注塑機節能技術初探
2014-07-18 11:57:38田勇李月娜廉書林
機械制造與自動化 2014年2期
關鍵詞:系統
田勇,李月娜,廉書林
(河南工業大學 機電工程學院,河南 鄭州 450007)
注塑機節能技術初探
田勇,李月娜,廉書林
(河南工業大學 機電工程學院,河南 鄭州 450007)
分析了注塑機成型技術的工藝特點和傳統定量泵注塑機液壓系統能量損失大的原因。電液比例技術能夠改變液壓回路中的壓力、流量,而變頻技術根據各個不同工藝階段的壓力需求自動改變運行頻率,利用這兩方面的優勢,達到節能增效目的。通過與傳統注塑機液壓系統,指出利用電液比例技術和變頻技術,可以使節能型注塑機液壓系統降低不必要的溢流損失和節流損失,故其應用將會越來越廣泛。
注塑機;定量泵;節能;變頻;電液比例
近年來,隨著大量新型合成材料的出現,塑料的使用越來越普遍,塑料在企業生產中的應用也越來越廣泛。目前,在工程塑料加工行業中,80%都是采用注塑成型,所以生產塑料制品的注塑機應用越來越多。在資源緊缺的今天,社會都在倡導節約能源,因此節能型注塑機必然成為塑料成型行業的一個重要發展趨勢。[1]
1 注塑機及其工藝過程概述
1.1 分類及發展趨勢
注塑機按其驅動控制系統的不同,可分為全液壓式注塑機、電液復合式注塑機、比例變量泵注塑機、全電動注塑機。
目前,市場上生產和使用的注塑機大部分是全液壓式注塑機,其能耗存在相當大的浪費;節能型注塑機主要有變頻節能、變量泵節能和全電動節能等幾類。注塑機節能的本質就是減少能量損耗,提高能量利用率。
1.2 典型注塑加工工藝
注塑機加工制品的工藝過程一般為合模、注射、保壓、預塑、冷卻、開模、頂出制品等幾個階段。圖1為一般注塑工藝的典型實例。由圖可知,在快速注射、預塑等階段需要的流量較大,保壓、冷卻階段流量很小,但時間占整個注塑周期的一半。液壓泵在注塑過程中一直處于變化的負載狀態,而在傳統定量泵供油的注塑機液壓系統中,液壓泵始終以恒定的轉速提供恒定的流量,多余的液壓油則通過溢流閥回流而造成浪費。據統計,由高壓節流造成的能量損失高達36%~68%[2]。

圖1 一般注塑機各工藝階段所需流量示意圖
2 定量泵供油系統中的電液比例技術
2.1 傳統節流調速回路的液壓系統
傳統注塑機節流調速回路是由定量泵和流量閥組成的調速回路,通過調節流量閥通流面積的大小來控制流入或流出執行元件的流量,以此來調節執行元件的運動速度。
圖2所示節流調速回路采用雙調速閥,兩個方向通過單向節流閥3均可以實現進油節流調速,進入液壓缸的流量由節流閥3調定,多余的油液通過溢流閥1流回油箱。根據圖1所示,注塑機的整個工作過程中,輸入液壓缸的流量不斷變化,因此節流調速系統效率低,功率損失大,且節流閥和溢流閥一直處在工作狀態,導致油液、元件容易發熱。

1―溢流閥;2―電磁換向閥;3―單向節流閥圖2 節流調速回路
2.2 采用電液比例控制系統的液壓回路
注塑機中的電液比例控制技術主要是通過控制電液比例閥,來實現對液壓回路中的壓力、流量的改變。
圖3所示,利用比例溢流閥、比例流量閥調節的無級調壓、調流量回路,隨著比例溢流閥2、比例調速閥3接收到的信號的變化,比例壓力閥、比例流量閥適時調節開口大小,系統工作壓力連續地或按比例地變化,減少節流損失。此回路液壓元件數量少,回路簡單,且能對系統壓力、回路流量進行連續控制[3]。
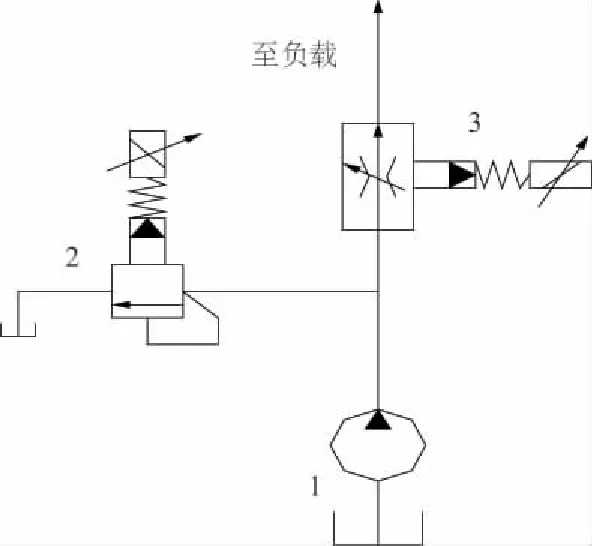
1―定量泵;2―比例溢流閥;3―比例流量閥圖3 無級調壓調速回路
2.3 傳統定量泵液壓系統與采用電液比例控制技術的液壓系統的比較
傳統的開關閥與定量泵組成的動力驅動系統,由分離元件構成,依靠節流閥調節流量實現執行機構的速度調節,不可避免地存在著節流損失、發熱量大和效率低的問題,只適于小功率或速度變化不太大的場合。
