煙氣輪機法蘭錐體結構及制造工藝改進
2014-07-08 02:17:32金森乾劉致遠
機械工程師 2014年10期
金森乾,劉致遠
(1.渤海裝備蘭州石油化工機械廠,蘭州 730060;2.甘肅省煉化特種裝備工程技術研究中心,蘭州 730060)
0 引 言
煙氣輪機是石油煉制過程——催化裂化裝置上再生煙氣能量回收系統的關鍵設備,工作在600~720℃的高溫和腐蝕性的石油煙氣中,工作環境惡劣。煙氣輪機殼體是煙機氣動流道的重要組成部分,法蘭錐體是煙機殼體中的關鍵零件。法蘭錐體作為整體鑄造件,結構如圖1 所示。該鑄件的材質為ZG1Cr18Ni9,鑄造成本較高。根據煙氣輪機功率大小不同,該件的重量也不同,一般小則接近1 t,大則重4~5 t。
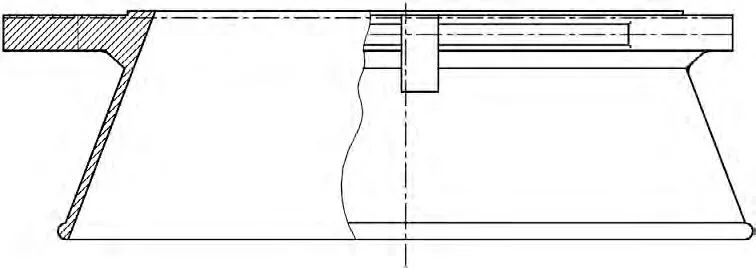
圖1 法蘭錐體結構示意圖
由法蘭錐體的結構示意圖可以看出,該件由兩部分組成,即法蘭部分與錐體部分。法蘭部分截面厚大,一般超過100 mm 以上,形狀也不規則,因此適合于鑄造成型。錐體部分壁較薄,最大的壁厚也不超過20 mm。為消除黑皮、夾砂和夾渣等鑄造缺陷以及保證壁厚,在鑄造工藝設計時錐體單邊的加工余量至少10 mm,兩邊為2 0mm,加工量總和超過了鑄件本身的厚度。這樣導致后續的機械加工量大、加工周期長。而且由于加工余量過大,導致里面的疏松缺陷暴露出來,而這些薄壁部分又無法通過放置冒口補縮來消除內部缺陷,只能通過自補縮,內部的疏松缺陷難以避免,往往需要補焊處理。
由以上分析可知,法蘭錐體的這種結構不適合整體鑄造,由于制造成本高、工期長,工件的質量也難以保障,需要技術人員進行必要的改進。
1 法蘭錐體結構改進
為減少毛坯鑄造缺陷及機加工的工作量,我們將煙氣輪機法蘭錐體的結構進行了改進。即將該件的法蘭部分和錐體部分分開,法蘭部分采用鑄造工藝成型,錐體部分采用下料鉚焊工藝成型,最后再將這兩部分焊接在一起。
2 法蘭部分鑄造工藝改進
原工件的鑄造工藝是整體鑄造,因此包括木模也是整體結構。為減少生產成本,首先要對木模做必要的改動。
我們選擇YL12000Q 型煙氣輪機的法蘭錐體作為改進試制的第一件。原結構的三維造型見圖2,結構改進后鑄造法蘭部分的三維造型見圖3。
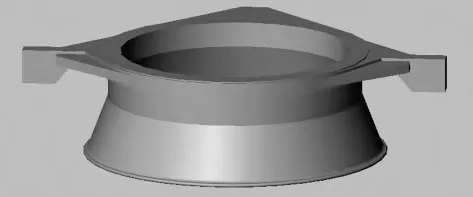
圖2 法蘭錐體結構改進前的零件造型
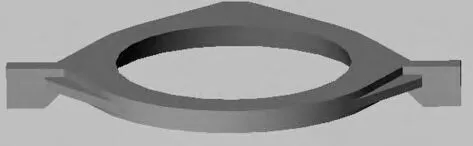
圖3 法蘭錐體結構改進后的鑄造法蘭造型
通過對比不難發現,法蘭部分的幾何尺寸變化不大,因此在原結構模型的基礎上做適當改進,就可以實現模型以舊代新,并鑄造出法蘭部分。
模型利用原結構模型的法蘭部分外模,除在尺寸上做必要修改外,再在法蘭下部出一個50 mm 高的定位芯頭。為形成內部形狀,在法蘭內部出一個芯子,需單獨做一個芯盒。模型結構改進示意圖如圖4。
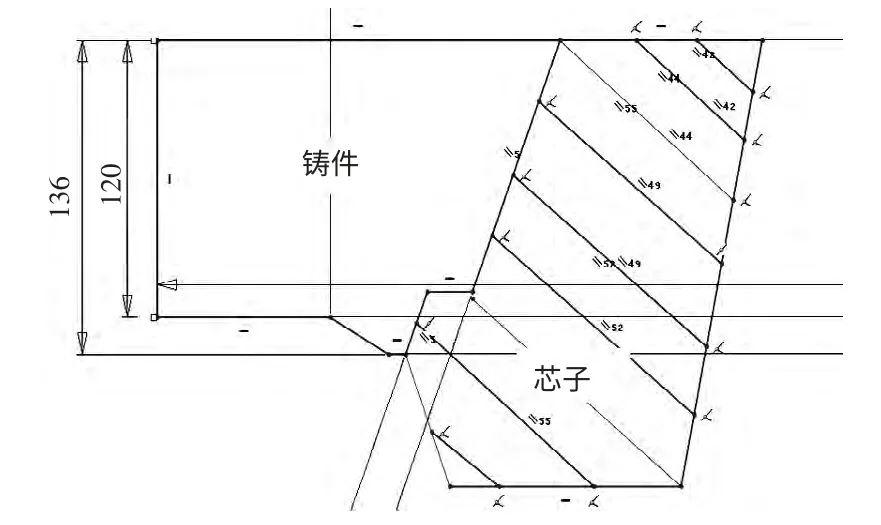
