基于振動(dòng)法的刀具磨損狀態(tài)監(jiān)測研究
2014-07-08 02:16:32陳會(huì)斌黃民馬超
機(jī)械工程師 2014年10期
陳會(huì)斌,黃民,馬超
(北京信息科技大學(xué) 機(jī)電工程學(xué)院,北京 100192)
0 引 言
隨著計(jì)算機(jī)技術(shù)的快速發(fā)展,現(xiàn)代機(jī)械制造系統(tǒng)正朝著柔性制造系統(tǒng)的方向發(fā)展。數(shù)控機(jī)床在加工過程中,刀具在切削金屬的同時(shí)自身也會(huì)損壞,工業(yè)統(tǒng)計(jì)數(shù)據(jù)表明,機(jī)床故障中刀具失效導(dǎo)致的停機(jī)時(shí)間占據(jù)了總停機(jī)時(shí)間的1/3 左右。研究數(shù)據(jù)表明,安裝有刀具監(jiān)測系統(tǒng)的數(shù)控機(jī)床生產(chǎn)率提高了10%~60%,機(jī)床的利用率也提高了50%,同時(shí)也節(jié)約了30%左右的成本費(fèi)用[1],因此對于機(jī)床刀具的實(shí)時(shí)監(jiān)測意義重大。通常刀具損壞的形式主要是破損和磨損。破損包含脆性破損和塑性破損,常見的形式有崩刃、裂紋、剝落等。磨損則是指連續(xù)的漸進(jìn)磨損。刀具磨損后,使得工件表面粗糙度變大,加工精度降低,切削溫度升高,刀具的振動(dòng)也明顯增大,直至刀具不能正常使用。因此刀具磨損的在線狀態(tài)監(jiān)測研究對于加工質(zhì)量、效率和加工成本,以及精度要求較高的數(shù)控機(jī)床來說至關(guān)重要。刀具磨損的在線監(jiān)測也是數(shù)控自動(dòng)化柔性制造系統(tǒng)中一個(gè)重要的研究課題。
通常將刀具磨損過程劃分成三個(gè)階段:初期磨損、中期磨損和劇烈磨損。初期磨損,由于新刀刀刃表面粗糙度不均勻,接觸應(yīng)力比較大,以及表面的加工缺陷導(dǎo)致初期磨損比較快;中期磨損,當(dāng)過了初期磨損后,刀具刀刃較為平整,此階段的刀具磨損速度相對較慢,切削過程平穩(wěn),這一過程占據(jù)了整把刀壽命的90%左右;在劇烈磨損期,刀具正常磨損到一定程度后,刀具和工件的接觸情況漸漸惡化,刀刃會(huì)鈍化,摩擦力會(huì)變大,振動(dòng)增大,直至刀具徹底失去切削能力為止。
刀具磨損的監(jiān)測技術(shù)很多,根據(jù)監(jiān)測機(jī)理通常分為兩類:直接法和間接法。直接法中常用的包括:接觸法、放射線法和光學(xué)監(jiān)測法。由于直接監(jiān)測法的使用局限比較大,所以不能滿足刀具實(shí)時(shí)監(jiān)測的要求。間接法中常用的包括:切削力法、聲發(fā)射法、主軸電功率法、刀具的振動(dòng)法、超聲波法等。目前認(rèn)為切削力信號(hào)是和刀具磨損相關(guān)性最好的信號(hào)。
1 刀具磨損監(jiān)測方法分析
