多臺(tái)階工件磨削過(guò)程的自動(dòng)測(cè)量與控制技術(shù)研究
2014-07-19 12:33:25張琳娜劉武發(fā)
組合機(jī)床與自動(dòng)化加工技術(shù) 2014年5期
關(guān)鍵詞:測(cè)量
鄭 鵬, 張琳娜, 劉武發(fā)
(鄭州大學(xué) 機(jī)械工程學(xué)院,鄭州 450001)
多臺(tái)階工件磨削過(guò)程的自動(dòng)測(cè)量與控制技術(shù)研究
鄭 鵬, 張琳娜, 劉武發(fā)
(鄭州大學(xué) 機(jī)械工程學(xué)院,鄭州 450001)
針對(duì)多臺(tái)階工件磨削過(guò)程,基于主動(dòng)測(cè)量技術(shù)提出了一種零位基準(zhǔn)自動(dòng)切換的在線移動(dòng)測(cè)控方法。通過(guò)利用傳感裝置和校對(duì)規(guī)進(jìn)行各個(gè)臺(tái)階零位和傳感裝置倍率的測(cè)定,并將零位電壓和倍率值儲(chǔ)存至后臺(tái)系統(tǒng)數(shù)據(jù)庫(kù)中。在自動(dòng)磨削加工中,根據(jù)磨削進(jìn)程自動(dòng)調(diào)用數(shù)據(jù)庫(kù)中相應(yīng)臺(tái)階的零位電壓和倍率值,并通過(guò)設(shè)計(jì)開(kāi)發(fā)的基準(zhǔn)自動(dòng)補(bǔ)償電路與移動(dòng)測(cè)控軟件系統(tǒng),實(shí)現(xiàn)測(cè)量基準(zhǔn)的轉(zhuǎn)換及對(duì)傳感裝置零位的調(diào)整和校正,根據(jù)預(yù)先設(shè)定的各臺(tái)階磨削過(guò)程的信號(hào)點(diǎn),逐步實(shí)現(xiàn)磨削進(jìn)程,從而完成各個(gè)臺(tái)階的磨削加工。實(shí)驗(yàn)結(jié)果表明了該方法在保證測(cè)量精度和準(zhǔn)確性的前提下,提高了磨削的效率,從而為實(shí)現(xiàn)多臺(tái)階工件自動(dòng)磨削過(guò)程的測(cè)量和控制提供了一種可行的方法。
多臺(tái)階工件;磨削加工;移動(dòng)測(cè)量;控制系統(tǒng)
0 引言
磨削加工是目前主要的精加工方法之一,提高磨削加工過(guò)程測(cè)量與控制的精度及自動(dòng)化程度,是保證磨削過(guò)程穩(wěn)定性的關(guān)鍵。磨削加工過(guò)程的主動(dòng)測(cè)量與控制是目前提高磨削加工過(guò)程自動(dòng)化最有效的方法[1]。磨削加工主動(dòng)量?jī)x是用于磨削加工中在線測(cè)量工件尺寸并能控制磨削進(jìn)程的設(shè)備,廣泛應(yīng)用于自動(dòng)、半自動(dòng)磨床[2-4]。其測(cè)量裝置在加工過(guò)程中直接實(shí)時(shí)測(cè)量零件的尺寸,加工過(guò)程和測(cè)量過(guò)程同時(shí)進(jìn)行,測(cè)量裝置將零件尺寸變化量隨時(shí)傳遞給主動(dòng)量?jī)x的控制器,再由控制器發(fā)出信號(hào)控制機(jī)床的動(dòng)作。由于無(wú)需停機(jī)就能在線測(cè)量工件,因此可以大大提高加工工件尺寸的一致性,從而降低勞動(dòng)強(qiáng)度,提高了生產(chǎn)效率。
在實(shí)際磨削加工中常遇到具有多臺(tái)階的軸(孔)類零件,諸如減速箱的傳動(dòng)軸,發(fā)動(dòng)機(jī)的凸輪軸等,這類零件不僅對(duì)各個(gè)臺(tái)階的尺寸誤差和粗糙度有較高要求,而且還常常對(duì)各臺(tái)階軸(孔)有較高的同軸度要求。因此,磨加工主動(dòng)量?jī)x需要具備完善的移動(dòng)測(cè)量和控制功能。但是目前國(guó)內(nèi)主動(dòng)量?jī)x產(chǎn)品在移動(dòng)測(cè)量功能上存在著可移動(dòng)范圍小、測(cè)量精度不高、操作性差等方面的不足。
