硫回收運行過程異常情況分析及處理
2014-07-10 02:58:36張振坤
氮肥與合成氣 2014年3期
山東兗礦魯南化工有限公司東廠區硫回收裝置設計能力年產14 kt硫磺,采用南化設計院設計的兩級克勞斯工藝技術,以凈化Ⅱ、凈化Ⅲ、凈化Ⅳ裝置的酸性氣為原料,由于還有1套年產6 kt二甲基亞砜裝置,也需要高濃度H2S為原料氣,故日常運行中一般以滿足二甲基亞砜裝置生產能力為主,硫回收裝置主要處理凈化Ⅲ裝置來的酸性氣和二甲基亞砜裝置來的尾氣。
1 硫回收工藝流程
硫回收工藝流程見圖1。凈化Ⅲ裝置來的酸性氣和二甲基亞砜裝置來的尾氣在酸性氣焚燒爐中配以適量空氣進行高溫燃燒后進入一級冷凝器,分離出的液體經液硫封進入液硫貯槽;一級冷凝器出來的工藝氣和從酸性氣焚燒爐來的部分高溫工藝氣經一級高溫摻和閥調節至入口指標溫度,進入一級克勞斯反應器,產生的硫磺蒸氣經二級冷凝器冷卻分離后,液硫經液硫封進入液硫貯槽;二級冷凝器出來的氣相和從酸性氣焚燒爐來的部分高溫工藝氣經二級高溫摻和閥調節至入口指標溫度后進入二級克勞斯反應器,反應產生的硫磺經三級冷凝器冷卻分離后,液硫經液硫封進入液硫貯槽;三級冷凝器出來的氣相再依次進入尾氣分液罐、尾氣焚燒爐和尾氣廢熱鍋爐,最后合格煙氣經煙囪高空排放。
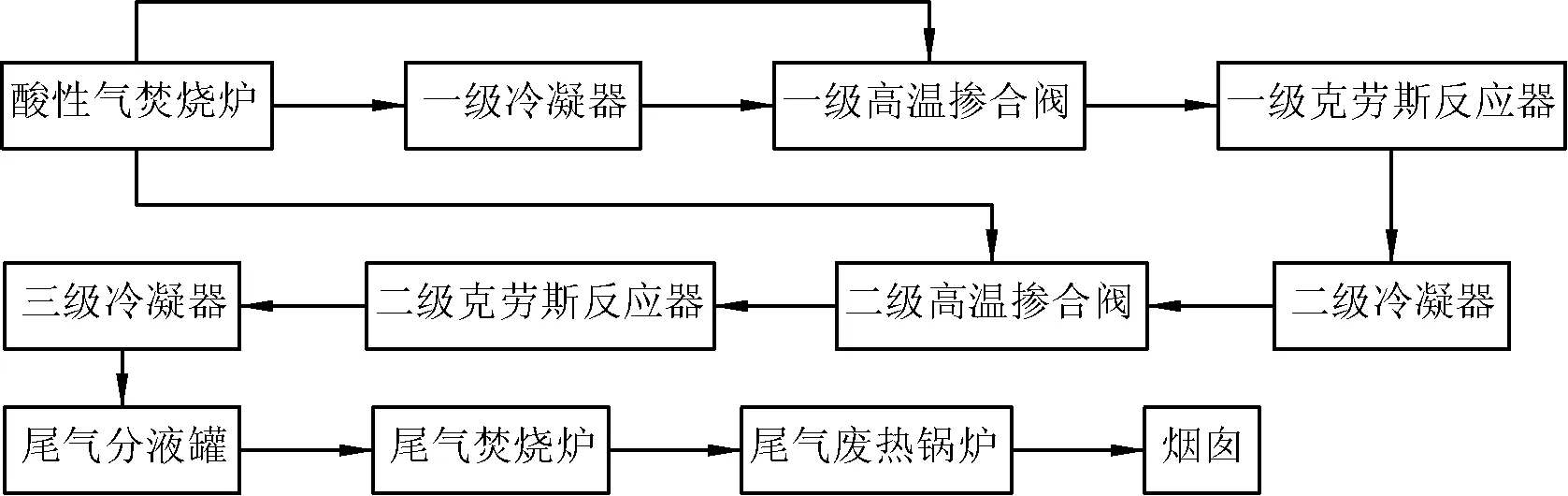
圖1 硫回收工藝流程
2 存在的問題
2.1 銨鹽結晶物堵塞列管
由于凈化Ⅲ裝置脫硫系統是兩級閃蒸工藝,酸性氣濃度較低(體積分數約10%),且酸性氣中銨鹽雜質較多,造成硫回收裝置運行過程中出現銨鹽結晶、阻力時常升高等現象。檢修過程中,對尾氣廢熱鍋爐拆檢發現:尾氣廢熱鍋爐列管中堵滿了外表較硬、難溶于水的黃褐色雜質。經分析,為硫磺銨鹽結晶物。后對尾氣廢熱鍋爐列管進行疏通,開車后正常。但裝置運行約4個月后,因系統阻力升高而被迫退出進行檢修。檢修時,對一、二、三級冷凝器更換了目數更多的絲網,尾氣廢熱鍋爐列管進行疏通。重新開車后,工況有所好轉,運行周期有所延長(約半年)。但尾氣廢熱鍋爐列管堵塞、銨鹽結晶問題始終沒能得到有效治理。
2.2 尾氣夾套下部積硫
2012年12月,硫回收裝置運行過程中出現尾氣焚燒爐前、后2只熱電偶測溫點溫差較大的情況(后端比前端測溫點高300 ℃),即熱量后移,被迫停車檢修。對尾氣焚燒爐進行全面檢查發現:尾氣焚燒爐入口處,由于尾氣夾套下部長期積硫,已被完全腐蝕,風機來的風從腐蝕漏點處進入尾氣夾套,本應在尾氣焚燒爐爐膛混合的空氣和尾氣,在尾氣夾套處過早進行了混合,造成了尾氣焚燒爐2個測溫點顯示偏差較大的異常情況。故將尾氣夾套外壁材質更換為不銹鋼。
3 改造措施
針對銨鹽結晶物堵塞列管和尾氣夾套下部積硫等問題,原因是一、二、三級冷凝器和尾氣分液罐捕集效果不佳,本應在前系統分離下來的液硫帶到了后系統,造成了上述2種非正常情況。
改造措施:在尾氣焚燒爐入口大閥門后增加1臺帶蒸汽夾套保溫的分離器,分離前系統未完全分離掉的液硫。經半年來的運行驗證,改造非常成功,解決了硫回收裝置運行過程中列管堵塞和尾氣夾套下部積硫等問題。