刀具在工作時(shí)的狀態(tài)監(jiān)測技術(shù)通常由傳感器采集信號(hào)、信號(hào)處理及特征提取和識(shí)別部分構(gòu)成。在監(jiān)測技術(shù)中,刀具狀態(tài)監(jiān)測系統(tǒng)中的傳感器通常是用來采集相應(yīng)信號(hào)的,例如切削力、振動(dòng)、電流及功率、聲發(fā)射等。
1.1 刀具狀態(tài)的切削力監(jiān)測方法
切削力監(jiān)測技術(shù)目前是刀具磨損監(jiān)測研究中應(yīng)用最廣泛的,也是最穩(wěn)定的一種方法。通長在切削過程中,刀具會(huì)慢慢地磨鈍,然后導(dǎo)致切削力的增大,因此切削力的變化與刀具磨損狀態(tài)的變化是密切相關(guān)的。它的優(yōu)點(diǎn)有:信號(hào)采集方便、響應(yīng)速度快、靈敏度高等,可以實(shí)時(shí)地在線監(jiān)測刀具。但是通常由于測量切削力的儀器成本高,且安裝起來比較麻煩,所以對它的使用難以廣泛地推廣。
刀具磨損過程中,切削力會(huì)隨之增大,切削功率和扭矩變大,導(dǎo)致主軸的電機(jī)電流增大,負(fù)載的功率隨之增大,因此可采用監(jiān)測主軸電機(jī)的電流變化來識(shí)別刀具的磨損變化狀態(tài)。
1.2 刀具狀態(tài)的振動(dòng)監(jiān)測法
通常在振動(dòng)信號(hào)中會(huì)包含刀具磨損的有效信息,使用加速度傳感器就可以拾取信號(hào),進(jìn)行相關(guān)分析,從中分離出有效的磨損信息,進(jìn)而判斷刀具對應(yīng)的磨損狀態(tài)。
測量振動(dòng)信號(hào)的傳感器用的是加速度傳感器,傳感器通過底座的磁鐵片直接吸附到工件表面或者刀具的外圍部分。安裝簡單方便,成本低,攜帶方便,但是不同的安裝位置對信號(hào)產(chǎn)生不同的影響。從整體上來看,利用振動(dòng)監(jiān)測刀具的磨損狀態(tài)已經(jīng)實(shí)用化了,所要解決的問題主要是提高振動(dòng)法監(jiān)測刀具狀態(tài)的精度[2]。
1.3 刀具狀態(tài)的聲發(fā)射法
聲發(fā)射(簡稱AE)是近些年才發(fā)展起來的一種信號(hào)檢測技術(shù),聲發(fā)射信號(hào)是材料內(nèi)部的彈性變形能突然釋放所產(chǎn)生的彈性應(yīng)力波信號(hào)。在金屬切削過程中,存在很多的發(fā)生源,如工件和刀具的摩擦、切屑的折斷、刀具的磨損、被切材料的彈性變形等。當(dāng)?shù)毒甙l(fā)生磨損時(shí),其發(fā)出的聲發(fā)射信號(hào)將發(fā)生變化,它是一種高頻表面波,在傳播過程中衰減很快,通長在靠近切削區(qū)的范圍,采用壓電式的傳感器拾取信號(hào),同時(shí)由于其發(fā)射信號(hào)頻率過高才能避開干擾,靈敏度高[2],但是在實(shí)際的使用過程中,較難拾取有效的聲發(fā)射信號(hào)。
1.4 刀具狀態(tài)的電流及功率法
