缸體鏜孔車止推面精密數控組合機床研制
2014-07-18 11:56:21劉殿有
組合機床與自動化加工技術 2014年4期
劉殿有
(大連機床集團有限責任公司 經營處, 遼寧 大連 116620)
缸體鏜孔車止推面精密數控組合機床研制
劉殿有
(大連機床集團有限責任公司 經營處, 遼寧 大連 116620)
文章介紹了用精密數控機床加工缸體主軸承孔及止推面、凸輪軸孔、端面銷孔的方法,并對機床的布局及采用的關鍵部件做了詳細的闡述。該機床的研制,解決了國內發動機行業長期依賴進口機床來保證缸體主軸承孔及止推面和凸輪軸孔的加工精度的關鍵技術問題。目前該設備運轉良好,加工精度穩定、可靠,已經完全替代進口。
精鏜主軸承孔;精車止推面;精密數控組合機床;精密鏜削頭;
0 引言
發動機缸體的主軸承孔及止推面、凸輪軸孔加工是缸體加工中非常關鍵的工序,其精度要求很高且不宜保證,加工難度大;目前國內只有半精加工機床,而精加工機床需要依賴進口,進口機床精度穩定、但造價高、使用維護成本亦高,為了解決這個難題,提高精鏜機床的整體技術水平,我公司依據多年積累的豐富經驗,進行深入的技術探索,成功研制了4H缸體鏜孔車端面精密數控組合機床,該機床投產后滿足了用戶各種精度要求,接近并達到進口機床水平,經過實踐驗證,已經完全替代進口機床。
1 機床研制
(1)被加工零件
零件名稱:缸體總成 10BF11-02010
工件材料:HT250;硬度:HB174~255;重量:150kg。
主要外形尺寸:長×寬×高:550×370×427 。
(2)關鍵加工工序及工藝要求
精鏜主軸承孔:直徑φ92±0.018,圓度0.013,同軸度φ0.02,表面粗糙度Ra1.6
精車止推面:寬度33.23±0.05,止推面至主銷距離343.4±0.1,止推面兩端面垂直度0.03
精鏜凸輪軸孔:直徑φ57.24±0.018,圓度0.013,同軸度φ0.02,凸輪軸孔位置度φ0.04,表面粗糙度Ra1.6
(3)節拍:≦6分鐘/件(包括上下料時間)。
(4)切削參數
精鏜主軸承孔(拉鏜):V=152.6/153.1m/min ,N=530r/min ,S0=0.1mm/r ,Sm=53mm/min。
車止推面:V=104.2~151m/min ,N=400r/min,S0=0.065mm/r,Sm=26mm/min。
