新型液壓刀塔控制系統的設計與實現
2014-07-18 11:57:39馬潮張文潔
機械制造與自動化 2014年2期
關鍵詞:檢測
馬潮,張文潔,夏 宏
(1.遼寧科技大學 機械工程與自動化學院,遼寧 鞍山 114051; 2.大連機床集團有限責任公司數控所,遼寧 大連 116620)
新型液壓刀塔控制系統的設計與實現
馬潮1,張文潔1,夏 宏2
(1.遼寧科技大學 機械工程與自動化學院,遼寧 鞍山 114051; 2.大連機床集團有限責任公司數控所,遼寧 大連 116620)
針對目前國內中低檔電動刀架的不足,介紹了以FANUC 0i數控系統PMC為控制核心、DTY63型液壓刀塔為控制對象的控制系統的軟硬件設計與實現方法。該系統結構簡單、效率高、靈活性強、能很好的適應國內中端市場需求。
數控;PMC;液壓刀塔;控制系統
0 引言
數控刀架作為機床的一個關鍵部件,在很大程度上影響著機床的加工效率、加工精度與可靠性。目前國內大部分數控機床所配備的依舊是中低檔電動刀架,這種刀架雖然具有結構緊湊,性價比高的優點,但是沖擊大,只能單向旋轉,換刀時間長,而且基本采用PLC提供其控制信號,通過專門的電路來實現換刀控制,電路復雜,成本也較高。本文介紹了以FANUC 0i數控系統PMC為控制核心,以DTY63型液壓刀塔為控制對象的自動換刀裝置控制系統的軟硬件設計與實現方法。PMC是一種內裝型PLC,專門用于數控機床邏輯控制,采用該方案電路相對簡單,可靠性也高。
1 DTY63型液壓刀塔簡介
DTY63型液壓刀塔是大連高金數控集團有限公司旗下的產品,有8個刀位,可雙向回轉,刀盤的轉動依靠凸輪輪廓強制驅動。通過凸輪曲線的擬合,可以設置刀盤旋轉始停階段的加速度,減少了換位沖擊。該結構簡單,動作可靠,制造成本也低。這款刀架以液壓馬達作為分度動力源,通過1∶4共軛凸輪和1∶2齒輪傳動實現刀盤的1/8分度。刀盤的每一次初分位置靠信號盤和接近開關發訊,精定位依靠齒盤保證,齒盤的脫開與嚙合靠液壓系統控制活塞實現。其具體結構如圖1所示。

