PCD成型銑刀銑削CFRP的試驗研究
2014-07-19 12:32:04劉浩文
組合機床與自動化加工技術 2014年5期
劉浩文,程 寓,蘇 飛
(南京理工大學 機械工程學院,南京 210094)
PCD成型銑刀銑削CFRP的試驗研究
劉浩文,程 寓,蘇 飛
(南京理工大學 機械工程學院,南京 210094)
碳纖維增強復合材料(CFRP)為難加工材料。通過改變加工工藝參數,使用PCD成型銑刀,研究碳纖維復合材料成型槽銑削時銑削力隨銑削速度和進給速度的變化關系,并分析銑削出口表面的加工缺陷及其與銑削速度的變化關系。試驗結果表明,銑削力隨銑削速度的升高而降低,隨進給量的增大而減小;銑削出口表面主要缺陷為撕裂、毛刺和材料未切除等;其中低切削速度時主要缺陷為大面積撕裂,中等切削速度時主要缺陷為小面積撕裂及毛刺,高切削速度時為材料未切除。
碳纖維增強復合材料;銑削力;表面缺陷;PCD刀具
0 引言
碳纖維增強復合材料(CFRP)具有良好的力學性能、耐熱性能、化學穩定性、電熱傳導性且密度低、耐摩擦、耐腐蝕,被廣泛應用于建筑、交通、化工,在國民經濟中有著重要的地位[1-2]。CFRP具有硬度高、強度大、導熱性差、各向異性等特點,屬于難加工材料,因此碳纖維復合材料的加工引起了國內外的廣泛關注[3]。
國內,陳孝光使用PCD圓柱銑刀銑削CFRP材料得到不同刀具角度、切削參數與切削力、表面缺陷的關系[4];邢光等建立正交試驗使用金剛石刀具高速銑削CFRP材料,得出在高速切削條件下,宜采用小進給量和切深,增加走刀次數來減少切削力的結論[5];王巍通過自主研發釬焊金剛石套料鉆和釬焊金剛石磨邊刀具使碳纖維復合材料的鉆孔質量和切邊加工質量提高[6]; Yi git Karpat等根據不同的纖維切削角和纖維方向角建立了切削單向碳纖維復合材料的力學模型,為預測CFRP材料的切削力提供參考[7];Devi Kalla等使用圓柱雙刃銑刀銑削多向鋪層復合材料建立銑削力預測模型[8];P.S.Sreejith等使用PCD刀具車削復合材料得到加工溫度、加工質量、切削力和工藝參數的關系[9]。
大量碳纖維復合材料扇形棒料結構件需要在內孔壁切削齒槽,如圖1所示,而加工過程中會出現切削力過大、刀具磨損過快和加工出口表面質量差等問題。本文通過PCD成型銑刀對稱銑削扇形棒料內圓弧表面的齒槽來分析切削力與工藝參數的關系,出口表面質量與工藝參數的關系及刀具磨損,為后續研究提供參考。
1 銑削試驗
1.1 試驗準備
試驗材料為環氧樹脂基碳纖維增強復合材料,平紋交織鋪層結構,碳纖維體積分數為60%,形狀如圖1所示。

圖1 120°扇形棒料
試驗機床采用KVC1050立式加工中心,銑削力測定系統包括YDX-III9702壓電式傳感器、YE5850電荷放大器、A/D轉換器和計算機組成,試驗設備如圖2;使用體視顯微鏡觀察銑削出口表面質量。

圖2 銑削試驗設備

圖3 刀具結構圖
試驗采用某國產刀具廠訂制的PCD成型銑刀,刀具前角0°,后角11°,大徑24mm,小徑20mm,刀柄直徑為18mm,如圖3所示。
1.2 試驗參數
試驗采用全因素試驗,分析不同銑削速度Vc與不同進給速度fz對銑削力的影響。固定切削深度為2mm,每塊棒料銑削5個成型槽,槽間距3.5mm。

表1 銑削試驗參數
2 試驗結果分析
銑削加工過程如圖4所示,設定銑削力沿進給方向為Fx,垂直于進給方為Fy。

圖4 銑削加工簡圖
2.1 銑削參數與銑削力的關系
觀察圖5、圖6銑刀每齒進給量fz與切削力Fx、Fy之間的關系發現切削力隨著fz的增大而升高。主要是由于進給速度的升高會使單位時間內切削量增大、每齒最大切削厚度增加,加大前刀面與切屑、后刀面與已加工表面的摩擦面積,銑削過程中阻力升高,最終導致銑削力增大。而對于切削力Fx而言,當Vc=395m/min時,曲線趨勢比較陡峭,Fx的增量值為32N,由此可得出進給量的變化對高切削速度的影響較大;而對于切削力Fy,進給量對低切削速度的影響較大。