本文基于主動(dòng)測(cè)量與控制技術(shù)及現(xiàn)有磨削加工主動(dòng)量?jī)x功能的分析,提出了一種用于多臺(tái)階工件的零位基準(zhǔn)自動(dòng)切換的在線移動(dòng)測(cè)控方法。通過(guò)軟、硬件的設(shè)計(jì),及對(duì)現(xiàn)有磨削加工主動(dòng)量?jī)x的二次開(kāi)發(fā),實(shí)現(xiàn)在一次安裝、無(wú)需停機(jī)的情況下,自動(dòng)完成多臺(tái)階工件的整個(gè)磨削過(guò)程。該方法能夠保證磨削加工的精度,有效地提高多臺(tái)階工件的加工效率,同時(shí),為完善磨削加工主動(dòng)量?jī)x的功能提供技術(shù)支持。
1 磨削加工主動(dòng)測(cè)量裝置及控制器
磨削加工主動(dòng)測(cè)量裝置由傳感裝置和驅(qū)動(dòng)裝置構(gòu)成,如圖1所示。傳感裝置采用精密位移傳感器設(shè)計(jì)制造,目前常用主要是電感式位移傳感器。驅(qū)動(dòng)裝置驅(qū)動(dòng)測(cè)頭進(jìn)出測(cè)量工位,通過(guò)對(duì)前后微調(diào)機(jī)構(gòu)的調(diào)整,可以使觸頭測(cè)量觸點(diǎn)對(duì)準(zhǔn)工件中心或合適位置。主動(dòng)測(cè)量控制器是實(shí)現(xiàn)過(guò)程控制的核心[5-6],如圖2所示。測(cè)量控制器接收傳感器的測(cè)量信號(hào),通過(guò)對(duì)測(cè)量信號(hào)的處理,最終獲得被測(cè)量所對(duì)應(yīng)的數(shù)字量。然后根據(jù)測(cè)控項(xiàng)目要求進(jìn)行一系列運(yùn)算和變換,獲得磨削尺寸當(dāng)前狀況,從而判斷工件尺寸狀態(tài)并傳輸給數(shù)控磨床。測(cè)量控制器將工件尺寸的測(cè)量結(jié)果或判斷結(jié)果以合適方式顯示,以便人機(jī)交互[7]。

圖1 傳感裝置及驅(qū)動(dòng)裝置 圖2 主動(dòng)測(cè)量控制器
在主動(dòng)測(cè)量控制系統(tǒng)中,各信號(hào)點(diǎn)(如粗磨、精磨、光磨、到尺寸等)由操作人員根據(jù)生產(chǎn)條件以及工件狀況設(shè)定,如圖3所示。在磨削加工過(guò)程中,主動(dòng)測(cè)量控制器根據(jù)操作人員設(shè)定的信號(hào)點(diǎn)和工件實(shí)際尺寸值,實(shí)時(shí)判斷加工狀況,發(fā)出控制信號(hào)指導(dǎo)機(jī)床完成各種加工動(dòng)作[8-9]。

圖3 主動(dòng)測(cè)控磨加工過(guò)程示意圖
2 多臺(tái)階工件磨削過(guò)程移動(dòng)測(cè)控方法
多臺(tái)階工件在線移動(dòng)測(cè)量和控制機(jī)床自動(dòng)磨削原理如圖4所示。在磨削加工前先在磨床上安裝合格樣件和標(biāo)準(zhǔn)校對(duì)規(guī),對(duì)各個(gè)臺(tái)階的零位電壓和傳感裝置的倍率值進(jìn)行測(cè)定,把各參數(shù)存入后臺(tái)數(shù)據(jù)庫(kù)中。在磨削加工中,后臺(tái)程序可根據(jù)磨削進(jìn)程從數(shù)據(jù)庫(kù)中調(diào)用相應(yīng)臺(tái)階的零位電壓和倍率值,通過(guò)移動(dòng)測(cè)量電路板的基準(zhǔn)自動(dòng)補(bǔ)償電路與移動(dòng)測(cè)控軟件系統(tǒng)的有機(jī)結(jié)合,進(jìn)行基準(zhǔn)自動(dòng)轉(zhuǎn)換和零位調(diào)整校正,從而獲得該臺(tái)階尺寸值。
根據(jù)該臺(tái)階當(dāng)前尺寸值和預(yù)先設(shè)定的信號(hào)點(diǎn),測(cè)量控制器判斷是否到達(dá)下一個(gè)磨削狀態(tài),當(dāng)?shù)竭_(dá)改變磨削狀態(tài)時(shí),測(cè)量控制器向數(shù)控磨床發(fā)出下一個(gè)磨削狀態(tài)信號(hào),磨床控制系統(tǒng)進(jìn)行相應(yīng)動(dòng)作,直至結(jié)束該臺(tái)階磨削過(guò)程。將工件進(jìn)行軸向移動(dòng),驅(qū)動(dòng)裝置驅(qū)動(dòng)傳感裝置進(jìn)入測(cè)量位,重復(fù)上述過(guò)程,對(duì)工件的下一個(gè)臺(tái)階進(jìn)行磨削,直至依次完成工件所有臺(tái)階的自動(dòng)磨削。