1—刀盤;2—曲齒離合器;3—主軸;4—離合器連接板;5—凸輪;6—驅動軸;7—電磁換向閥;8—油路塊;9—液壓馬達;10—連動輪;11—齒輪軸;12—滾子;13—滾針;14—軸銷;15.感應塊;16—感應開關;17—齒輪;18—水管座;19—活塞;20—水管頭圖1 液壓刀塔結構圖
2 液壓原理
刀盤的動作依靠液壓系統驅動:二位四通電磁換向閥上移,液壓油流入液壓缸右腔,活塞左移將刀盤推出;三位四通電磁換向閥上移,液壓油驅動液壓馬達正轉,進而帶動刀盤正轉;電磁閥恢復常態位,刀盤被鎖緊。其具體液壓控制原理如圖2所示。電磁鐵動作順序如表1所示。
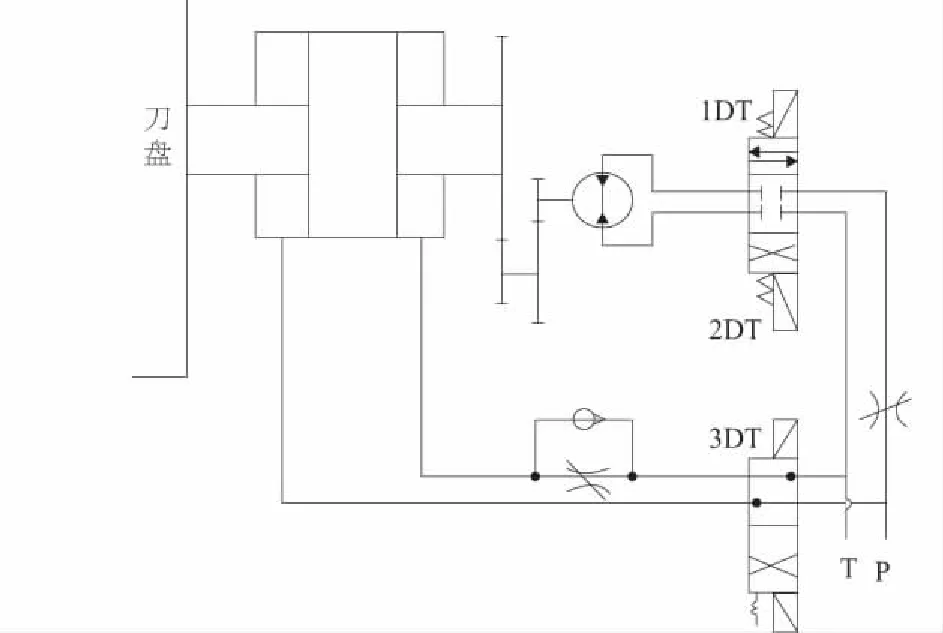
圖2 液壓原理圖
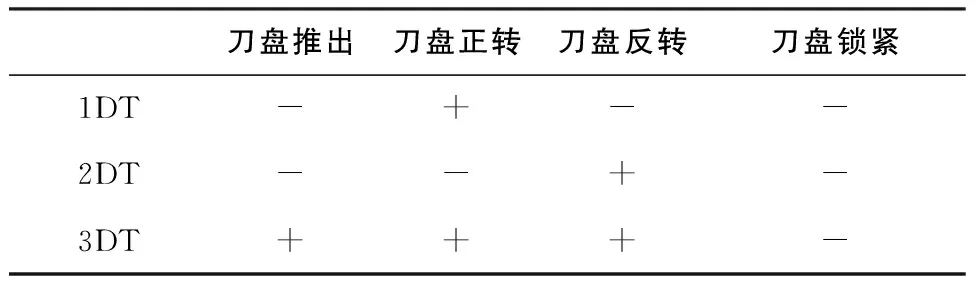
刀盤推出刀盤正轉刀盤反轉刀盤鎖緊1DT-+--2DT--+-3DT+++-
3 控制系統硬件設計
如圖3所示,該刀塔的控制信號線共有6根,分別是刀塔刀位檢測開關(sensor A,sensor B,Sensor C,sensor D),刀盤停轉檢測開關(sensor E)和刀盤鎖緊松開檢測開關(sensor F)。刀位檢測開關做刀位檢測用,每個刀位對應的訊號組合如表2所示。刀盤停轉檢測開關用于檢測刀盤是否停止轉動,刀盤鎖緊松開檢測開關用于檢測刀盤是否被鎖緊。檢測開關選用接近開關DW-AD-603-M12-120,這種接近開關具有反應靈敏精度高、無機械磨損、壽命長等優點。
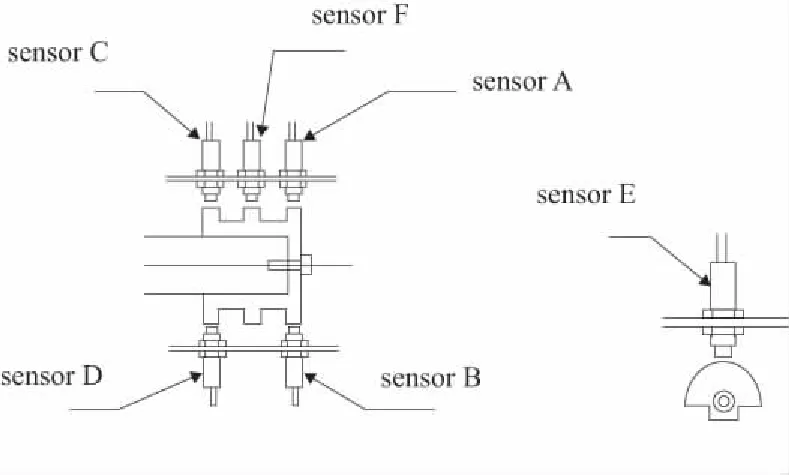
圖3 接近開關接線圖