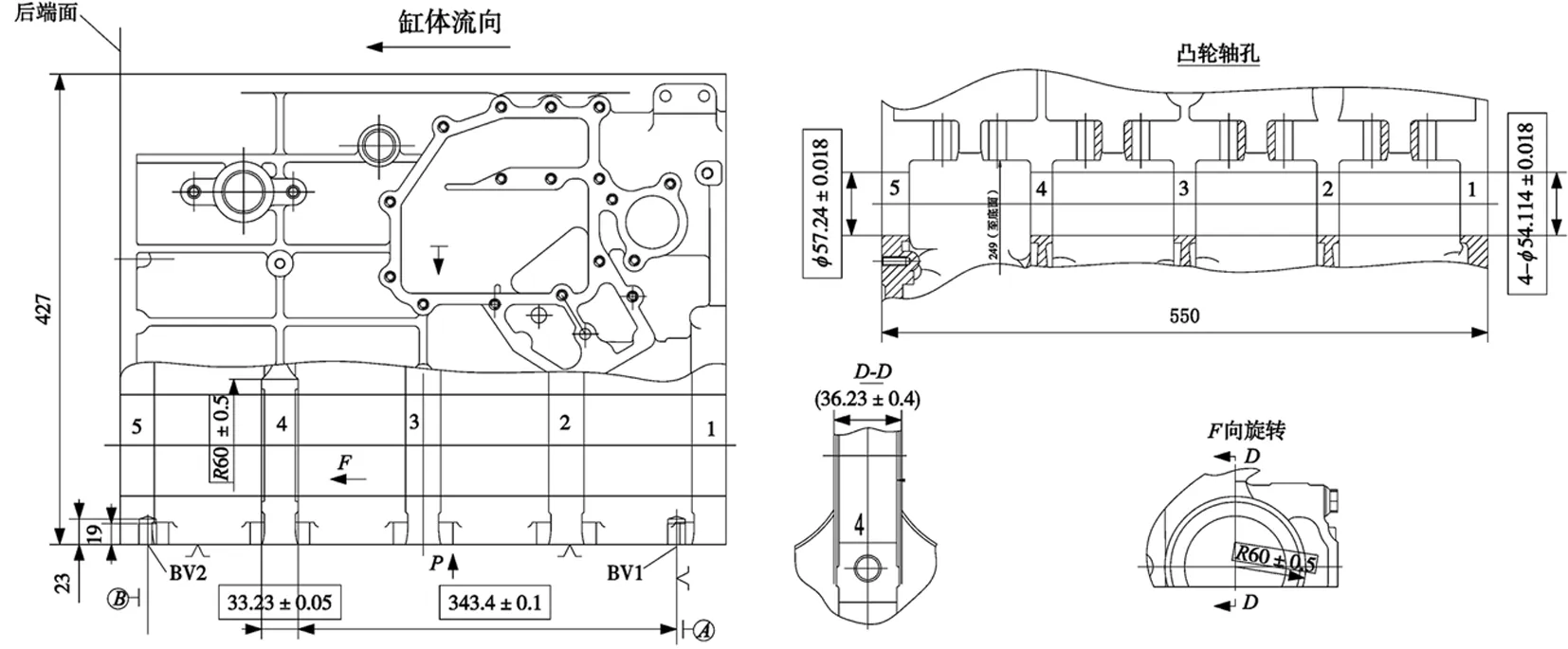
圖1 關鍵加工內容和加工要求
精鏜凸輪軸孔(拉鏜):V=159.94/160.57m/min,N=945r/min,S0=0.056mm/r,Sm=53mm/min。
(5)機床結構
機床結構配置形式為雙面臥式鏜孔車端面數控精密組合機床,中間有底座、兩端為專用數控滑臺、多軸精鏜頭、400×500-3軸主軸箱、夾具、桁架機械手上下料、機動滾道、刀具、電氣、液壓、大流量冷卻及全防護等組成。裝夾零件基面高度為1160mm。工件流向為正時齒輪室朝前,工件自左向右輸送。
機床動作循環:上下料桁架機械手送料—工件落下(落到讓刀位置)—左側鏜頭快速進刀—工件二次落下(氣檢)—工件推靠—工件夾緊—輔助支承上升—左側滑臺工進(右側滑臺快進—工進—快退)—左側鏜頭工退—左側鏜頭主軸定位—工件松開(輔助支承退回原位和推靠撤回原位)—工件抬起(讓刀位置)—左側鏜刀退回—工件二次抬起—上下料桁架機械手送出工件,完成一個動作循環。圖2 為機床總圖。
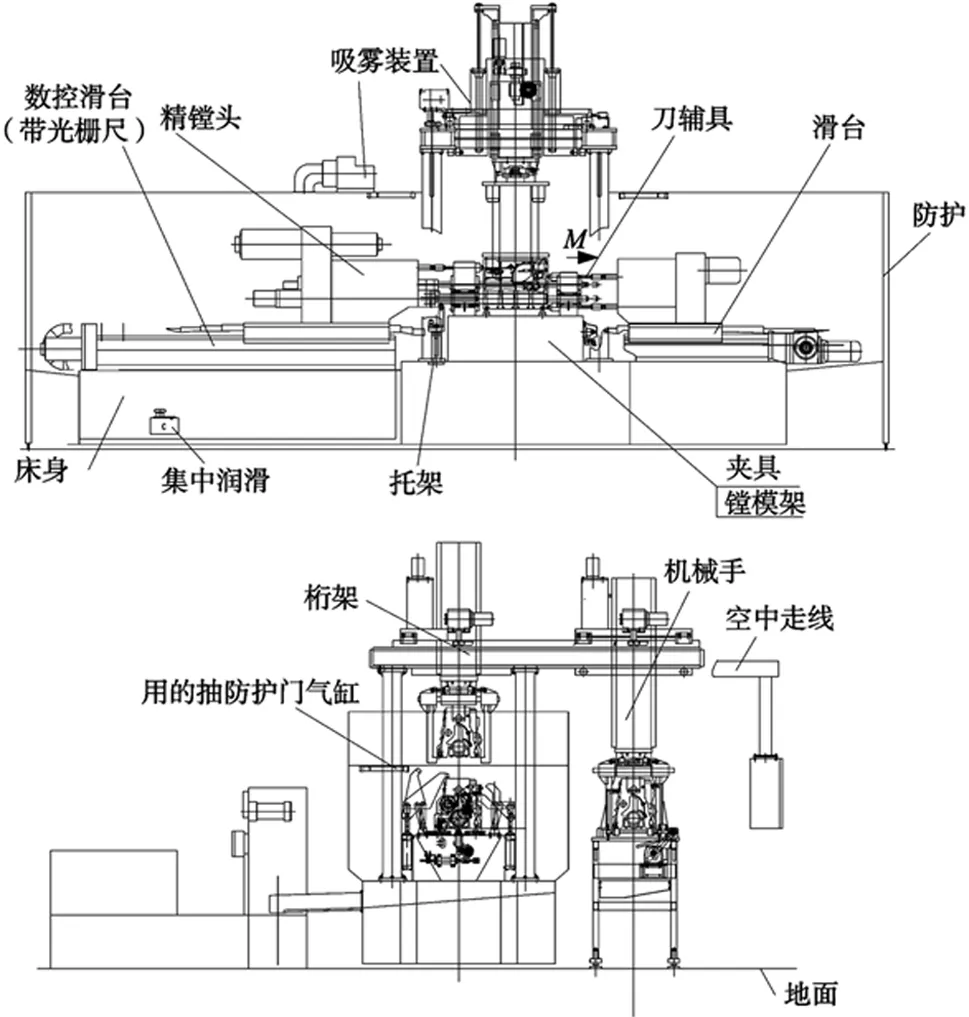
圖2 機床總圖
2 關鍵部件介紹
2.1 夾具
夾具是組合機床的重要部件,是保證機床加工精度(尺寸精度、幾何精度和位置精度)的關鍵部件之一。本機床夾具是采用三點固定定位(提高定位精度),三點輔助支承(增加缸體定位的穩定性、防止夾緊變形),工件定位后采用氣檢進行定位確認并清潔定位面;采用固定式定位銷,設有工件側向推靠裝置,消除工件定位銷孔與定位銷的側向間隙,見圖3。
滾動導向裝置是本文機床夾具的重中之重,采用分體式結構,主軸承孔和凸輪軸孔位置可調,保證其位置度φ0.04;進口GATCO滾動導套,具有高的精度及良好的精度保持性,見圖4。
此夾具結構為保證被加工零件的精度夯實了基礎。
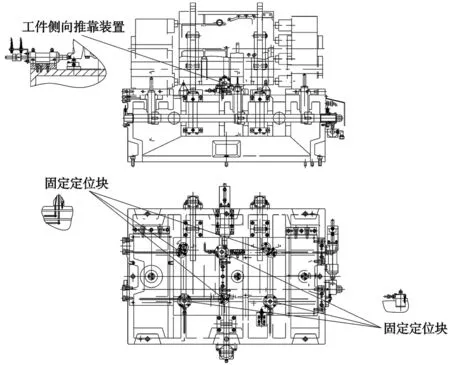
圖3 夾具簡圖
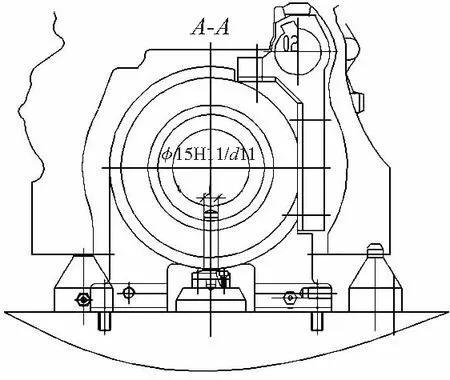
圖4 主軸承孔凸輪軸孔鏜模架簡圖
2.2 精密鏜削頭
