大螺旋升角螺旋槽的數控車削
2014-07-09 11:41:00河北太行機械工業有限公司石家莊050000李利敏
金屬加工(冷加工) 2014年13期
河北太行機械工業有限公司 (石家莊 050000) 李利敏
近期,我公司加工了一批零件,其外圓表面帶有大螺距螺旋槽,且螺旋槽截面形狀為帶R0.5 mm圓弧角的直角三角形,加工難度較大。在接到試制圖樣并初步分析后,我們首先想到的是用四軸加工中心和成形銑刀銑削該大升角螺旋槽,這種工藝方案需要定制或自制帶圓弧角的90°成形銑刀,再利用四軸機床的A、X兩軸聯動來加工大升角螺旋槽。由于試制進度較緊,考慮到生產效率和后期批量生產的因素,我們否定了原四軸銑加工方案,最終確定采用數控車床車削工藝來加工該槽以提高生產效率。
1.零件分析
如圖1所示,零件外圓為 φ25 mm,螺距 P=40 mm,螺旋槽形狀為 90°三角形,圓弧角為R0.5 mm。直觀來看,零件具有兩個特點:①螺旋升角大,普通的槽刀裝夾方式車槽時,槽刀的軸向切削力很大,一般車削加工很難保證槽的尺寸精度和表面粗糙度。②螺旋槽形狀特殊,不能使用通用槽刀進行直接加工,針對尖角處的R0.5 mm圓弧,需要專門制作成形刀具,以保證槽形精度要求。
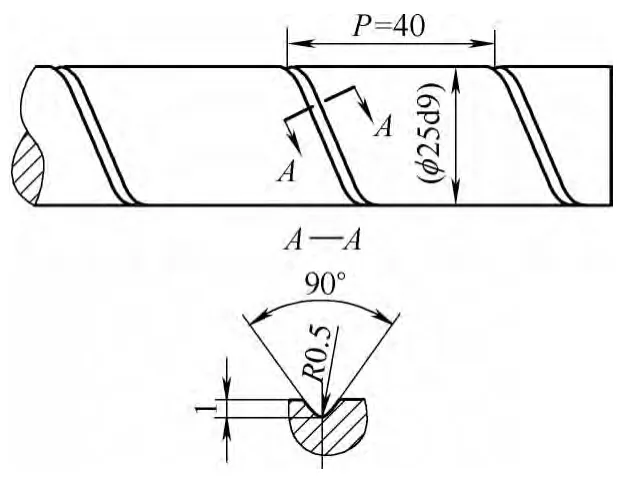
圖 1
針對零件的以上兩個特點,我們制定了專門的車削工藝方案。
2.工藝分析
(1)螺旋升角計算:我們取一個螺距長度的螺旋線展開圖 (見圖2),即可得到螺旋升角與工件直徑及螺距之間的相關計算公式。
由三角函數關系式
tanθ=P/πD
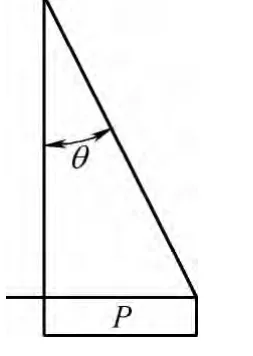
圖 2
可以計算出螺旋升角
θ =arctan(P/πD)
式中,θ為螺旋升角,P為螺距,D為直徑,把P=40 mm,D=25 mm代入上述關系式
θ=arctan(40/π ×25)
得 θ=27°
即零件的螺旋升角為27°。由于升角太大,若采用普通槽車削方式,刀尖右側切削刃會與進給方向產生較大的切削抗力,這樣容易出現刀具磨損嚴重、崩刃現象,而且加工尺寸精度和表面粗糙度很差。因此,車削該螺旋槽時必須選擇正確的刀具及刀具裝夾方式。
