機用平口鉗鉗口的改進設計
2014-07-08 02:16:54葉繼軍朱達新
機械工程師 2014年10期
關鍵詞:設計
葉繼軍,朱達新
(江蘇省江陰市中等專業學校 機電工程系,江蘇 江陰 214400)
1 問題的提出
在機械制造業銑削、鉆削、刨削等方面的加工中,機用平口鉗等傳統夾具得到廣泛的應用。但在模具制造時經常涉及到加工角度,以及在特殊形狀的平面上鉆孔、開槽等,作為通用夾具的機用平口鉗在使用功能方面則相對單一,不能滿足加工需求。教學和生產中也經常遇到對特殊型面的加工,在沒有條件的情況下,一般要借助于其他輔助工具,但裝夾時很難保證定位精度。目前先進的正弦平口鉗雖能精確調整角度,但鉗身抬高后,銑床刀桿和刀盤運動范圍受到限制,易產生碰撞,影響加工。借助自制V 型塊能較好地解決角度銑削問題,但受V 型塊加工精度和裝夾的限制,定位精度也受影響。采用其他夾具固定,底座受推力的影響產生位移,加工精度同樣不能保證。
如何對平口鉗進行改進,從哪個角度出發?如何對鉗口改進和換向,實現變換角度的使用目的?并設想如下:1)使用方便和安全;2)能夠實現多種裝夾;3)在規定范圍內任意調節;4)設計、加工工藝符合相關技術要求;5)應用性強且具有可推廣價值。所以研制了一種新型的夾具——應用可轉換鉗口加工特殊形面的平口鉗。
2 改進方法
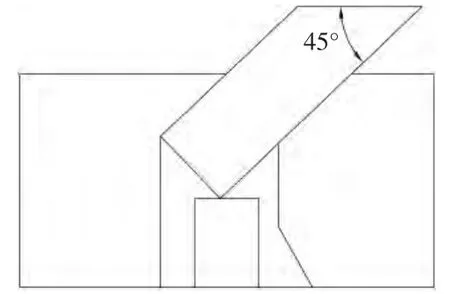
圖1
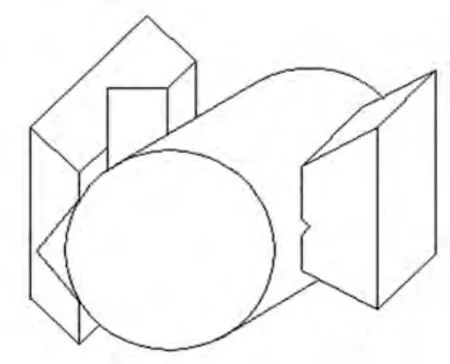
圖2
以教學和生產中經常涉及的加工45°、60°角平面為例,對鉗口進行改進。設計45°、60°角鉗口板,達到加工角度面的目的,同時保證定位精度,見圖1。在鉗口平面上加工V 形槽,以對圓柱工件進行裝夾,抵消上竄力,裝夾牢固,方便加工槽類零件,如圓柱上開鍵槽、鉆孔等,如圖2 所示。在平面上開槽,實現面銷組合,工件安裝更牢靠,見圖3。為實現以上三大功能,就要在保證安全的前提下對承受推力的鉗口板進行相應的改進。
3 設計原理和結構
對固定鉗口改進,使之旋轉達到換面目的,螺栓夾緊,緊靠著鉗身起到定位作用;后面推力部分采用燕尾滑塊機構,上下抽插同樣能換面;裝夾加工角度工件、圓柱工件時,底部加等高墊,調整高低,滿足定位精度要求;大平面加工時,面銷結合,同樣滿足定位精度要求;推力塊下部加導向塊,底部開槽,滑動靈活方便,如圖4~圖6 所示。
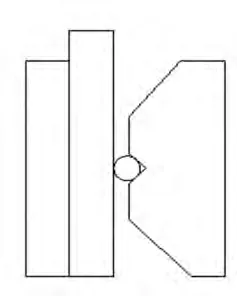
圖3

圖4
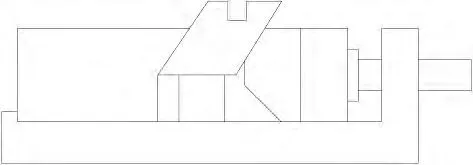
圖5
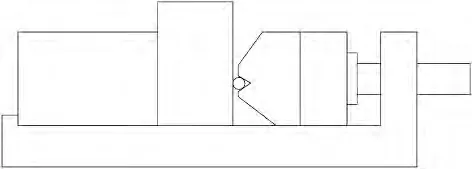
圖6
4 加工和安裝過程
對角度鉗口板進行銑削加工,也可以采用線切割方法,保證角度,安裝時用螺栓固定;夾緊圓柱鉗口板開槽,要求角度對稱,同樣可以采用銑削加工或線切割方法。安裝時活動鉗口和底部螺栓孔對中,加彈簧起到裝拆方便的作用,固定旋緊,尾部螺桿和推力塊安裝是底部加滑動塊,底部螺栓同螺桿導向槽上緊,裝燕尾滑塊后,調整試轉動距離,最后上機床安裝,在槽內定位、安裝固定,裝夾工件,然后進行加工。
5 推廣意義
通過對鉗口板改進,達到能裝夾角度面工件的目的,該設計是一種新型的組合,特別適用于模具制造加工業,既可作為通用夾具也能作為專用夾具,為以后夾具的改進設計提供了一種新的思維方式。作為機械加工中最常見、最普通的夾具,不論是多么簡單,只要根據加工件的實際情況,調整設計思路,以提升加工效率為出發點,為滿足機械產品中的小批量、多品種加工方面的需要,設計出一些專用夾具是很有現實意義的。該產品已成功申請國家專利,專利號為CN202592059。
[1] 李昌年.機床夾具設計與制造[M].北京:機械工業出版社,2007.
[2] 張建中.機械設計[M].北京:高等教育出版社,2007.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