專用精密級鏜削頭,鏜頭主軸軸承選用進口軸承FAG,主軸承孔和凸輪軸孔加工的主軸分別由兩個獨立伺服電機控制、無級變速、主軸定位,主軸與刀具間采用小浮動量接頭連接,有高的精度、剛度及良好的精度保持性,主軸的傳動平穩。是本機床的關鍵部件。
2.3 鏜刀
鏜刀總成采用MAPAL線鏜刀,與滾動導向裝置配研;主軸承孔半精鏜、精鏜兩工序將止推面刀具復合在一個鏜桿上,通過芯桿的行程實現止推面的粗、精加工;凸輪軸孔半精、精鏜兩工序刀具復合在一個鏜桿上一次循環完成加工。即主軸承孔、凸輪軸孔、止推面及前后銷孔精加工在一次裝夾中完成全部加工,是保證機床加工精度(尺寸精度、幾何精度和位置精度)的關鍵部件。
3 本機床與進口機床的加工精度實測對比
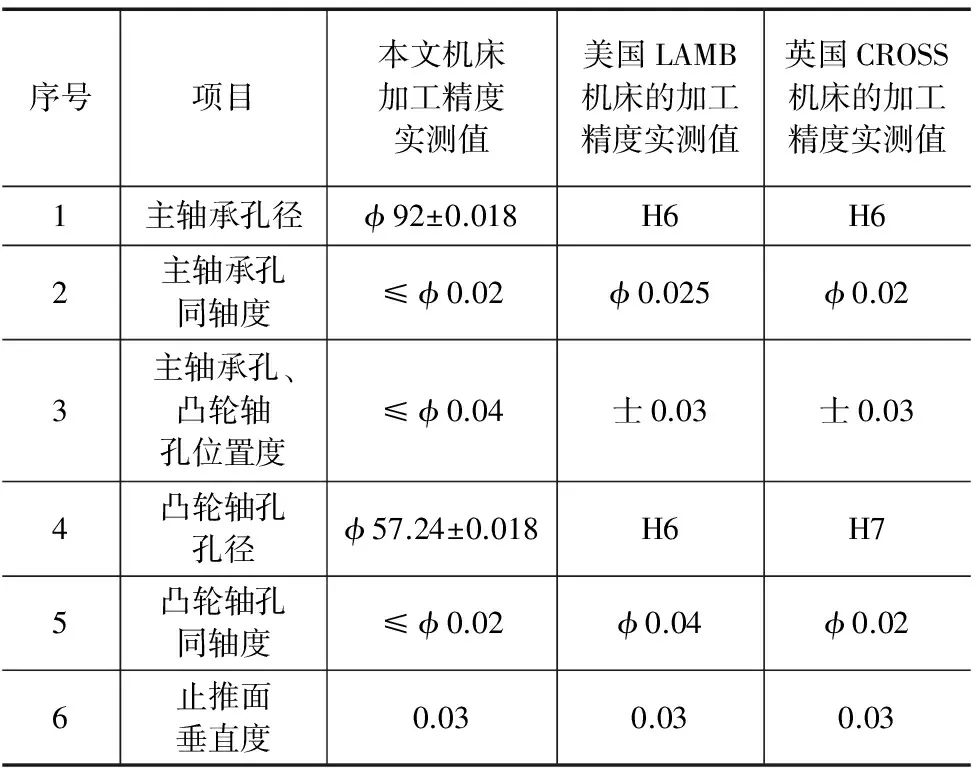
表1 本文機床精度與進口機床精度實測值
從表1的加工精度,可以看出本文機床的加工精度與進口機床的加工精度基本相當,并且可靠性也很好,基本解決了缸體關鍵工序加工精度問題,可以替代進口機床。
4 結束語
缸體鏜主軸承孔車止推面組合機床的研制,解決了發動機精加工設備的關鍵技術問題,采用的各部件設計合理、結構先進,具有創新性;從根本上保證了機床的加工精度(尺寸精度、幾何精度和位置精度)及良好的可靠性,本機床運行至今,機床加工精度均滿足設計要求,經用戶使用并驗證各項精度,達到了進口設備的精度標準,完全具備替代進口設備的能力。
[1]聞邦椿.機械設計手冊[M] .北京:機械工業出版社,2010.
[2]殷洋武.鄒恒琪.HR發動機缸體生產線的工藝規劃設計[J].組合機床與自動化加工技術, 2009(2):88-89.
[3]苑春迎,羅靜,詹杰,等 汽車發動機缸體主軸承孔專用機床鏜削結構設計[J];兵工學報,2011,32(11):92-95.
[4]金延安.發動機凸輪軸孔的加工[J];現代零部件,2012(3) :50-51.
[5]劉元祿.精鏜主軸孔和凸輪軸孔方案的制定與分析[J];組合機床與自動化加工技術,1997(9):5-7.
(編輯 趙蓉)
Development of Precision CNC Modular Machine Tool for Cylinder Block Boring and Thrust Face Finish Turning
LIU Dian-you
(Business Department,Dalian Machine Tool Group Corp. ,Dalian Liaoning 116620,China)
This article states the method for processing cylinder block crankshaft bores, thrust faces, camshaft bores and end face dowel holes by a precision CNC machine tool, it also gives detailed presentation on the machine layout and its key components. The development of this machine has solved the critic technical issues for the domestic engine industry who have relied on imported equipment for a long time to guarantee the machining accuracy of cylinder block crankshaft bores, thrust faces and camshaft bores. The machine is working well with stable and reliable accuracy. It can completely replace imported machine.
finish boring crankshaft bores; finish turning thrust face; precision CNC modular machine tool; precision boring head
1001-2265(2014)04-0139-03
10.13462/j.cnki.mmtamt.2014.04.039
2013-08-22;
2013-09-25
劉殿有(1963—),男,河北泊頭人,大連機床集團有限責任公司高級工程師,主要從事組合機床及柔性線項目承接工作,(E-mail)13478421701@163.com
TH122;TG659
A