基于模糊層次分析法的切削液選擇*
2014-07-18 11:56:41趙建平汪永超殷國富夏吉兵
組合機床與自動化加工技術 2014年7期
趙建平,汪永超,殷國富,羅 飛,夏吉兵
(四川大學 制造科學與工程學院,成都 610065)
基于模糊層次分析法的切削液選擇*
趙建平,汪永超,殷國富,羅 飛,夏吉兵
(四川大學 制造科學與工程學院,成都 610065)
切削液是機械加工系統中的重要輔料,切削液不僅影響零件的加工精度、加工效率和加工成本還對環境與衛生有較大的影響。切削液的選擇是一個多準則、多目標、多方案的決策問題,考慮到決策者決策的模糊性,文章提出一種指標權重和指標值都是三角模糊數的模糊層次分析法,以切削液的加工性能、理化性能、環境與衛生性能、經濟性能為指標建立了切削液選擇層次模型,根據三角模糊數的有關理論計算指標權重、指標值得分和可行性方案得分,確定最優方案。最后,以一個連桿螺栓孔加工過程中的切削液選擇例,驗證該方法的可行性。
切削液;三角模糊數;模糊層次分析法
0 引言
在金屬切削過程中切削液是必不可少的輔料,切削液具有冷卻、潤滑、清洗和防銹的作用,可以減小切削力,減少刀具磨損,提高加工精度降低表面粗糙度[1]。由于切削液技術涉及多門學科,研究難度大,存在問題多,制造企業中普遍缺乏懂得切削液的工藝人員,因此在切削液的選擇方面存在著很大的盲目性[2]。此外切削液的產品繁多,且不同的加工環境,所適應的切削液也不同,若通過具體的實驗來得到各切削液方案的指標值,則需要消耗大量的時間、人力物力成本,喪失市場機會,因此建立一套完善的切削液選擇評價體系至關重要。
目前對切削液的選擇研究比較有限。MASON.JR.JA等以最小直接成本和最小間接成本為目標來選擇切削液[3];Loren,G通過切削液對切削力和切削速度的影響來選擇切削液[4];戴淑芝等則以改善工件表面質量、提高生產率、減少刀具磨損為目標選用切削液[5];張春燕等采用層次分析法以生物降解性、氧化安定性、儲存穩定性、切削性、經濟性為準則進行選擇[6];Tan X.C、張群等都以面向綠色制造的成本、質量、環境為目標建立切削液選擇模型,采用層次分析法等對模型進行求解[7-8]。以往的研究沒有綜合考慮各個指標對切削液選擇的影響,而且未考慮評價者評價的模糊性和主觀性。
本文提出應用模糊層次分析法對切削液進行選擇,模糊層次分析法是將模糊理論與傳統層次分析法相結合、充分考慮人思考的模糊性和主觀性的一種理論方法。該方法利用三角模糊數來表示專家們對各指標優選度評價結果和對各個方案的各指標值優選結果,構造判斷矩陣求得各指標權重和各方案中各指標值的得分,最后計算求得各方案得分,選擇得分最高的切削液。
1 三角模糊數
荷蘭學者F.J.M.Van Laarhoven和W.Pedrycz提出了用三角模糊數表示模糊比較判斷的方法。
定義一:設論域R上的模糊數M,如果M的隸屬度函數μM:R→[0,1]表示為:
(1)