通常在刀具磨損時(shí),切削力發(fā)生變化,導(dǎo)致機(jī)床主軸功率產(chǎn)生變化,所以監(jiān)測機(jī)床主軸電流功率的變化也能間接地監(jiān)測刀具的磨損狀態(tài)。此法具有安裝簡便、成本低、不受加工條件限制等優(yōu)點(diǎn)。它是一種比較簡易且可廣泛推廣的刀具狀態(tài)的簡易監(jiān)測法,但是由于精度受限和響應(yīng)速度慢,還有傳動(dòng)系統(tǒng)的精度也會(huì)造成電機(jī)電流和功率的波動(dòng),因此有待發(fā)展和完善。
通過分析各類方法的優(yōu)缺點(diǎn),最終選擇刀具的振動(dòng)信號(hào)作為監(jiān)測的對象來采集分析,并使用時(shí)域、頻域、時(shí)頻分析來獲取相關(guān)特征量,從而獲取刀具磨損狀態(tài)的對應(yīng)信息。
2 刀具磨損實(shí)驗(yàn)設(shè)計(jì)
2.1 試驗(yàn)?zāi)康呐c方法
金屬銑削過程中對刀具磨損試驗(yàn)?zāi)康氖鞘褂脝我蛩刈兞康脑囼?yàn)方法,來研究相關(guān)的變化對刀具的磨損機(jī)理以及磨損強(qiáng)度的影響規(guī)律,并對試驗(yàn)結(jié)果予以分析。
試驗(yàn)主要是采集振動(dòng)信號(hào)作為以后的分析信號(hào),將加速度傳感器安裝到裝夾刀具的主軸外側(cè)X 和Y 方向,所采集的動(dòng)態(tài)信號(hào)通過傳感器傳輸?shù)讲杉瘍x里面,采集儀對信號(hào)經(jīng)過相應(yīng)的處理后,送入計(jì)算機(jī)利用分析軟件進(jìn)行相應(yīng)的分析處理。在機(jī)械設(shè)備故障診斷中,常用的振動(dòng)信號(hào)分析方法有時(shí)域分析、自譜分析、互功率譜、包絡(luò)分析等。有些故障信號(hào)在頻域中故障信息不太明顯,但是在時(shí)域中卻反應(yīng)明顯,所以僅通過頻譜分析的方法是有局限的,應(yīng)該多用幾類方法分析。
為了將振動(dòng)測試法應(yīng)用于刀具磨損監(jiān)測,圖1 所示的是基于振動(dòng)的刀具磨損監(jiān)測系統(tǒng)。

圖1 實(shí)驗(yàn)方法圖
2.2 試驗(yàn)設(shè)備
為了證明振動(dòng)監(jiān)測組件的正確性和可靠性,實(shí)驗(yàn)是在學(xué)校工廠的1 臺(tái)大連機(jī)床廠產(chǎn)的立式車銑加工中心(VDL-600 A)上進(jìn)行的,刀具是西南刀具公司產(chǎn)的用于銑削平面的雙刃圓銑刀,工件是1塊長方體的45鋼。實(shí)驗(yàn)系統(tǒng)由北京東方振動(dòng)和噪聲技術(shù)研究所產(chǎn)的加速度傳感器(INV9822 型)、四通道數(shù)據(jù)采集儀(INV3018A 型)、振動(dòng)信號(hào)分析軟件及相應(yīng)分析儀器組成。根據(jù)實(shí)驗(yàn)設(shè)計(jì)的條件,采樣頻率設(shè)定為5 120 Hz,信號(hào)采集是連續(xù)采取多把由新刀至發(fā)生劇烈磨損期的振動(dòng)信號(hào)。試驗(yàn)條件如表1 所示。