圖4 多臺(tái)階工件磨削過(guò)程移動(dòng)測(cè)控原理圖
2.1 移動(dòng)測(cè)量功能電路結(jié)構(gòu)設(shè)計(jì)
采用同一傳感裝置,在磨削不同直徑的臺(tái)階時(shí),要求傳感裝置滿足測(cè)量樣件各個(gè)臺(tái)階的測(cè)量值均為零,即零位自動(dòng)補(bǔ)償功能,從硬件方面實(shí)現(xiàn)每個(gè)臺(tái)階的零位補(bǔ)償,需要通過(guò)運(yùn)放電路進(jìn)行補(bǔ)償運(yùn)算,同時(shí),由于控制程序用到的都是數(shù)字量,運(yùn)放電路采用的均為模擬量,所以需要進(jìn)行數(shù)字模擬(D/A)轉(zhuǎn)換。

圖5 移動(dòng)測(cè)量功能電路設(shè)計(jì)圖
移動(dòng)測(cè)量功能電路設(shè)計(jì)如圖5所示,圖中給出了硬件補(bǔ)償電路及軟件控制程序中的信號(hào)處理流程。硬件補(bǔ)償電路主要由D/A轉(zhuǎn)換電路和運(yùn)放電路兩部分組成。在多臺(tái)階工件磨削過(guò)程中,傳感裝置在臺(tái)階間進(jìn)行切換時(shí),軟件控制程序會(huì)讀取不同臺(tái)階的補(bǔ)償值并將其轉(zhuǎn)換成相應(yīng)的格式通過(guò)I/O板卡傳送到硬件補(bǔ)償電路中,經(jīng)過(guò)數(shù)字/模擬轉(zhuǎn)換電路將其轉(zhuǎn)變?yōu)槟M量,然后進(jìn)入運(yùn)放電路與傳感裝置測(cè)得的電壓值進(jìn)行運(yùn)算,處理后的值送入調(diào)理電路,通過(guò)軟件控制程序處理后,顯示測(cè)量數(shù)據(jù)到人機(jī)界面。
在D/A轉(zhuǎn)換電路中,D/A轉(zhuǎn)換芯片與主動(dòng)量?jī)x主板上I/O板卡的部分針口相連,軟件控制程序通過(guò)控制I/O板卡針口的高低電平從而控制輸入到D/A轉(zhuǎn)換芯片的信號(hào),完成信號(hào)的D/A轉(zhuǎn)換。運(yùn)放電路主要由J-FET雙運(yùn)算放大器TL082和四元組單刀雙擲模擬開(kāi)關(guān)MAX333CPP以及一些外圍電路組成,其主要功能是實(shí)現(xiàn)零位補(bǔ)償電壓與測(cè)頭的測(cè)量電壓進(jìn)行相應(yīng)的運(yùn)算。
2.2 軟件控制程序設(shè)計(jì)
軟件控制程序分為兩部分,磨削加工前的準(zhǔn)備程序和磨削加工中的控制程序,程序流程圖如圖6所示。磨削加工前,安裝待加工零件的樣件,測(cè)頭分別依次測(cè)量樣件的每個(gè)臺(tái)階并通過(guò)用戶界面操作,把與測(cè)量值對(duì)應(yīng)的補(bǔ)償零位電壓存到數(shù)據(jù)庫(kù)中。磨削加工中,主動(dòng)量?jī)x根據(jù)機(jī)床傳來(lái)的臺(tái)階號(hào),從數(shù)據(jù)庫(kù)中讀取相應(yīng)臺(tái)階的補(bǔ)償電壓,將其轉(zhuǎn)換成12位的二進(jìn)制數(shù)并根據(jù)其值的正負(fù)和大小,通過(guò)控制I/O板卡相關(guān)針口,從而控制D/A轉(zhuǎn)換電路和運(yùn)放電路,進(jìn)而完成補(bǔ)償測(cè)量值的作用。

圖6 控制軟件流程示意圖
設(shè)傳感裝置倍率初始值為K0,零位直流電壓為U0,清零前尺寸值為D0,校正后的傳感裝置倍率為K1,傳感裝置測(cè)得當(dāng)前直流電壓值為Ua,傳感裝置測(cè)得當(dāng)前尺寸值為Da。在多臺(tái)階樣件的中部臺(tái)階軸段處放置一定規(guī)格尺寸的校對(duì)規(guī)(塞尺),校對(duì)規(guī)值為D,將當(dāng)前尺寸清零,記錄清零前測(cè)量值和零位電壓。按式(1)和式(2)計(jì)算傳感裝置倍率值,如下:
