重型數控落地銑鏜床床身安裝工藝方法研究
2014-07-08 02:16:44王海軍
機械工程師 2014年10期
王海軍
(齊齊哈爾二機床(集團)有限責任公司 設計研究院,黑龍江 齊齊哈爾 161005)
0 引 言
重型數控落地銑鏜床主要由床身(由于行程長,需要由多段床身拼接)、滑座、進給箱、立柱、主軸箱、滑枕等主要部分組成(如圖1),是采用當代機械、電氣、液壓等新技術設計而成的用途廣泛的重型通用金屬切削機床,具有自重大、加工件尺寸大、加工精度高以及加工范圍廣等特點。重型數控落地銑鏜床重點裝備于國防軍工、重型機械、能源、造船、鋼鐵、礦山機械、工程機械、水輪機、汽輪機重型電機、交通等國家重點行業。基于重型數控落地銑鏜床的應用領域及結構特點,即床身由多段床身拼接而成,且需要承載約120t 機床重量,要求機床床身在安裝時要有足夠的承載剛度及精度,從而為床身的安裝增加了很大難度。
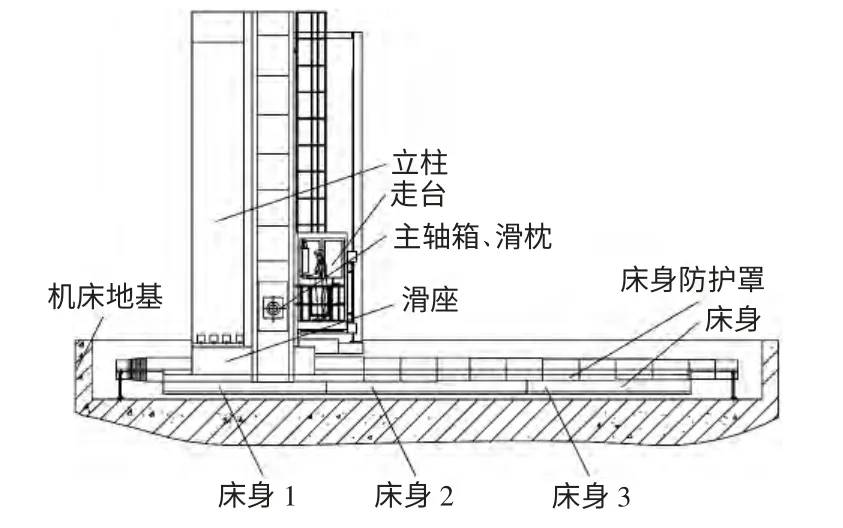
圖1 機慶外觀圖
1 床身安裝與二次灌漿
1.1 床身安裝與粗調(見圖2)
安裝時床身的吊運應注意安全,輕吊輕放,加工表面不得磕碰劃傷。將4 塊等高墊塊放在床身準備位置的四角,保證支撐床身的安全與穩定,并有足夠的裝配空間。將床身輕放到墊塊之上,注意墊塊不應遮擋床身地腳部位。

圖2 床身在基礎上的安裝與粗調水平

圖3 地腳螺栓組裝圖
按圖組裝地腳(見圖3),應在調整套和螺桿、螺母的螺紋部分涂少許黃油防銹,便于今后調整。在床身地腳孔裝定心套,將組裝好的地腳按圖4 裝到床身地腳孔中。
在基礎上每節床身的位置,擺放6 個簡易調整墊鐵(楔鐵),然后將每節床身按正確位置輕放到墊鐵之上。操作時注意,下落床身時,不要讓地腳組件與地腳坑壁相碰,如有地腳在操作時與地腳坑位置干涉,須先修整地腳坑,然后再放置床身。所有床身放置在用戶自制楔鐵之上,確認床身之間的相互位置及方向是否正確。要求相鄰床身的導軌錯位在水平方向和垂直方向都小于0.05 mm。粗調床身水平(見圖1),要求床身全長自然水平誤差及全長直線度誤差小于0.2 mm。
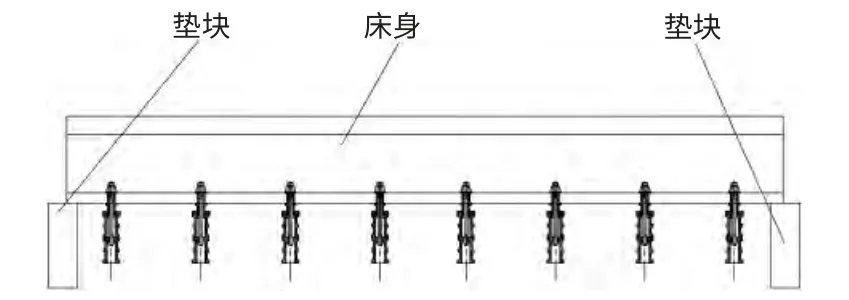
圖4 床身地腳螺釘的安裝
1.2 地腳坑二次灌漿
粗調后,向地腳坑澆灌混凝土,保持和固定地腳組件的位置,盡可能一次注滿地腳坑。
當地腳坑內的混凝土達到足夠的強度后,拆開各節床身的聯接,卸掉地腳組件上的螺母,將各節床身輕吊移出基礎,吊運時不可碰撞地腳螺栓。地腳坑補灌混凝土,并且進行修整,修整后應符合地基圖。移走每節床身下的6個楔鐵,檢查床身接頭處有無磕碰和毛刺,去掉床身地腳孔的定心套。將床身按原位置重新安裝在調整地腳之上。
2 床身精調
2.1 床身精調整精度要求
精調床身水平(見圖5),調整精度要求如下:
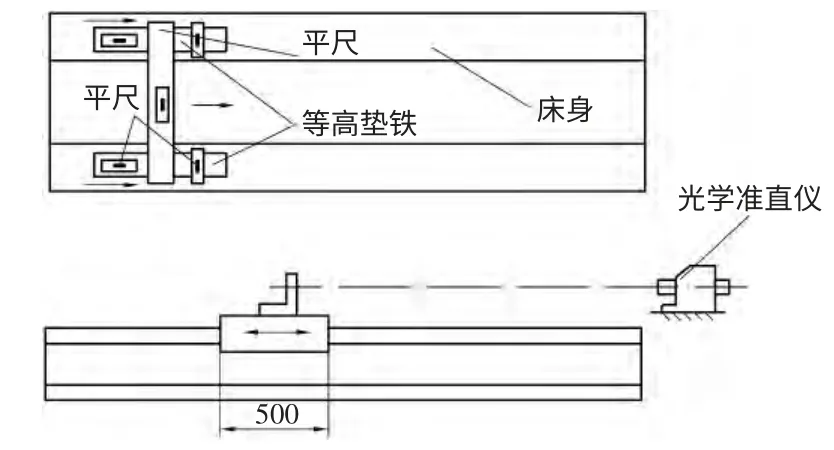
圖5 床身精調示意圖
1)垂直平面內的直線度。在1 000 mm 長度內為0.020 mm;長度每增加1 000 mm,允差值增加0.005 mm;最大允差值:10 000 mm 長度內為0.050 mm;長度超過10 000 mm 為0.080 mm。
2)床身導軌水平面的直線度。在1 000 mm 長度內為0.020 mm;長度每增加1 000 mm,允差值增加0.005 mm;最大允差值:10 000 mm 長度內為0.050 mm;長度超過10 000 mm 為0.080 mm。
3)垂直平面內的平行度。床身導軌在垂直平面內的平行度為0.02/1000 mm。
2.2 床身精調整方法
上述三項預調精度是基礎精度,必須認真調整達到要求,然后才可以繼續后面部分的安裝和調試。具體調整方法法如下:
如圖5,兩條導軌是聯合導軌,都是整體導軌的一部分,因此要統一檢查和調整。在導軌水平面上各放一塊長500 mm 的等高滑塊,在兩滑塊之間橫向放置一平尺。在每個滑塊上沿導軌縱向及橫向放置精密水平儀,在平尺上橫向放置精密水平儀。同時推動滑板,每移動500 mm,記錄每個水平儀的讀數,在導軌全長上進行檢驗。利用作圖法,求出導軌垂直面內的直線度和平行度及其相對應的位置之后,再用光學準直儀進行復檢(在前導軌上)。
床身精調是耐心細致的工作,調整要循序漸進,每次調整后有個穩定過程,需要復檢觀察變化。具體步驟如下:
1)連接床身時,接頭導軌的錯位即高度和水平方向差應調整在0.01 mm 之內,可用指示器檢驗。
2)調整精度,從對接處開始向兩端延續調整。初始精調時先不要使縱向中間兩排地腳螺釘受力,后排也不要大力緊固。調整垂直平面內的直線度時兼顧到垂直平面內的平行度,避免不必要的重復勞動。當垂直平面內的直線度和垂直面內的平行度基本合格后再調整水平面的直線度。
3)調整垂直平面內的直線度和垂直面內的平行度時,先松開M30 螺母1,需要此點下壓時,右旋撥塊2 帶動調整套旋轉向下移動,然后再擰緊M30 螺母1 將床身與調整套壓實。此調整套旋轉向上抬起時,左旋拔塊,帶動調整套旋轉向上移動,再擰緊M30 螺母1 壓實。當調整水平面內的直線度時,需要用側頂力(見圖3),調整地腳中有多處帶側頂的整地腳,需要水平橫向移動某段床身時,先將移動方向的側頂螺栓4 退回一些,將與其對面的側頂螺栓擰進推動床身水平橫移,然后將兩側的頂螺栓擰緊把床身固定住。
精調精度穩定后,應重新檢測三項精度,保留測量記錄,以備機床在總裝調整時參考用。
3 結 語
經過實踐證明,該床身安裝與調整的工藝方法能夠保證床身的相關安裝要求,簡單易行,且不完全依賴于工人技術水平,解決了重型數控落地銑鏜床床身安裝與調整的難題,從而介紹了機床的安裝周期。