圖4 模型結構改進示意圖
為進一步節約木料和工時,此芯盒只做360°的1/6,即只做出60°部分,芯盒寬度200 mm 左右即可,也沒必要做整體。目的是節約木料和減輕砂芯的重量,便于造型工操作。

圖5 法蘭部分外模實物

圖6 法蘭內部芯盒實物(1/6 芯盒)
法蘭部分的外模見圖5,內部芯盒見圖6。
造型時先制出6 個芯子。在外模造好砂型后,將6 個芯子下芯組芯,中間空余部分填干砂或型砂。然后澆注成型。
3 錐體部分的鉚焊制造
錐體部分用20 mm 厚的不銹鋼板直接下料,材質為0Cr18Ni9。先按圖形放樣、下料,鉚制成錐體形狀后,再用手工電焊焊接成型。焊條選擇與錐體母材化學成分相接近的不銹鋼焊條,同時在結構上去掉原鑄造圓弧邊,以便于制做,如圖7。
4 法蘭部分和錐體部分的焊接
法蘭與錐體的焊縫結構見圖8,在焊接時要注意以下幾點:
1)法蘭部分不應有氣孔、砂眼、夾渣及裂紋等影響強度的鑄造缺陷。如有缺陷,必須采取措施消除。
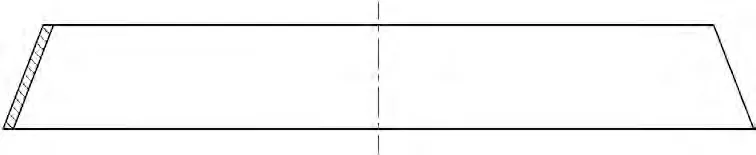
圖7 錐體部分結構簡圖
2)法蘭鑄造毛坯在焊接前要進行固溶處理。熱處理工藝為:1050 ~1100 ℃保溫+水冷,以確保鑄件基體組織奧氏體化,減少晶界碳化物析出,預防晶間腐蝕。
3)法蘭和錐體焊接時焊條采用奧137 或其它不銹鋼焊條,環焊縫對口錯邊不大于鋼板厚度的10%。
4)焊接要求按JB/Z105-73 鋼制壓力容器焊接規程進行,未注單面雙面無坡口角焊縫的焊角高度等于較薄構件的厚度。
5)法蘭錐體與殼體組焊后整體進行穩定化處理,即850~880 ℃保溫+空冷,進一步消除和預防晶間腐蝕,等熱處理后再進行機加工。
6)最后,殼體與進氣錐一起進行水壓試驗,試驗壓力0.588 MPa。
5 結 論
通過YL12000Q 型煙氣輪機法蘭錐體的結構改進,即將法蘭部分采用鑄造工藝成型、錐體部分采用下料鉚焊工藝成型,最后再將這兩部分焊在一起。對改進后的工件做水壓試驗及局部著色滲透檢測后發現,質量完全合格,表明這種結構改進完全合理可行,并可推廣應用到其它功率煙氣輪機的法蘭錐體結構中。
通過對比發現,結構及制造工藝的改進主要有以下優點:
1)單獨鑄造法蘭部分,使鑄造難度大大降低,并合理利用了原結構的模型。
2)錐體部分不存在加工余量,使加工周期大大縮短。
3)由于錐體部分是軋制鋼板,因此相對鑄件組織致密、缺陷少,提高了工件的組織質量和機械性能。
4)經成本核算,改進設計后既節約了原材料,又降低了生產成本。
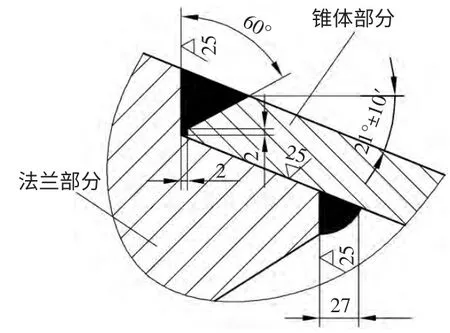
圖8 法蘭和錐體焊接焊縫示意圖
[1] 中國機械工程學會焊接學會.焊接手冊[M].3 版.北京:機械工業出版社,2008.
[2] 徐灝.機械設計手冊[M].3 版.北京:機械工業出版社,1992.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