Da=(Ua-U0)×K0
(1)
(2)
為了使倍率更為準(zhǔn)確,令K0=K1,重復(fù)進(jìn)行以上的操作2至3次。將最終的傳感裝置的倍率值存放在后臺(tái)數(shù)據(jù)庫(kù)中。
傳感裝置電壓值的零位調(diào)整計(jì)算過(guò)程如下:設(shè)零位交流電壓為u0,補(bǔ)償電壓為ub,補(bǔ)償系數(shù)為k,補(bǔ)償基準(zhǔn)電壓為0.05v,當(dāng)前傳感裝置交流電壓值為ua,零位校正后的傳感裝置交流電壓值為u,交流直流轉(zhuǎn)換系數(shù)kc,經(jīng)過(guò)調(diào)理電路得到的傳感裝置直流電壓值為U,則有:
ub=0.05×k+u0
(3)
u=ua-ub
(4)
U=u×kc
(5)
當(dāng)U值在量程±10V范圍內(nèi)時(shí),k=0;當(dāng)U值超出量程時(shí),k分別取1,2,3,…,直到U值在量程范圍內(nèi)。
2.3 在線移動(dòng)測(cè)控過(guò)程步驟
在線移動(dòng)測(cè)控過(guò)程實(shí)現(xiàn)步驟如下:
步驟1:安裝待加工零件的樣件,依次測(cè)量樣件各個(gè)臺(tái)階的零位電壓值,并存儲(chǔ)至數(shù)據(jù)庫(kù)中;
步驟2:在樣件的中部臺(tái)階軸段處放置一定規(guī)格尺寸的校對(duì)規(guī)(塞尺),進(jìn)行倍率測(cè)定或校對(duì),并存儲(chǔ)至數(shù)據(jù)庫(kù)中;
步驟3:加工中調(diào)取零件各臺(tái)階參數(shù),零位電壓值和傳感裝置倍率值;
步驟4:產(chǎn)生零位電壓模擬量和基準(zhǔn)補(bǔ)償電壓;
步驟5:傳感裝置電壓值的零位轉(zhuǎn)換和校正;
步驟6:傳感裝置測(cè)量尺寸的計(jì)算;
步驟7:自動(dòng)實(shí)現(xiàn)磨削狀態(tài)轉(zhuǎn)換;
步驟8:依次自動(dòng)完成各個(gè)臺(tái)階的磨削加工。
3 實(shí)驗(yàn)
將開(kāi)發(fā)的移動(dòng)測(cè)量硬件電路及軟件控制系統(tǒng)與現(xiàn)有磨削加工主動(dòng)量?jī)x系統(tǒng)進(jìn)行了有機(jī)的結(jié)合。對(duì)一個(gè)具有三個(gè)臺(tái)階的階梯軸零件進(jìn)行移動(dòng)測(cè)量實(shí)驗(yàn)。實(shí)驗(yàn)裝置如圖7所示。

圖7 實(shí)驗(yàn)測(cè)量裝置
在磨削加工前安裝待加工零件的樣件,通過(guò)主動(dòng)量?jī)x的零位倍率操作界面和移動(dòng)測(cè)量人機(jī)交互界面(如圖8)進(jìn)行倍率的測(cè)定和零件各個(gè)臺(tái)階補(bǔ)償零位電壓的標(biāo)定,并根據(jù)磨削要求設(shè)定好各個(gè)臺(tái)階的信號(hào)點(diǎn)值(包括粗磨、精磨、光磨、到尺寸),將這些數(shù)據(jù)儲(chǔ)存至后臺(tái)系統(tǒng)數(shù)據(jù)庫(kù)中。標(biāo)準(zhǔn)樣件的各個(gè)臺(tái)階尺寸及信號(hào)點(diǎn)設(shè)定值等參數(shù)如表1所示。

圖8 移動(dòng)測(cè)量人機(jī)交互界面 表1 多臺(tái)階工件各項(xiàng)參數(shù)

參數(shù)臺(tái)階1臺(tái)階2臺(tái)階3公稱直徑(mm)50.080.050.0測(cè)頭倍率142.8142.8142.8零位電壓(V)0.250.410.43信號(hào)點(diǎn)SZ0(μm)340385400信號(hào)點(diǎn)SZ1(μm)152180196信號(hào)點(diǎn)SZ2(μm)558590信號(hào)點(diǎn)SZ3(μm)244052信號(hào)點(diǎn)SZ4(μm)000
