部分的第二段圓弧加工完成。
需要注意的是第一段圓弧中滑板都是在進(jìn)刀,即車刀逐漸往軸心靠近,而過了象限點(diǎn)后的第二段圓弧,中滑板是在退刀操作,車刀逐漸遠(yuǎn)離軸心。退刀的操作方向?yàn)槟鏁r針方向,而且在把進(jìn)刀變成退刀操作的時候,要注意將中滑板進(jìn)給絲桿的間隙給排除后再按計(jì)算出來的格數(shù)進(jìn)行操作。再往后段的圓弧的加工方法也依此類推。
三、曲柄加工中引入計(jì)算機(jī)輔助設(shè)計(jì)軟件后的優(yōu)點(diǎn)
1.操作容易
整個加工過程,所有的大滑板和中滑板的進(jìn)刀或者退刀的操作都是按照固定的數(shù)值來進(jìn)行。完成就是傻瓜式的操作,只要會轉(zhuǎn)手柄就可以。
2.尺寸精度高
通過計(jì)算機(jī)輔助設(shè)計(jì)后,車刀的運(yùn)動軌跡完成符合所需加工的輪廓軌跡,整個加工過程完全不需要使用半徑樣板進(jìn)行測量。只要控制對曲線輪廓采樣點(diǎn)數(shù)的多少,就可以控制輪廓的形狀精度。高采樣點(diǎn)數(shù)下加工出的含有復(fù)雜曲線輪廓的軸的尺寸形狀精度完全可以比擬數(shù)控車床加工精度。
3.加工效率高
相比傳統(tǒng)的操作,需要加工一點(diǎn)輪廓,然后停車使用半徑樣板測量,然后啟動再加工一點(diǎn)輪廓,如此不斷的反復(fù)加工、停車、測量、啟動、加工……,非常耗時的方法。在引入計(jì)算機(jī)輔助設(shè)計(jì)的方法后,整個過程不需要停車。只要不斷的轉(zhuǎn)動大滑板和中滑板進(jìn)行進(jìn)刀就可以完成了。加工效率大大加快。
四、結(jié)論
在維修設(shè)備時候,需要重新制作一根或者兩根包含有復(fù)雜曲線的軸類零件時,引入計(jì)算機(jī)輔助設(shè)計(jì)軟件后,對此類零件的制作效率提高很大,尺寸精度能夠保障,工人的操作簡便快捷。特別是對新時期的有計(jì)算機(jī)操作基礎(chǔ)的技術(shù)工人而言,在平時的工作中使用普通車床加工復(fù)雜曲線的機(jī)會很少,要學(xué)會并掌握傳統(tǒng)加工曲線的方法更加沒有機(jī)會。使用計(jì)算機(jī)輔助設(shè)計(jì)軟件后,將這一復(fù)雜的操作變得數(shù)字化,直觀化,對工人的操作技能要求大大降低。
在分析加工內(nèi)梯形螺紋進(jìn)刀量時,由于是內(nèi)梯形螺紋,無法通過直觀來控制切削用量,而引入計(jì)算機(jī)輔助設(shè)計(jì)的操作方法,將零件和內(nèi)梯形螺紋車刀按1∶1比例畫出來,則可以精確的計(jì)算出進(jìn)刀量,使每次進(jìn)刀量都一致,讓操作變得簡便,加工效率提高。由此可見,引入計(jì)算機(jī)輔助設(shè)計(jì)的操作方法,不僅在加工復(fù)雜的曲線輪廓中可以使用,也可以推廣到其他加工工序中。
因此在普通車床上加工單件包含有復(fù)雜曲線的軸時,將計(jì)算機(jī)輔助設(shè)計(jì)軟件引入進(jìn)來,對曲線輪廓進(jìn)行分析計(jì)算的操作方法,省時省力省人工,十分利于推廣使用。
猜你喜歡
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