圖5 Fx隨fz的變化關系

圖6 Fy隨fz的變化關系
觀察圖7、圖8切削速度與切削力的關系發現兩個方向的切削力都隨著Vc的升高而降低。切削速度的增高使摩擦系數減小,剪切角增大,變形系數減小,為此切削力減小;另一方面,切削速度增高導致切削溫度也隨之升高,使樹脂基體軟化使切削過程中切削力減小。對于切削速度的變化,Fx受力在進給速度較低時變化明顯,而Fy在進給速度較高時變化明顯。
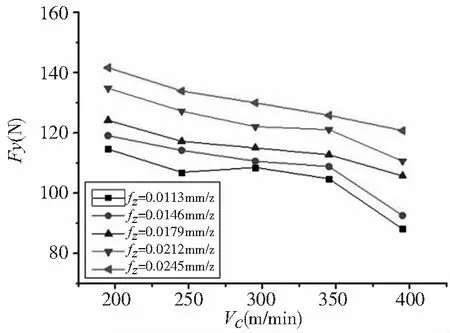
圖7 Fx隨Vc的變化關系

圖8 Fy隨Vc的變化關系
2.2 成型槽出口表面缺陷
觀察發現出口表面根據切削速度的變化分別出現大面積撕裂、毛刺及撕裂、材料未切除等缺陷。
2.2.1 撕裂
觀察圖9可發現主要缺陷為大面積撕裂,且同時在主切削刃切出處A和第一副切削刃切出處B存在撕裂缺陷。
A點的缺陷主要是由于齒槽間的間隔較小,只有3.5mm,工件側面表層的鋪層結構遭到破壞,一旦切削力過大,很容易將工件側面齒槽間3.5mm的材料表層全部掀起,造成大面積撕裂;B點缺陷的主要原因是當刀具切削至圖10刀具切出點時,前刀面推擠橫向纖維,對橫向纖維產生拉伸應力,此時縱向纖維對橫向纖維的束縛力不足以抵抗前刀面推擠橫向纖維所產生的拉伸應力,導致橫向纖維實際斷裂點在刀具切出點后,造成撕裂。

圖9 大面積撕裂缺陷

圖10 B點撕裂原理簡圖
2.2.2 毛刺與材料未切除
觀察發現切削過程中,容易在出口表面主切削刃切出處和第一副切削刃切出處出現毛刺缺陷,如圖11a、11b。

圖11 毛刺與材料未切除
不同于碳纖維復合材料的鉆削過程中副切削刃持續切削孔出口的側面,成型銑削時,當切削深度達到規定要求時即退刀,不會存在持續切削的過程。最外出表層是自由表層,對于纖維的束縛作用已經很小,當刀具切出時,容易出現個別纖維束及部分材料無法切除干凈的情況,造成毛刺及材料未切除等缺陷。

圖12 撕裂與材料未切除
觀察圖12發現材料未切除的情況會同時伴隨表層分層的現象,此時材料實際破壞點在刀具切出點后方,未切除部分與工件結合處強度十分薄弱,可以用手剝離未切除部分,剝離后即出現撕裂缺陷。
2.3 出口處缺陷與工藝參數的關系
針對不同的切削速度,出口的主要缺陷不同。觀察圖13a、b、c發現,當Vc=195m/min時,出口缺陷主要是大面積撕裂,因為切削力過大,導致表層橫、縱向纖維的彼此束縛力不夠及槽間材料表層被剝離造成撕裂缺陷;當Vc=245-345m/min時,出口表面主要缺陷為小面積撕裂和部分毛刺出現,此時切削力適中,可以將材料盡可能的切除而不破壞其側面表層結構;當Vc=395m/min時,由于切削速度過大,主軸鉆速過高,導致進給速度Vf過大,刀具切入和切出工件過快,無法達到將材料完全切除的時間,導致材料出現未切除和切削力小等原因。

