基于Dynaform的梁類件成形分析及回彈研究
2014-07-03 06:08:14王德倫劉雁冰
兵器裝備工程學報 2014年4期
王德倫,劉雁冰
(重慶理工大學 車輛工程學院,重慶 400054)
車身作為汽車組成的三大部件之一,是影響產品在市場的競爭力的主要因素,車身沖壓件作為車身的重要組成部件,它的質量影響著后續的焊接質量和裝配質量。因此,可以說車身沖壓其對整車產品強度和精度影響巨大[1]。在板料沖壓成形過程中,車身金屬沖壓件受到成形力的作用而產生變形,在成形過程中可能會出現板料的起皺、破裂、劃傷、凹痕、回彈等缺陷[2]。車身覆蓋件結構復雜,預測沖壓成形的可行性和準確性具有一定的難度。模具的開發周期長短影響著整車開發時間,可以嘗試通過利用有限元軟件的方式來模擬模具開發與板料成形過程,并可在此基礎上對回彈變形進行分析與預測,提前發現問題。有助于企業降低開發風險,節約制造成本,提高設計精度。
汽車梁類件結構相對簡單,針對其特點,以基于LS-DYNA 所開發的一款板料成形數值模擬軟件eta/Dynaform 為基礎,對某汽車懸架安裝梁中段進行成形設計與分析,對其回彈工序進行模擬分析。采用截面法計算截面回彈量,將模擬結果與試驗產品進行對比,驗證了該數值模擬過程的準確性,此方法同樣適用于大多數梁類件。
1 沖壓件工藝設計及成形分析
1.1 梁類件的特點及有限元算法
梁類件作為車身重要組成結構部件之一,具有固定、支撐和承受外部載荷的作用,如前后縱梁、地板橫梁、頂蓋橫梁以及部件安裝支架和加強板等。梁類件要求有較高的強度,因此其厚度相對外覆蓋件稍厚,一般厚度t≥1.5 mm,截面形狀多為U 形。在焊接工序中要求梁與其他板料進行焊接,所以其結構中的安裝孔與定位孔較多。本文采用某車中段懸架安裝梁作為研究對象,其材料為B250P,厚度t =1.6 mm,材料具體參數如表1 所示。

表1 B250P 材料參數
板料成形過程是一個大變形的非線性力學過程[3],影響其結果的因素有很多,其中物理因素包括坯料的參數與性能、模具間隙、壓邊力大小、工藝補充面的形狀等。仿真技術因素包括材料模型、網格密度、求解算法等。成形模擬分析方法采用動態顯式(dynamic explicit)算法。
動力顯式有限元方程:

采用中心差分方算法[4]離散時間位移后得到

式(2)中:M 為一致質量矩陣;C 為阻尼矩陣;Fent為等效外力矢量;Fint為等效內力矢量;U¨表示節點加速度矢量;U·節點速度矢量。
由于中心差分格式的算法是條件穩定的,穩定性條件通常由系統的最高頻率決定[5],滿足穩定性條件的時間增量步長為

Tmin為系統最小固有振動周期,Δtω臨界時間步長。
1.2 沖壓件成形分析
Dynaform 成形分析過程主要由3 部分組成,即建立計算模型、求解和分析研究計算結果[6],具體流程如圖1 所示。

圖1 dynaform 分析步驟
首先建立有限元模型。將所要研究的安裝梁的數模導入到CAD 軟件中,對零件的幾何模型進行填充等局部處理。轉換為igs 格式后導入到Dynaform 軟件中,導入后的三維模型如圖2 所示,可以看到這是一個非對稱的U 形件。