1工位2工位3工位4工位5工位6工位7工位8工位sensorA○○○○○
續表2

sensorB○○○sensorC○○○○sensorD○○○○sensorE○○○○○○○○
輸出信號有三個(KM1,KM2,KM3),用于驅動刀盤正轉,反轉,松開與鎖緊。
以FANUC0i-MB為例,機床側與PMC之間的開關、檢測傳感器、繼電器驅動等信號都是通過NC插座連接起來的,插座CB104定義的輸入輸出地址分別是X0.0~X2.7(24點),Y0.0~Y1.7(16點),本刀架控制系統的I/O分配如表3所示,接線圖如圖4所示。接近開關棕色線接24伏直流穩壓電源,藍色線接地,黑色信號線接入PMC端。輸出信號通過繼電器分別控制兩個電磁換向閥。刀盤正轉與反轉電路添加互鎖開關以作線路保護。
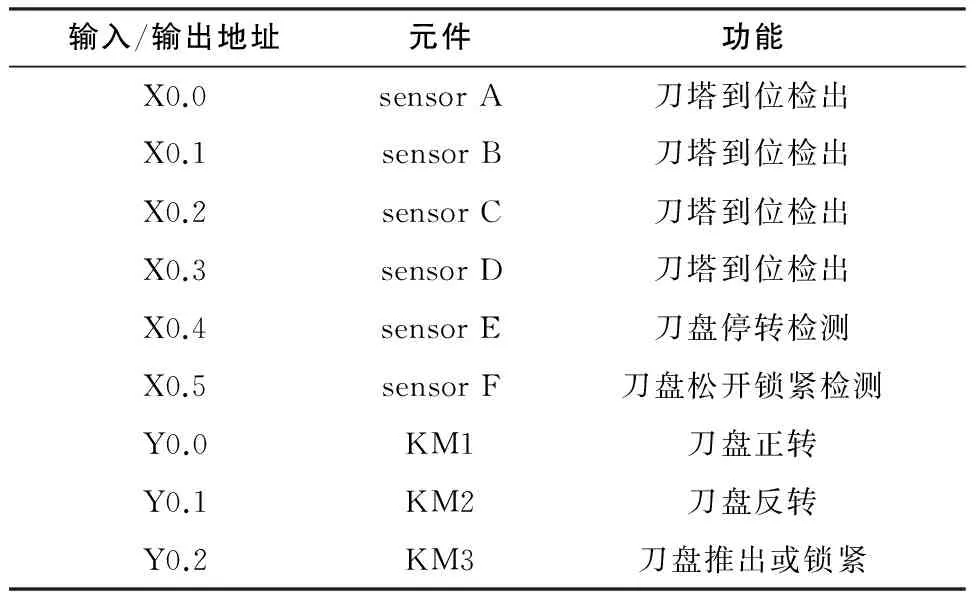
表3 I/O分配表
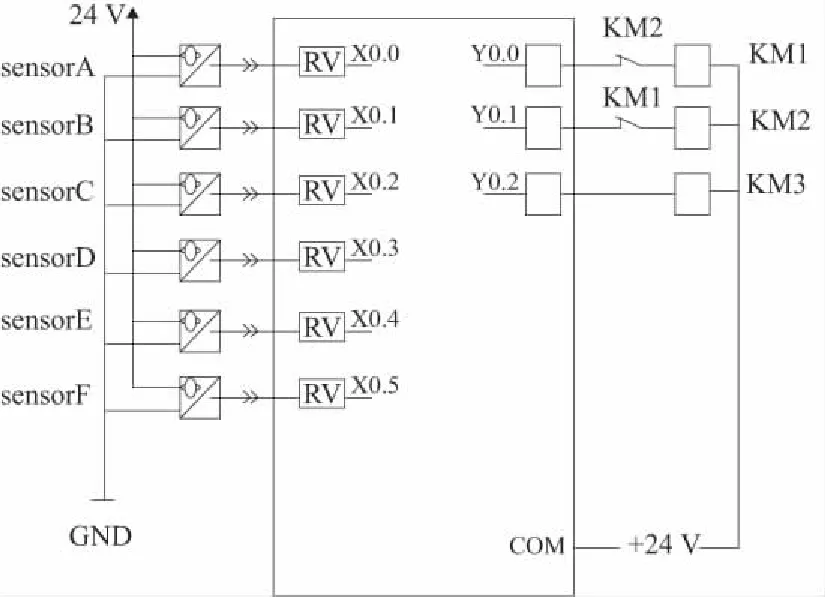
圖4 硬件接線圖
換刀過程為:系統發出換刀信號,Y0.2線圈得電,KM3線圈通電,二位四通電磁換向閥工作,液壓油經電磁換向閥流入液壓缸右側,活塞將刀盤推出,sensor F感應發出信號,經PMC內部邏輯運算判別刀盤正轉或者反轉后,1DT或2DT得電,液壓馬達旋轉,經分度傳動機構帶動刀盤開始旋轉。當刀盤旋轉至相應刀位時,刀位檢測開關發訊,電磁換向閥恢復常態位,活塞推回刀盤,齒盤嚙合,刀架定位鎖緊,完成整個換刀動作。
4 軟件系統設計
數控刀架可以在自動模式下利用T指令換刀,也可以在手動模式下進行面板換刀或屏幕換刀。這里以自動模式T指令換刀為例,簡述軟件系統設計過程。軟件程序設計前,先記憶每一刀位的組合訊號,供選刀判斷。控制系統的軟件流程圖如圖5所示。軟件執行過程是:系統接到換刀信號(TF=1)后,利用PMC內部功能指令判斷當前刀號與所選刀號是否一致,如果一致,則放棄換刀過程,換刀結束。