在采用電液比例控制技術的液壓系統中,泵排出的流量全部要通過 P /Q 閥進行比例調節,比例閥可實現靈活的無級調節,減少系統元件數量,簡化結構,降低管路及節流損耗,尤其是在產品成型所需冷卻時間較長的注射成型過程中,它的節能效果較為明顯[4]。
電液比例控制技術仍然屬于節流調速范疇,其優點是動態響應快,但仍存在節流損失和溢流損失、回路效率還不是太高、發熱量大。
3 變頻節能技術
用轉速可調的電動機驅動液壓泵作為動力元件,可以進一步降低能耗、減少噪聲。
3.1 注塑機變頻調速節能原理
注塑機在正常工作時,油泵的輸出功率:
Pt=p×q=p×V×n
(1)
油泵的理論轉矩:
Tt=p×V/2π
(2)
式中:p——壓力,q——流量,V——油泵排量,n——油泵的轉速,將式(2)代入式(1)得:
Pt=2π×Tt×n
(3)
如果忽略機械能到液壓能轉換過程中的能量損失,在定量泵供油系統中,則可近似認為油泵的輸出功率等于電動機的輸出轉矩與電動機轉速的乘積。因此,當系統要求低流量時,系統需要的功率其實是相當低的。從圖1注塑機的工況圖看出,在保壓、冷卻這兩段中,時間最長,但是需要的流量卻很少,也就是說系統需要的功率是非常低的。但在實際應用時,由于電動機始終運行在工頻50Hz這一狀態上,并不能根據實際的需求來降低轉速,從而減小液壓泵的流量,因此多余的液壓油只能通過比例溢流閥流回油箱,結果造成能源過多的浪費。
為了減少能源浪費,采用變頻調速的方法進行節能。采用變頻調速技術的注塑機在工作時,液壓泵流量與電動機轉速的關系為:
q=n2V
(4)
式中:n——電動機轉速;
其中:
n2=60f/m
(5)
式中:f——電源頻率;m——磁極對數。
式(4)、式(5)結合,得:
q=60fV/m=kf
(6)
其中
k=60V/m
通過上式(6)可以看出,對于每一確定的流量,按式(6)可以得到一個與之對應的頻率:
f=q/k
(7)
由式(7),將每一工藝階段的流量轉換為對應的頻率,這樣可從理論上解決了頻率確定的問題。對于液壓泵而言,流量和轉速的關系以及功率和轉速的關系可以表示:
q∝n,P∝n3
(8)
由此可知:當系統需要的流量發生變化時,電動機的轉速也跟著發生變化,即可根據各個不同工藝階段的壓力需求自動改變運行頻率,達到節能增效的目的[5]。
變頻調速技術優點:高效節能、調速范圍增大、注塑機工藝過程運行模式容易實現、提高系統的壽命和可靠性、實現電動機軟啟動、降低油溫和泄漏量、降低機器噪聲等[6]。
3.2 變頻注塑機液壓系統存在問題
由于工業用交流變頻系統價格下調較多,有少部分廠家將工業用交流變頻系統引入注塑機控制系統,通過控制電動機轉速來調節系統流量輸出。但交流變頻調速系統應用于注塑機還存在一些問題,如動態響應較慢、調節精度低、低速過載能力差,特別是當電動機制動時速度慢,不能滿足控制系統的要求。其次,對于定量泵進行調速時由于定量泵自身最低轉速的限制,加上泵的泄漏與壓力成正比,因此泵在工作中存在最低穩定轉速限制。
4 注塑機雙泵供油液壓系統的電液比例技術和變頻技術的應用
4.1 傳統注塑機單、雙泵供油液壓系統分析
在注塑機液壓系統中,執行元件數量較多,因此它是一種速度和壓力均變化的系統。在完成自動循環時,傳統注塑機速度和壓力的變化主要靠電磁閥的切換來得到,故系統中控制元件繁多,液壓回路復雜,節流和溢流損耗大。
圖4所示為傳統雙泵供油注塑機液壓系統,工作時,系統需要大流量時,雙泵同時供油;需要小流量時,小流量泵供油,大流量泵卸荷,減少節流、溢流損失。液壓泵系統壓力是通過一至四級遠程調壓來調節系統的供油壓力。從圖上看出液壓回路比較繁雜。