圖2 三維數模圖
對模型進行網格劃分,利用前處理中的surface mesh 網格生成器劃分單元尺寸為5 ~25 mm 大小的網格。網格類型一般為四邊形,部分可以用三角形。零件是深度均勻側壁平整的U 形件,因此可選擇Z 方向作為沖壓方向。零件本身具有法蘭,因此依據壓料面盡量簡化的原則,采用法蘭面作為模具的壓料面。工藝補充面部分采用工藝補充截面法(profile)生成,在Master profile 中選擇類型2。據此生成的工藝補充面(Addendum)。對模面進行檢查,包括側壁傾斜度、拉深深度狀況和截面拉深比檢查。
利用BSE 模塊對坯料尺寸進行估算,得到其尺寸為435 mm×298 mm。對板料、凸模、凹模和壓壓邊圈進行網格劃分。凹模單元網格數量為12 695,凸模單元網格數量為7 011,壓邊圈單元網格數量為6 509,坯料單元數量為3 962,板料網格自適應等級為3。檢查單元網格的質量包括法向檢查,邊界檢查,單元重疊檢查和翹曲變形檢查。參考生產中的制造經驗與工藝,拉深工序采用單動壓力機,壓邊力參數選擇為60 kN,摩擦系數為0.125,模具間隙取0.1 t。拉深速度為5 000 mm/s,壓邊圈運動速度為2 000 mm/s。設置拉深筋來增加材料流動阻力,調整材料流速,有利于減少起皺凹陷等不良現象,拉延筋采用單側布置的半圓等效拉延筋。
針對工藝補充面的直壁傾斜角度和凹模圓角等因素對零件成形質量的影響進行了模擬分析。第一次成形將工藝補充面的凹模圓角半徑R 設置為15 mm,直壁傾斜角度(拔模角)設置為20°。通過LS-DYNA 進行求解運算等到成形結果及即成形極限圖(FLD),如圖3(a)所示。從圖3 中可以看出,零件直壁部分出現大面積開裂。將工藝補充面直壁部分的傾斜角度調整為10°,進行第二次拉深成型模擬。如圖3(b)從圖中可以看出零件直壁部分出現了起皺現象,同時底面出現成形不充分區域,在工藝補充面部分出現了大面積拉裂,不能滿足質量要求。據此,繼續減小工藝補充面拔模角度,調整為6°,進行第三次拉深模擬,其成形結果如圖3(c)。
可以看到,相比拔模角度為10°,零件兩側面起皺面積減少,成形充分面積增加,圓角處未出現拉裂狀況,但頂面仍然成形不充分。接下來可以優化工藝補充面圓角。初始工藝補充面凹模圓角部分半徑R =15 mm,零件凹模圓角部分半徑為11 mm,因此減小工藝補充面圓角部分半徑至11 mm,同時減小工藝補充面拔模角度至3°進行分析。最終成形結果如圖4 所示,工藝補充面上凹模圓角部分未出現的拉裂,頂面拉延充分,中間部分區域出現輕度起皺。模面的四個頂角處為1.18 mm,其他部分成形后厚度變化均勻,減薄率在4.13%左右。由于減薄率控制在4% ~10%[7]是可以接受的,所以此結果達到了此安裝梁的成形要求。

圖3 拉深成形FLD 圖

圖4 調整模具圓角及拔模角后的FLD 圖
2 回彈模擬分析
回彈的產生在理論上是不可避免的,尤其是強度較高的鋼板,回彈是金屬板料成形中最難控制的缺陷,包括拉深工序的卸載回彈、切邊回彈和翻邊中的局部卸載回彈[8]。影響回彈的因素主要包括材料屬性,壓邊力大小,凹凸模圓角半徑和摩擦系數大小等,采用數值模擬法預測回彈克服了解析法和實驗法的不足[9],文章采用Dynaform 對上一步拉深后的零件進行回彈模擬。
2.1 成形后卸載回彈模擬
打開Dynaform 導入上一步拉深結束后生成的dynain 文件。在回彈分析中重新定義材料參數,選擇全積分單元(fully integrated),厚向積分參數為7,同時選擇粗化網格,合并角度5°。回彈計算采用無模法,在零件底部選擇3 個節點作為限制運動的約束點。
經過計算可以得到卸載后零件坐標系中X、Y、Z 3 個方向位移。可以發現X 方向的回彈位移最大值為0.06。在Y方向上的底面沒有回彈,零件中間部分回彈量最大,其最大回彈值為0.45 mm。在Z 方向上底面回彈量為0.2 mm,直壁部分的回彈量為0.34 mm。法蘭面回彈量為0.9 ~1.2 mm。邊角有出現翹曲,部分會在切邊工序中切除。卸載回彈較小,會累積到下一工序切邊回彈中。
2.2 切邊回彈模擬
切邊模擬相對于拉深模擬不同,切邊涉及到形狀邊界問題[10]。前一工序對其質量影響不大,可以將其簡化為只考慮邊界的幾何過程。提取零件的輪廓線生成切邊線,導入拉深模擬生成的dynain 文件,調整局部單元進行切邊。再次導入切邊生成的dynain 文件進行回彈模擬。將回彈計算的結果導入eta/Post 后處理中,取X=-64,X=-130,X=-178,X=-225,X=-275 五處的截面作為回彈分析位置,在每個截面側壁上做8 個等分點進行測量。
第一個截面各點位移模擬測量結果如表2 所示,從位移云圖可以看到Y 軸正向和Y 軸負向的回彈量為0.3 ~0.9 mm 和0.5 ~0.9 mm。