(2)刀具選擇:車削螺旋槽的原理與車削螺紋的原理相似,為保證車削正確的螺旋槽形狀,必須選擇與螺旋槽形狀相吻合的成形車刀。①車刀材料的選擇:車削大升角螺旋槽時,車刀的材料合理與否,對其加工質量和生產效率有很大的影響。車削螺旋系列工件時通常采用的車刀材料有高速鋼和硬質合金兩類。其中,高速鋼車刀具有韌性好、刀尖不易崩裂,車出的表面粗糙度值較小,但高速鋼的耐熱溫度較低,適合低速車削;而硬質合金車刀韌性差,車削時經不起沖擊,適合高速車削。加工大升角螺旋槽是一種低轉速、高進給的車削 (車刀做高速恒定運動),符合低速車削條件。因此,高速鋼材料可作為車削大升角螺旋槽的車刀。②成形車刀幾何角度的選擇:車削螺旋槽的刀具幾何角度如圖3所示。為使切削順利和提高表面質量,根據經驗,徑向前角 γp一般取4°~6°。
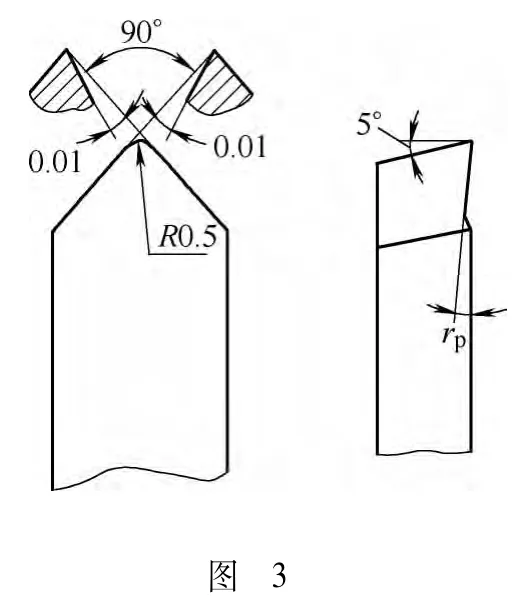
由于進給運動的影響,車削時車刀左側切削刃的工作后角變小,右側切削刃的工作后角變大。車刀兩側的切削抗力不均勻,容易造成車刀崩刃和切削精度降低。但是,由于螺旋升角太大 (27°)和形狀為90°的原因,車刀的左右兩側工作后角不易過大或過小,則可使得 αor=αol。工作后角一般取值3°~5°。
(3)刀具裝夾:裝夾車刀時有軸向裝夾和法向裝夾兩種方法。①車刀的軸向安裝:當軸向安裝車刀車削時,車刀刀尖的位置調整對準工件軸線,刀尖角對分線與工件軸線垂直,工件每旋轉一周,車刀進給一個螺距。車削大升角螺旋槽時,左側刀刃切削抗力遠遠大于右側刀刃的切削抗力,造成了左側刀刃磨損嚴重,而且加工出的螺旋槽面精度不夠,形狀不符合加工要求。因此,車削大升角螺旋槽時不適合采用軸向安裝車刀。②車刀的法向安裝:法向安裝車刀時,車刀刀尖的位置調整對準工件軸線,刀尖角對分線與螺旋槽的中心線垂直,如圖4所示。
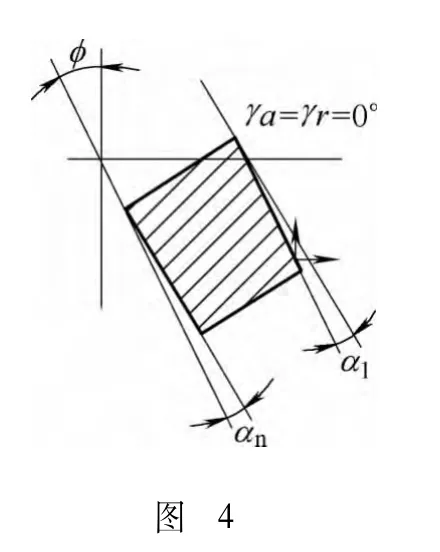