1―大流量泵;2―小流量泵;3、6―比例溢流閥;4、7、9―兩位四通電磁換向閥;8,10,11―溢流閥;12―三位四通電磁換向閥圖4 傳統雙定量泵供油系統
4.2 采用電液比例技術和變頻技術的雙泵供油注塑機液壓系統
4.2.1 系統介紹
電液混合式驅動系統,從節能角度來說,節流調速和容積調速聯合調速,這樣既能減少一些節流閥等元件,以減少節流損失,又可以控制液壓泵轉速,減少溢流損失。所以,結合二者優點,注塑機可采用定量泵供油的變頻調速控制系統,達到節能的目的[7]。
圖5所示為注塑機異步電動機驅動定量泵供油變頻聯合調速系統。由于注塑機存在執行機構多、工作頻繁、復合動作較多、流量需求變化大等因素,所以采用雙泵雙回路組合供油方案。為了避免負載變化對執行元件速度的影響,采用了能保持節流閥前后壓差值恒定不變的比例流量閥。為了實現系統壓力的多級連續調壓,采用了比例溢流閥。同時為了降低成本,采用了只對驅動小定量泵的異步電動機變頻調速,以適應執行機構的流量變化的需要。

1―小流量泵驅動電機;2―小流量泵;3―大流量泵;4―大流量泵驅動電機;5―比例溢流閥1;6―電磁換向閥;7―單向節流閥;8―比例溢流閥;2,9―比例流量閥圖5 注塑機異步電動機驅動雙定量泵供油變頻控制系統
當電動機運行在額定轉速泵的輸出流量不變時,泵的出口壓力在控制流量時適應負載,比負載高出一確定值。比例溢流閥5、8調節泵的出口壓力,同時比例流量閥9通過改變通流面積來調節進入液壓缸的流量,泵多余的流量通過溢流閥流回油箱。在整個過程中,注塑機工作是間歇性的,并不總是處在最大負載狀態。在本系統中,當系統需要快速供油時,雙泵同時處在工作狀態,如,快速合模、快速注射、預塑;當系統不需要大流量時,小泵工作,大泵卸荷,如保壓、冷卻等,以減少溢流損失。在保壓、冷卻兩個工藝階段,系統需要的流量幾乎為零,根據需要變頻控制系統只對小流量泵的工作電動機進行變頻,調節其轉速,讓電動機在能承受的最低轉速內工作,此時小流量泵提供最小流量。比起傳統注塑機電動機只在50Hz工頻轉速下工作,可以降低不必要的溢流損失和節流損失。
4.2.2 功率消耗分析
根據回路原理,存在溢流損失和節流損失兩部分,其中溢流損失功率為:
ΔP1=ppq1=pp(qp-qv)
(10)
節流損失功率:
ΔPT=Δpqv=(pp-pv)(qp-q1)
(11)
系統能量效率:
(12)
式中,△p為比例調速閥兩端壓差,ql為流經溢流閥溢流的流量。
根據注塑機的注塑工藝情況,可知在保壓階段,所需流量很小,泵供出的流量大部分通過溢流閥消耗。冷卻過程,對流量要求近似為零,這種情況幾乎沒有節流損失,只有溢流損失。注塑機的整個過程中,液壓系統效率低,特別是在保壓和冷卻階段。通過變轉速調節泵的輸出流量,使液壓泵的出口流量盡量和負載流量一致,減少與流量有關的溢流損失。通過分析可以得知,注塑機工作在冷卻、保壓時,功率消耗明顯減小,液壓回路能量效率同時也得到了提高[8]。
5 結語
綜上所述,在國內,變頻液壓技術主要用于對原有注塑機液壓系統進行改造,且已廣泛應用于注塑機注塑行業,在滿足客戶生產要求的基礎上,為客戶節約了大量的生產成本,取得巨大的經濟效益。國外,歐美各大注塑機生產廠家已開始生產采用變頻液壓技術的電液復合式注塑機。隨著計算機技術的發展,計算機控制技術在注塑機上的應用,使智能控制注塑工藝過程中各工藝參數達到最佳值已成為可能,集機械、液壓 、電子和控制等多方面技術于一體的新型節能注塑機應用會越來越廣泛。
[1] 林可偉,徐開杰,周才跟.注塑機液壓系統節能技術的現狀分析[J].工程塑料應用,2011,39(8):84-87.
[2] 馮剛,江平.變頻技術和變量泵在注塑機節能方面的應用研究[J].工程塑料應用,2011,39(3):102-104.