表1 試驗(yàn)條件
3 試驗(yàn)結(jié)果數(shù)據(jù)分析
通常對于采集到的振動(dòng)信號(hào)單獨(dú)作時(shí)域或者頻域分析都不會(huì)取得很好的效果,同時(shí)由于在拾取振動(dòng)信號(hào)時(shí),信號(hào)是非穩(wěn)定的,因此對于信號(hào)的分析采用時(shí)域、頻域分析相結(jié)合的方法才可以較好地獲取故障信息。
2014 年3 月,在VDL-600 A 立式加工中心上進(jìn)行刀具的振動(dòng)測試實(shí)驗(yàn),主軸轉(zhuǎn)速為500 r/min,進(jìn)給速度為80 mm/min,背吃刀量為0.5 mm 和1 mm,加工厚度為10 mm,測試得到的刀具的磨損量相關(guān)數(shù)據(jù)如表2 所示。

表2 刀具磨損測試結(jié)果

圖3 刀具在500r/min 急劇磨損下時(shí)域、頻域曲線圖

圖4 刀具在1000r/min 輕微磨損和劇烈磨損下頻域曲線圖
對采集到的振動(dòng)信號(hào)分別采用時(shí)域、頻域和互功率分析的方法,可以獲得很多的故障曲線,幾組典型的時(shí)頻曲線圖,如圖2~圖6。
4 試驗(yàn)結(jié)論

圖5 刀具在1500r/min 下,初期和末期頻域曲線圖
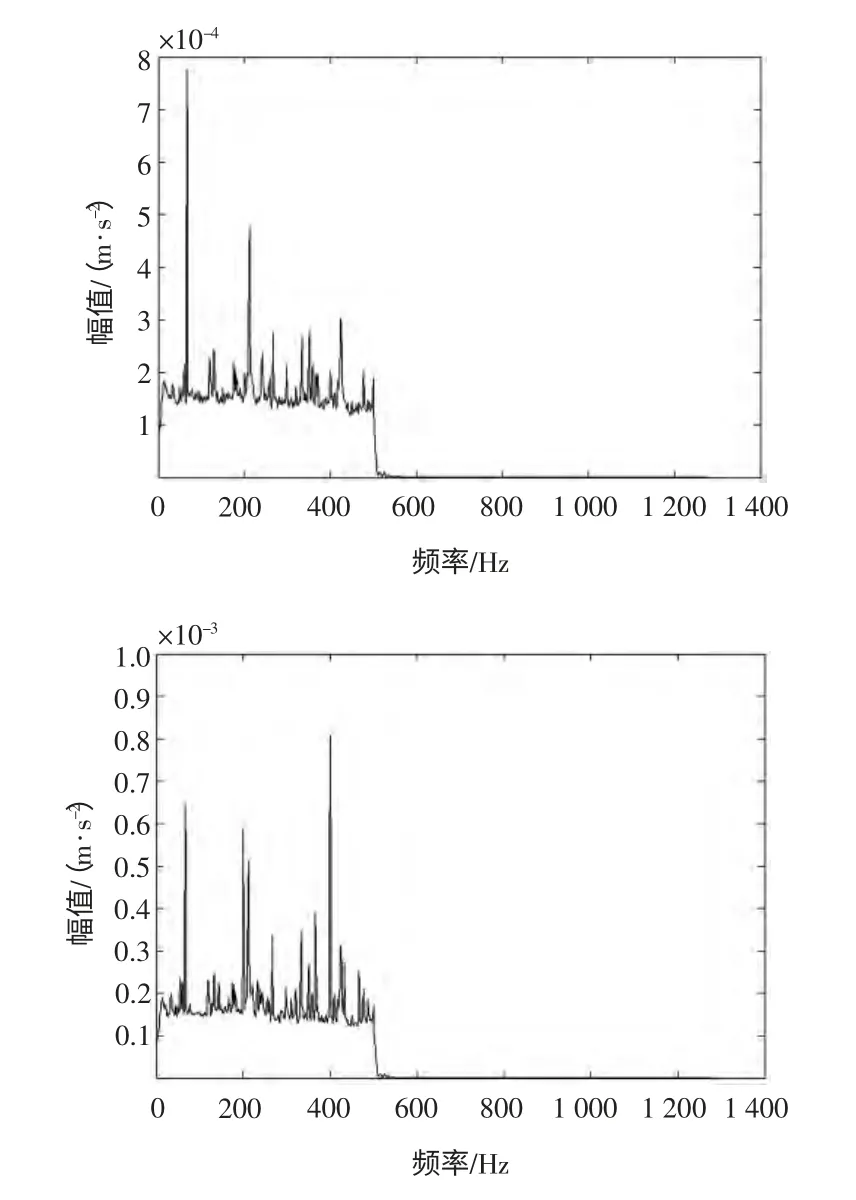
圖6 刀具在2000r/min 下初期和末期頻域曲線圖
1)從加工過程中工件的被加工表面可以看出,粗糙度是不斷變化的。刀具在初期磨損的一段時(shí)間內(nèi),工件表面粗糙度比較高,這是由于新刀的表面本身也不光滑或者由于其表面氧化層等缺陷導(dǎo)致;在其正常磨損過程中,工件表面的外觀比較亮。在劇烈磨損期,刀具的磨損導(dǎo)致工件表面變得較不平整。
2)通過顯微鏡觀測,由于加工工藝限制,新刀表面不是很平整,在初期磨損也相對較快,但是一段時(shí)間后磨損趨于平穩(wěn),刀刃的表面也趨于平齊;在后期劇烈磨損階段,刀具開始出現(xiàn)較大的振動(dòng),這是由于刀刃出現(xiàn)了較大的磨損,出現(xiàn)了一些刀刃脫落,導(dǎo)致加工時(shí)磨損的噪聲也明顯增大。
3)通過對振動(dòng)信號(hào)進(jìn)行相關(guān)分析,從得到的時(shí)域、頻域圖中可以觀測到,開始時(shí)刻磨損較輕微,振動(dòng)程度也屬于輕微振動(dòng),到后期當(dāng)振動(dòng)較為激烈時(shí),時(shí)域、頻域圖曲線就顯示更多的波動(dòng)。通過對比試驗(yàn)中刀具相應(yīng)的磨損狀態(tài),表明振動(dòng)信號(hào)可以揭示刀具磨損的狀態(tài)。因此可以對振動(dòng)信號(hào)做相關(guān)的分析從而監(jiān)測刀具磨損狀態(tài),也表明試驗(yàn)可行。