圖1 三角模糊數
式中l≤m≤u,l和u表示M的下界和上界值。m為M的隸屬度為1的中值。一般三角模糊數M表示為(l,m,u),三角Fuzzy數M表示為(l,m,u)其中x=m時,x完全屬于M,l和u分別下界和上界,在l,u以外的完全不屬于模糊數M,如圖1所示。
在指標評價的兩兩比較矩陣中,為了考慮人的模糊性,三角模糊數被用來代表傳統的具體數值,如表1和圖2所示。
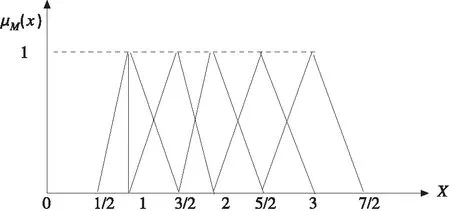
圖2 三角模糊數標度表1 三角模糊數定義
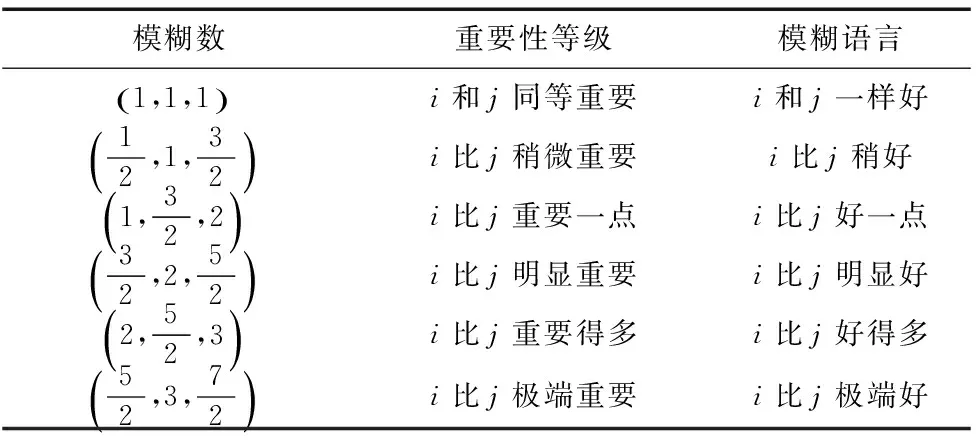
模糊數重要性等級模糊語言1,1,1()i和j同等重要i和j一樣好12,1,32()i比j稍微重要i比j稍好1,32,2()i比j重要一點i比j好一點32,2,52()i比j明顯重要i比j明顯好2,52,3()i比j重要得多i比j好得多52,3,72()i比j極端重要i比j極端好
定義二:兩個三角模糊數M1和M2的運算方法:
M1=(l1,m1,u1);M2=(l2,m2,u2)
M1+M2=(l1+l2,m1+m2,u1+u2)
M1?M2=(l1×l2,m1×m2,u1×u2)
M1φM2=(l1/l2,m1/m2,u1/u2)
定義三:M1(l1,m1,u1)和M2(l2,m2,u2)是三角模糊數。M1>M2的可能度用三角模糊函數定義為:
(2)
其中d是M1與M2的交點如圖3所示。
定義四:一個模糊數大于其它K模糊數的可能度被定義為:
(3)

圖3 M1與M2的交點
2 切削液選擇模型
2.1 模型建立
切削液品質的優劣是靠它的各項性能來體現的。評價切削液的優劣必須依據它的各項性能指標,為了選擇應用的方便本文將切削液的評估指標分為四類,每類包含相關子指標。
加工性能B1,切削液在加工過程中所能表現出來的效能,主要包括加工質量C1、加工效率C2。
理化性能B2,與切削工藝過程有關的切削液的物理、化學性質,主要包括切削液的潤滑性C3、冷卻性C4、防銹性C5、穩定性C6、切削去除和分離C7、抑泡性C8、使用壽命C9。
環境與衛生性能B3,切削液對勞動和生態環境的影響性質和程度,主要包括皮膚及呼吸道刺激C10、煙霧及火災危險C11、對作業環境的污染C12。
經濟性(針對單件)B4,即使用成本由直接成本與間接成本組成,主要包括切削液購入成本C13、切削液管理費C14、廢液處理費C15、刀具費C16。
切削液的選擇即選擇可選切削液方案中加工性能、理化性能、環境與衛生性能和經濟性綜合最優的切削液。因此可建立切削液的選擇層次模型如圖4所示。
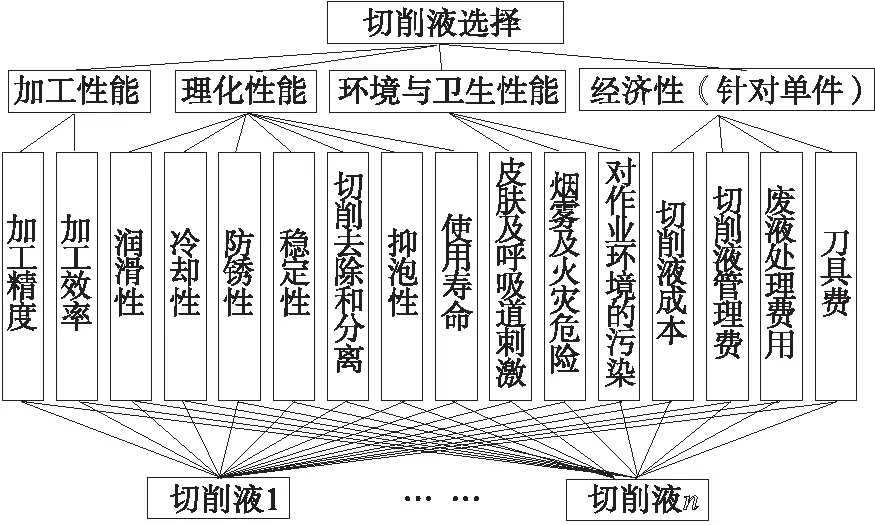
圖 4 切削液選擇層次結構圖
2.2 模型求解
切削液選擇是一個多準則、多目標、多方案的決策問題,不同的加工環境(工件材料、加工刀具、加工機床以及加工工藝)對切削液指標權重有較大的影響,文中有關專家根據加工環境對切削液指標進行模糊評估,利用模糊層次分析法分析各目標之間的相互重要度,計算出各指標權重,權重越大則表示其對切削液的選擇影響越大。本文通過有關專家提出一組可行性切削液方案,并對各方案中切削液的各指標值進行模糊評估,利用模糊層次分析法計算出各指標得分。最后再計算出各方案得分,選擇得分最高的切削液方案。
2.2.1 目標權重確定
(1)構建模糊判斷矩陣
通過相互比較確定各指標相對其它指標的重要性,構建模糊判斷矩陣。將每個專家得到的模糊判斷矩陣處理得到一個模糊判斷矩陣。