法向安裝成形車刀可以使得兩側刃的工作前γa=γr,同時兩側刃的工作后角αa=αr,切削條件一致。車螺旋槽時兩側刃產生的抗力比較均勻,車削順利。φ為螺旋升角。
經過對比,我們擬采用法向安裝成形車刀進行該大升角螺旋槽的加工。
3.工藝實施及驗證
(1)自制成形刀頭:試制期間,我們選用白鋼條 (即高速鋼)來做刀頭部分,利用線切割機床把刀頭部分切成與螺旋槽相吻合一致的形狀,然后手工磨出刀尖的前角、后角及其他刀面的刃角。
(2)刀桿的改制:根據計算得知加工零件的螺旋升角為27°,專用車刀刀桿在普通的車刀刀桿基礎上把裝刀頭部位的上下平面改成與水平面的角度為一個螺旋升角,即27°。
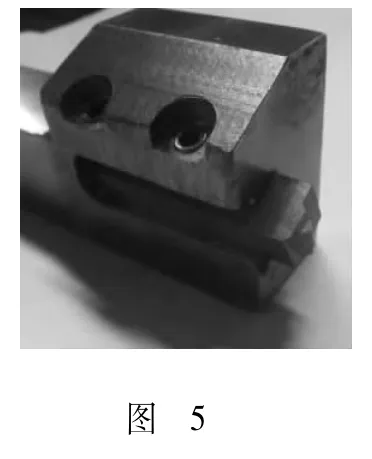
(3)刀頭與刀桿的組裝:如圖5所示,刀頭與刀桿的相對位置在車削螺旋槽時必須使得刀尖的角對分線與螺旋中心線一致。刀頭與刀桿用螺釘緊固,這樣便于更換刀頭部分。
(4)螺旋槽的車削試制:我們在加工螺旋槽時,經過粗加工→半精加工→精加工三次車削完成該槽的加工。粗加工時分多層車削,這樣可以避免引起工件振動和崩刃,造成加工面的表面粗糙度較差、精度不高,有時因吃刀量大引起產品變形等問題。加工時可以用小于槽寬的切槽刀去除大量,然后再用成形車刀半精加工、精加工完成,這樣既能保證螺旋槽的精度和表面粗糙度,又限制了軸在加工過程中的變形。
4.結語
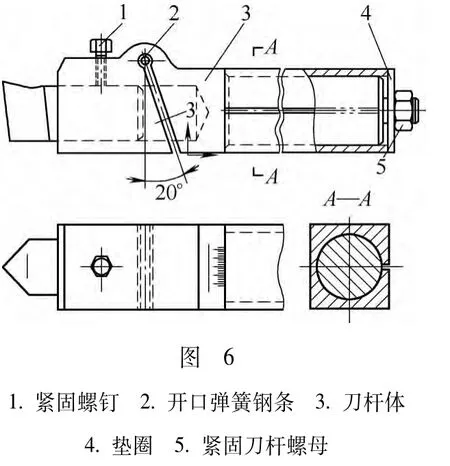
數控車削技術不僅解決了螺旋升角大的難題,同時解決了螺旋系列產品批量大、加工精度高等特點難題。通過舉一反三,我們還可以把車削90°三角形帶圓弧螺旋槽的方法推廣應用到各種角度大升角螺旋槽的加工中,比如梯形、三角形等。并且還可根據相關資料,設計制造出角度可調的旋轉調節刀桿 (見圖6)。在使用中刀頭刀桿可相對刀桿體轉動一螺旋升角,然后用緊固螺釘鎖緊。這種刀桿調節方便,而且刀桿有彈性,能消除振動,提高工件的加工精度和降低表面粗糙度值,還可延長刀具壽命。適合加工各種螺旋升角的刀具裝夾。
目前,大升角螺旋槽數控車削加工方法在實踐中已成功應用,并進行了大批量的生產。生產效率大幅提高,經濟效益明顯。