4)試驗(yàn)設(shè)計(jì)了不同轉(zhuǎn)速、不同進(jìn)給速度、不同背吃刀量來揭示不同的因素對刀具磨損程度的影響,從試驗(yàn)結(jié)果時(shí)域、頻域圖的分析結(jié)果可以看出,高的轉(zhuǎn)速導(dǎo)致刀具的壽命有所降低,大的進(jìn)給量也同樣降低刀具壽命,同樣大的背吃刀量比小背吃刀量對刀具的壽命影響也是明顯的。因此從提高刀具壽命的角度來講,在滿足加工要求的前提下,盡量選取合適的小背吃刀量和進(jìn)給速度及轉(zhuǎn)速。同時(shí),我們在同一轉(zhuǎn)速前提下,從頻域功率譜圖中發(fā)現(xiàn),當(dāng)劇烈磨損時(shí)刀具的振動(dòng)明顯大于初期的磨損情況,劇烈磨損中能量幅值的波動(dòng)顯著多于初期穩(wěn)定的頻率狀況。試驗(yàn)結(jié)果表明,完全可以用振動(dòng)測試技術(shù)法對刀具的磨損狀態(tài)進(jìn)行監(jiān)測和故障診斷。
[1] Dimla D E.Sensor signals for tool-wear monitoring in mental cutting operrations-a review of mental[J].International Journal of Machine Tools&Manufacture,2000,40(8):1073-1078.
[2] 莊子杰.基于聲發(fā)射和振動(dòng)法的刀具磨損狀態(tài)檢測研究[D].上海:上海交通大學(xué),2009.
[3] 楊永.數(shù)控機(jī)床刀具磨損的振動(dòng)監(jiān)測法[J].機(jī)械,2009(7):58-60.
[4] 黃民,李功,張永忠.礦井提升機(jī)振動(dòng)測試與故障診斷[J].煤礦機(jī)械,2002(12):78-81.
[5] 曾祥超,陳捷.數(shù)控機(jī)床刀具磨損監(jiān)測實(shí)驗(yàn)數(shù)據(jù)處理方法研究[J].機(jī)械設(shè)計(jì)與制造,2009(1):213-215.
[6] 趙志宏.基于振動(dòng)信號(hào)的機(jī)械故障特征提取與診斷研究[D].北京:北京交通大學(xué),2012.
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
鴨綠江(2021年35期)2021-04-19 12:24:18
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
考試與評價(jià)·高一版(2020年6期)2020-11-02 02:45:24
天天愛科學(xué)(2020年6期)2020-09-10 07:22:44
電子制作(2018年18期)2018-11-14 01:48:24
電子制作(2018年11期)2018-08-04 03:25:42
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25