在磨床上安裝好待加工的零件,加工中磨床依次將待加工零件的臺(tái)階號(hào)發(fā)送給主動(dòng)測(cè)量控制器進(jìn)行識(shí)別,同時(shí)控制器從后臺(tái)數(shù)據(jù)庫(kù)中調(diào)用對(duì)應(yīng)臺(tái)階的零位電壓值和傳感裝置倍率,實(shí)現(xiàn)被測(cè)臺(tái)階基準(zhǔn)自動(dòng)轉(zhuǎn)換及零位調(diào)整校正。將當(dāng)前尺寸值與預(yù)先設(shè)定的信號(hào)點(diǎn)進(jìn)行比較,由控制器發(fā)出磨削狀態(tài)信號(hào)給磨床控制系統(tǒng),磨床隨即動(dòng)作,直至該臺(tái)階磨削過(guò)程結(jié)束。將工件進(jìn)行軸向移動(dòng),驅(qū)動(dòng)傳感裝置進(jìn)入,對(duì)工件的下一個(gè)臺(tái)階進(jìn)行自動(dòng)磨削,直至完成三個(gè)臺(tái)階的磨削。

表2 各臺(tái)階主動(dòng)測(cè)量值與靜態(tài)測(cè)量值對(duì)比
各臺(tái)階加工結(jié)束時(shí),主動(dòng)量?jī)x顯示的測(cè)量值與機(jī)后各臺(tái)階靜態(tài)測(cè)量平均值(10次平均)的結(jié)果對(duì)比如表2所示。可見(jiàn),在線主動(dòng)測(cè)量能夠保證較高的精度。主動(dòng)量?jī)x測(cè)量界面的窗口具有加工曲線實(shí)時(shí)繪制的功能,圖9a和圖9b所示分別為加工該零件第一個(gè)和第二個(gè)臺(tái)階的磨削加工過(guò)程曲線圖,圖中縱坐標(biāo)為尺寸值,橫坐標(biāo)為時(shí)間軸。該曲線可以直觀的體現(xiàn)磨削過(guò)程各個(gè)狀態(tài)及所用時(shí)間,結(jié)果表明了多臺(tái)階工件自動(dòng)磨削測(cè)量與控制功能的正確性及加工效率。
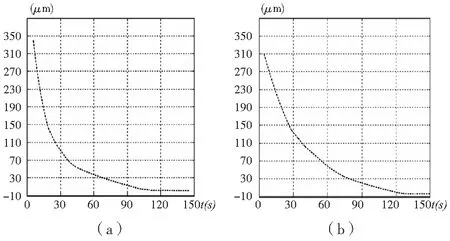
圖9 臺(tái)階1和臺(tái)階2加工狀況顯示圖
4 結(jié)論
本文提出了一種多臺(tái)階自動(dòng)磨削過(guò)程中的在線測(cè)控方法。在自動(dòng)磨削加工時(shí),軟件程序調(diào)用當(dāng)前臺(tái)階參數(shù)控制基準(zhǔn)補(bǔ)償電路對(duì)傳感裝置進(jìn)行零位的調(diào)整與校正,進(jìn)而依據(jù)設(shè)定的信號(hào)點(diǎn)控制磨削進(jìn)程,通過(guò)多臺(tái)階移動(dòng)測(cè)量和控制實(shí)現(xiàn)自動(dòng)磨削加工。研究成果對(duì)磨削加工主動(dòng)量?jī)x的功能拓展提供了技術(shù)支持,對(duì)磨削過(guò)程的主動(dòng)測(cè)量技術(shù)的發(fā)展具有促進(jìn)作用。
[1] 王啟江,高殿斌.復(fù)合主動(dòng)測(cè)量技術(shù)在現(xiàn)代加工設(shè)備中的應(yīng)用[J].工具技術(shù),2004,38(12):73-75.
[2] 王鴻偉.磨加工過(guò)程中的主動(dòng)測(cè)量?jī)x[J]. 軸承,2004 (4): 32-34.
[3] 尹麗娟,羅烽.智能化外圓磨削主動(dòng)測(cè)量?jī)x的研究[J]. 機(jī)械開(kāi)發(fā),2000(1):11-13.
[4] 楊琦.數(shù)控端面外圓磨床主動(dòng)測(cè)量控制原理及量?jī)x的替代[J].金屬加工,2008(2):71-73.
[5]劉戰(zhàn)強(qiáng),趙軍,于復(fù)生.用于加工中心的在線工件自動(dòng)測(cè)量系統(tǒng)[J].工具技術(shù), 2000(9): 30-32.
[6] 崔陸軍,尚會(huì)超,張國(guó)輝.在線外磨圓表面連續(xù)測(cè)量?jī)x [J].儀表技術(shù)與傳感器, 2012(3):38-40.
[7] C.H. Liua,Adrian Chenb, C.-C.A. Chen.Grinding force control in an automatic surface finishing system[J].Journal of Materials Processing Technology.2005,171(1):367-373.