[3] 段性軍,楊淑先.電液比例技術原理及應用分析[J].中國科技信息,2006(22):88
[4] 馬海舟,潘曉銘,潘道波.塑料注塑機快速注射部分設計與應用[J].液壓與氣動,2007(2):8.
[5] 張友根.變頻調速技術在注塑機上的應用[J].變頻器世界,2005(8):96-98.
[6] 黃方平,徐兵,等.變頻液壓技術在注塑機上的應用[J].液壓氣動與密封,2004(3):23-25.
[7] 毛桂興.注塑機液壓系統節能技術的應用研究[J].環保節能與安全,2011,37(2):53-55.
[8] 張紅娟,權龍,李斌.注塑機電液控制系統能量效率對比研究[J].機械工程學報,2012,48(8):181-184.
Preliminary Study About Injection Molding Machine’s Energy-saving Technology
TIAN Yong, LI Yue-na, LIAN Shu-lin
(School of Mechanical and Electrical Engineering, Henan University of Technology, Zhengzhou 450007,China)
The causes of the large energy loss of the dosing pump in the traditional hydraulic system, and the characteristics of the injection malding machine are analyzed. The electro-hydraulic proportional technology can be used to change the pressure and flow of the hydraulic circuit, and based on the different pressure, the variable frequency technology, can be used to automatically change the operating frequency, in order to save energy. Compared with the hydraulic system of the traditional injection molding machine, this author points out the electro-hydraulic proportional and variable frequency technologies are applied to reducing unnecessary overflow and throttle loss, so that these technologies become more and more widely applied.
injection molding machine; dosing pump; energy-saving; variable frequency; electro-hydraulic
河南工業大學引進人才專項項目(150256)
田勇(1967-),男,天津人,教授,工學博士,研究方向:流體傳動與控制理論、機械設計、水工金屬結構、機械優化設計。《現代制造工程》編輯委員會委員。
TK01+8
B
1671-5276(2014)02-0065-04
2013-05-03
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