表2 三角模糊判斷矩陣
其中Hs為上一層的某一要素,E1~En為本層次的各要素,aij為對于Hs而言,Ei相對于Ej的重要性。


(4)
(5)
(6)
(3)層次單排序
所謂層次單排序是指,對于上一層某個指標而言,本層次各指標的重要性的排序。
(7)
(8)
(9)
其中Wi為指標Ei的權重。
(4)層次總排序
一般地,若層次結構由k個層次(目標層算第一層),則層次總權重為:
(10)
2.2.2 各方案中的子指標值得分的確定
構建模糊判斷矩陣時,以不同方案的同一子指標值為比較對象,比較相對優劣程度。其它步驟與目標權重確定的步驟相同,以計算出的權重值為子指標值的得分,得到子指標值得分矩陣G。

表3 子指標得分矩陣

2.2.3 各方案得分確定
ft=maxfj,j=1,2,…m
(11)
F為各方案得分,依據計算結果選擇得分最高的切削液方案ft。
3 實例分析
某廠需要為一批連桿鉆螺栓孔,工件材料為45Mn2鋼,鉆孔深度h=36mm,采用d=5.1mm硬質合金鉆頭,切削速度為1500r/min,進給量為45mm/min。由三位專家根據加工情況提供了一組可選切削液方案(P1,P2,P3,P4)。
3.1 確定層次總權重
由三位專家分別對指標層進行模糊評估給出三角模糊值,如表4所示。
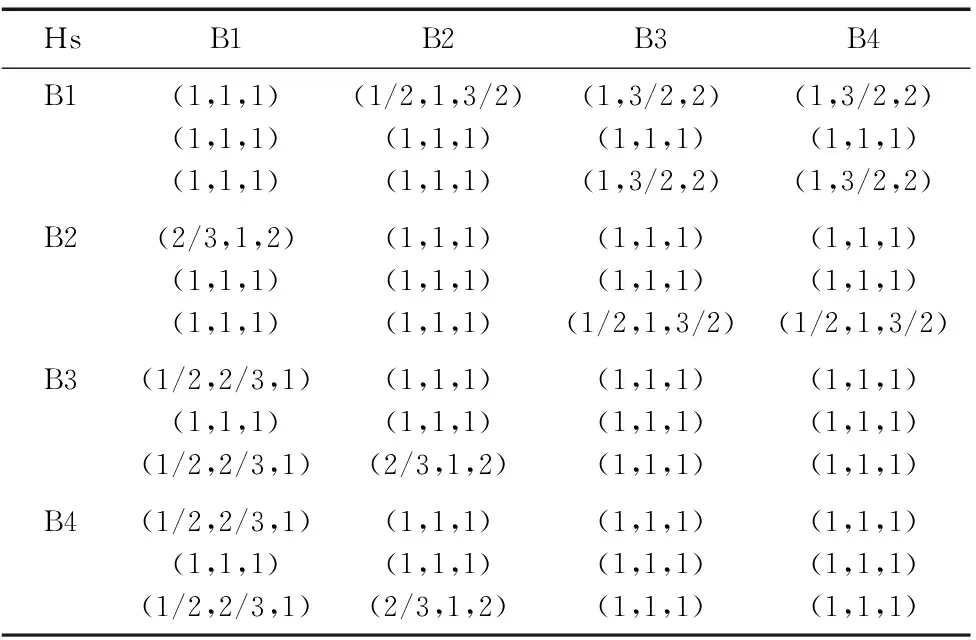
表 4 指標層三角模糊值
將三位專家得到的模糊值加權平均得到的三角模糊評判矩陣如表5所示。