[8] 簡(jiǎn)德.主動(dòng)測(cè)量信息的智能化處理與控制[J].工程設(shè)計(jì),2000(4):101-104.
[9] T.Yandaya,M.Burdekin. In-process Dimensional Measurement and Control of Workpiece Accuracy[J]. International Journal of Machine Tools and Manufacture, 1997(37):1423-1439.
(編輯 李秀敏)
Automatic Measuring and Controlling Method for Stepped Sharft Part Grinding
ZHENG Peng,ZHANG Lin-na,LIU Wu-fa
(The School of Mechanical Engineering, Zhengzhou University, Zhengzhou 450001, China)
Based on initiative measurement technique, an on-line measuring and controlling method by reference automatic switching is proposed for stepped shaft part grinding. Each step’s zero-position and magnification are measured with gage head and master before grinding, and data of zero-position voltage and magnification values are saved into database system. In grinding process, appropriate zero-position voltage data of each step and magnification values are called automatically from database. At the same time, measurement reference switching and zero-position adjustment can be realized by reference compensation circuit and software control system, and grinding process of each step can be controlled by controller according to pre-set signals. Experiment results show that the proposed method can not only ensure the measuring accuracy and reliability but also improve the grinding efficiency. Thereby, this provides a feasible means to realize measuring and controlling for stepped shaft part grinding.
grinding process; initiative measurement; automatic control; zero-position
1001-2265(2014)05-0103-04
10.13462/j.cnki.mmtamt.2014.05.026
2013-05-28;
2013-09-25
鄭鵬(1976—),男,河南駐馬店人,鄭州大學(xué)副教授,博士,主要從事機(jī)械精度設(shè)計(jì)、傳感檢測(cè)技術(shù)等研究,(E-mail): zpzzut@163.com。
TH166;TG65
A
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00