否則,線圈Y0.2得電,刀盤被推出,PMC內部計算刀盤的旋向,刀盤旋轉時,刀位檢測開關會檢測到每一刀位不同的組合信號,當與待選刀具的組合訊號吻合時,系統發出指令,Y0.0或Y0.1失電,同時Y0.2失電,sensorE與sensorF檢測當前刀盤狀態,如果是停轉,且被鎖緊,則代表換刀過程結束,可以繼續以后的操作。
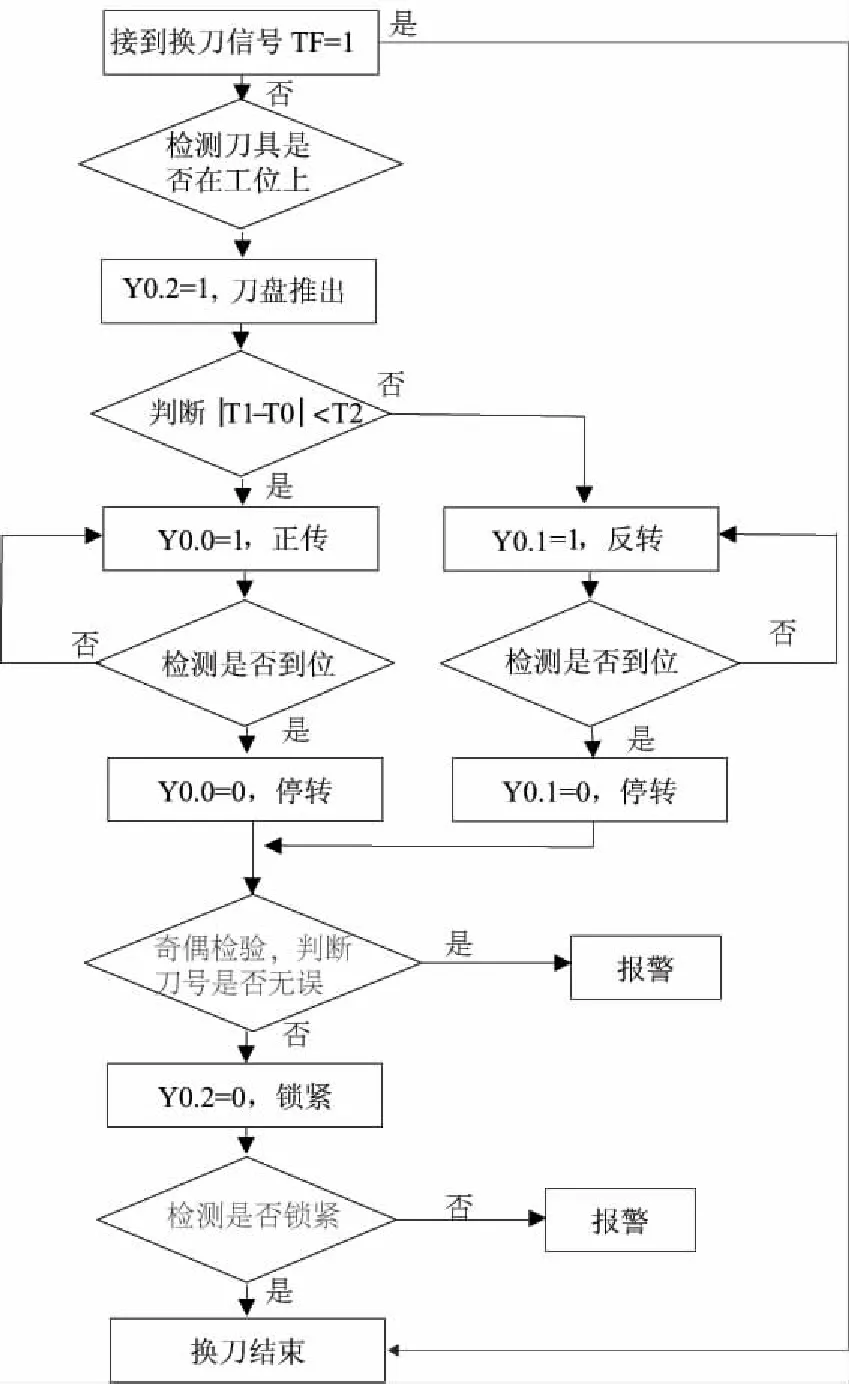
圖5 軟件流程圖
刀盤的旋向擬采用比較法來判別,即令當前刀號為T0,待選刀號為T1,總刀數的一半為T2,利用減法功能指令使兩刀號做差,所得結果取絕對值并與T2進行比較,如果小于T2,代表刀盤需要正轉,否則刀盤反轉。
5 結論
這種控制方案具有結構簡單、換刀時間短、生產效率高的優點,同時可以在當前的基礎上方便的擴展出其他功能。同時由于FANUC數控系統是目前國內中端數控機床的主流數控系統,這種方法可以更好的適應國內中端市場的發展。
[1] 孫德茂.數控機床邏輯控制編程技術[M].北京:機械工業出版社,2008.
[2] 龔仲華.FANUC-0iC完全應用手冊[M].北京:人民郵電出版社.2009.
[3] 付岑.數控車床刀塔換刀PLC程序編程技術關鍵[J].機床電器,2010(4):10-12.
[4] 焦宇敏.FANUC數控車床的PMC程序編制方法[J].機床電器,2010(6):14-16.
[5] 謝寶智.PLC驅動電磁閥方案的確定[J].中國制造業信息化,2012(11):50-52.
Design and Implementation of New Type Hydraulic Turret Control System
MA Chao1,ZHANG Wen-jie1,XIA Hong2
(1.Liaoning University of Science and Technology,School of Mechanical Engineering and Automation,Anshan 114051,China; 2.Dalian Machine Tool Group Corp, NC Institute,Dalian 116620, China)
Aiming at the shortage of current middle and low lever electric turret, this paper introduces the software and hardware design and implementation method of the control system, in which Fanuc 0i numerical control system PMC is taken as the control core to control DTY63 hydraulic turret. The system has the advantages of simple structure, high efficiency and flexibility, which can be adapted to internal mid-range market.
numerical control;PMC; hydraulic turret; control system
馬潮(1989-),男,碩士研究生,研究方向:機械制造與數控技術。
TH137
B
1671-5276(2014)02-0049-02
2013-02-05
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