表5 指標層三角模糊評判矩陣
由公式(4)、(5)、(6)、(7)、(8)、(9)可得:
因此在切削液的選擇中,加工性能、理化性能、環境與衛生性能以及經濟性對切削液選擇的影響權重分別為0.33、0.25、0.21、0.21。
采用相同的方法可構建子指標層的三角模糊評判矩陣,計算出各子指標權重,由公式(10)計算出層次總權重如表6所示。

表6 各層次指標權重
3.2 確定各子指標值得分
采用三角模糊層次分析法確定各子指標值的得分,可以有效的減小時間、人力、物力成本。三位切削液專家依據經驗對可行性方案(P1,P2,P3,P4)中切削液的各指標值進行模糊評估,給出三角模糊值,由公式(4)、(5)、(6)、(7)、(8)、(9)可得各子指標得分如表7所示。

表7 各指標值得分表

3.3 計算各方案得分
根據公式(11)可得:F=(23.93 28.67 24.02 23.32)。由得分向量(23.93 28.67 24.02 23.32)可知可行性方案P2的得分最高為最優方案,其次是方案P3,選擇得分最高的切削液方案P2為最終實行方案。
4 結論
當前切削液仍是金屬切削加工中重要的輔料,切削液的質量不僅影響到加工精度、加工效率、加工成本還對環境與衛生有著較大的影響,因此切削液的選擇研究具有重大的意義。文章利用三角模糊數來表達專家的評判值,構建模糊評判矩陣,利用模糊層次分析法確定最優切削液方案。以一個連桿螺栓孔加工過程中的切削液選擇為例,驗證該方法的可行性。
模糊層次分析法在切削液選擇上的應用,考慮到決策者決策的模糊性使選擇結果更加合理,且該方法方便在計算機上進行,具有實用價值,決策者的決策過程可以通過互聯網實現,將來可以在此基礎上建立基于B/S的切削液選擇專家系統。
[1] 廣井進,山中康夫.切削液與磨削液[M].北京:機械工業出版社,1987.
[2] 劉鎮昌.切削液技術[M].北京:機械工業出版社,2009.
[3] MASON JR JA, WILLIAMS EG. Cutting fluid selection[J]. SME, Creative MCFG Semi, 1970.
[4] Lorenz, G. reliable cutting fluid rating[J]. CIRP Annals, 1985, 34(1): 95-99.
[5] 戴淑芝,閆慧蘭.切削中切削液的選用[J]. 煤礦機械,2003,24(8):71-72.
[6] 張春燕, 王貴成, 裴宏杰,等. MQL切削液的選擇[J].江蘇大學學報(自然科學版),2010,31(1):15-18.
[7] Tan X.C, Liu F, Cao H.J, Zhang H. A decision-making framework model of cutting fluid selection for green manufacturing and a case study[J]. Journal of Materials Processing Technology, 2002,129( 1-3):467-470.
[8] 張群,汪永超,黃娟娟,等. 基于LCA 切削液的綜合選擇方法研究[J].機械設計與制造,2011(10):66-68.
(編輯 李秀敏)
本刊歡迎訂閱!
歡迎在線投稿!
歡迎刊登廣告!
http:∥www.zhjcz.com.cn
Cutting Fluid Selection Based on the FAHP Approach
ZHAO Jian-ping, WANG Yong-chao, YIN Guo-fu, LUO Fei, XIA Ji-bing
(School of Manufacturing Science and Engineering, Sichuan University, Chengdu 610065, China)
Cutting fluid is an important part of the machining system, because the improper selection of cutting fluid might cause of many problems affecting negatively on productivity, precision, cost and environment. On the other hand, selecting the optimal cutting fluid among many alternatives is a multi-criteria decision-making (MCDM) problem. Considering the vagueness and uncertainty on judgments of the decision-maker(s), in this study a fuzzy analytic hierarchy process with triangle fuzzy number is used to select the best cutting fluid .After the main attributes an sub-attributes for cutting fluid are defined to hierarchy structure, the weights of them and the values of them and the score of alternatives are calculated using fuzzy analytic hierarchy process approach. The cutting fluid with the highest score is selected as the best cutting fluid. Finally, a case study is given to verify the effectiveness and practicability of the method.
cutting fluid; triangle fuzzy number; fuzzy analytic hierarchy process
1001-2265(2014)07-0019-04
10.13462/j.cnki.mmtamt.2014.07.006
2014-02-27;
2014-03-24
國家"十一五"科技支撐計劃項目(2006BAC02A02)
趙建平(1989—),男,福州人,四川大學碩士研究生,研究方向為機械設計制造、企業信息化與系統集成、車輛工程等,(E-mail)zjphunterxiao@163.com。
TH166;TG501.5
A