圖13 不同切削速度下的缺陷形式
2.4 PCD刀具的磨損
PCD刀具對于切削碳纖維復合材料存在摩擦系數小、導熱性好和刃口可以磨的很鋒利等優勢。而PCD刀具的耐磨性更能體現其在加工纖維增強復合材料的優越性。
圖14a、14b為主切削刃后刀面初始拍攝纖維照片和切削25個成型槽后拍攝的照片,發現刀刃處的圓弧稍有磨鈍,后刀面的磨損不明顯。

圖14 主切削刃后刀面
圖15a、15b為刀具主切削刃與第一副切削刃連接處初始照片和切削10個成型槽后所拍攝的照片,發現前刀面出現崩刃。雖然PCD刀具的耐磨性優良,但是其抗沖擊性和斷裂韌性過低,在斷續切削過程中沖擊力過大,導致其受力集中點產生崩刃。為此,結合銑削力及出口表面質量的變化規律可發現對于PCD銑刀銑削CFRP材料時,宜選用進給速度fz=0.0113mm/z和切削速度Vc=295m/min,既可以保護刀具,又可改善出口表面質量。

圖15 主切削刃前刀面邊緣
3 結論
(1)PCD成型銑刀銑削對稱銑削120°扇形棒料內圓弧表面時,銑削力隨進給速度的升高而增大,隨銑削速度的增大而減小。
(2)銑削加工出口處表面缺陷有撕裂、毛刺和材料未切斷。當Vc=195m/min時,出口缺陷主要是大面積撕裂;當Vc為245m/min到345m/min時,出口表面主要缺陷為小面積撕裂和部分毛刺;當Vc=395m/min時,導致材料出現未切除。
(3)PCD刀具在銑削碳纖維復合材料時體現出良好的耐磨性,但是對于特殊結構刀具的應力集中點仍然容易出現崩刃等破損。
[1] 上官倩芡,蔡泖華. 碳纖維及其復合材料的發展及應用[J]. 上海師范大學學報(自然科學版), 2008,37(3):275-279.
[2] 姜潤喜. 碳纖維的發展現狀[J]. 合成技術及應用,2010,1(25):28-33.
[3] 胡寶剛,楊志翔,楊哲. 復合材料后加工技術的研究現狀及發展趨勢[J]. 宇航材料工藝,2000(5):24-31.
[4] 陳孝光. PCD刀具銑削CFRP材料工藝中的關鍵技術研究[D]. 上海:上海大學,2011.
[5] 邢光,羅學科,劉東. 高速銑削碳纖維復合材料銑削力實驗分析[J]. 中小企業管理與科技(下旬刊):291-292.
[6] 王巍. CFRP加工工具研制及加工工藝研究[D]. 南京:南京航天航空大學,2012.
[7] Yi git Karpat,Onur Bahtiyar,BurakDe ger. Mechanistic force modeling for milling of unidirectional carbon fiber reinforced polymer laminates. International Journal of Machine Tools & Manufacture,2012,56: 79-93.
[8] Devi Kalla, JamalSheikh-Ahmad, JanetTwomeya. Prediction of cutting forces in helical end milling fiber reinforced polymers. International Journal of Machine Tools & Manufacture, 2010(50): 882-891.
[9] P.S.Sreejitha,R.Krishnamurthyb,S.K.Malhotra. Evaluation of PCD tool performance during machining of carbonphenolic ablative composites.Journal of Materials Processing Technology, 2000(14):53-58.
(編輯 李秀敏)
The Research on Milling Forming Slot of CFRP
LIU Hao-wen, CHENG Yu, SU Fei
(School of Mechanical Engineering ,Nanjing University of Science and Technology, Nanjing 210094,China)
CFRP is a typically hard machining material. This paper mainly focus on discussing the relationship between the cutting force and the cutting parameter, analyzing the exit surface quality regarding the cutting speed by using the forming tool of PCD with the different technological parameters. The results have shown that the cutting force was high with either a low cutting speed or a high feeding speed; the fault of the exit surface was mainly delamination, burr and non-cutting off materials; with a low cutting speed, the mainly flaw of exit surface is large area delamination, with a moderate cutting speed, the mainly flaw of exit surface is small area delamination and with a high cutting speed, the mainly flaw of exit surface is non-cutting off materials.
CFRP; cutting Force,;surface flaw; PCD tools
1001-2265(2014)05-0019-04
10.13462/j.cnki.mmtamt.2014.05.005
2013-09-02;
2013-09-21
劉浩文(1987—),男,回族,遼寧丹東人,南京理工大學碩士研究生,主要從事復合材料加工,(E-mail) liu_haowen2013@163.com。
TH547;TG52
A
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16