表2 X=-64 mm 處測點位移測量值
第二個截面各點位移模擬測量結果如表3 所示,從位移云圖可以看到Y 軸正向和Y 軸負向的回彈分別為0.606 ~0.977 mm 和0.641 ~1.874 mm。

表3 X=-130 mm 處測點位移測量值
第三個截面各點位移模擬測量結果如表4 所示,從位移云圖可以看到Y 軸正向和Y 軸負向的回彈分別為1.120 ~1.742 mm 和1.174 ~2.357 mm。

表4 X=-178 mm 處測點位移測量值
第四個截面各點位移模擬測量結果如表5 所示,從位移云圖可以看到Y 軸正向和Y 軸負向的回彈分別為1.224 ~1.752 mm 和1.345 ~2.457 mm。
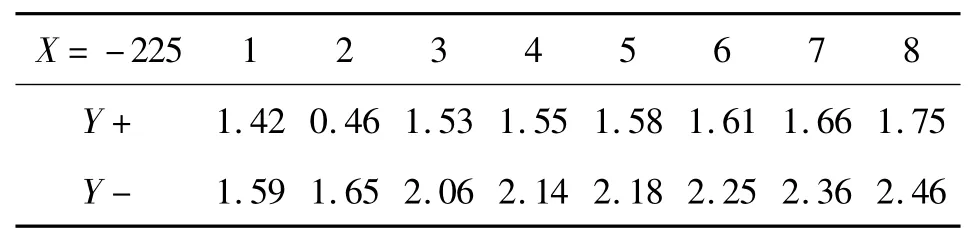
表5 X=-225 mm 處測點位移測量值
第五個截面各點位移模擬測量結果如表6 所示,從位移云圖可以看到,Y 軸正向和Y 軸負向的回彈分別為0.290 ~0.458 mm 和0.589 ~0.867 mm。
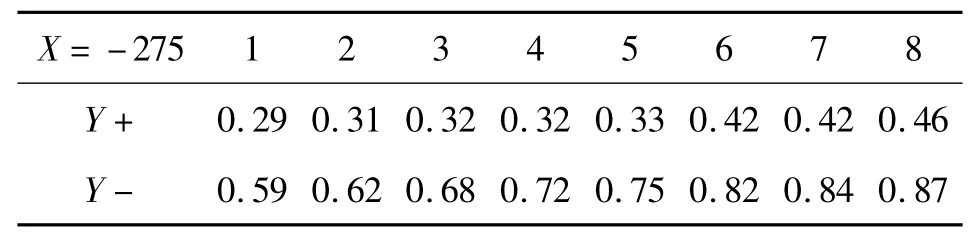
表6 X=-275 mm 處測點位移測量值
對上述5 組截面的測量數據的平均值進行擬合,得到曲線如圖5 所示。

圖5 節點回彈量曲線圖
從曲線可以看出,由于在成形時拉延筋是單側分布的,Y軸正向的直壁部分受到較大的拉應力,所以Y 軸正向的回彈量要小于Y 軸負向的回彈量。形狀復雜的位置由于成形受力不均,所以回彈量也要大一些。
3 模型的測量實驗
通常,汽車車身沖壓零件的外形特征、尺寸公差、幾何參數采用檢具來測量,其優點是操作性好,缺點是精度上無法完全保證。基于光學技術和計算機輔助工程的CMM 測量(三坐標測量)作為新型測量技術具有高精度、高效性等優點[11]。文章采用CMM 測量實際測產品回彈量的大小。
測量分為以下幾步,選取上述的5 個截面,每個截面取8個點作為測量點。如圖6 所示,采用RPS 基準定位建立測量作坐標系。通過零件的特征定位建立零件坐標系。導入三維模型到Metrolog μ-log 中,特征對齊,使兩個坐標系相匹配,測量值讀取。

圖6 實驗模型
運用測點分析功能,對比實際測點坐標值與之前模擬的理論值,輸出測得的5 組數據測量值,并將其擬合。圖7 為數值模擬與測量結果對比圖。
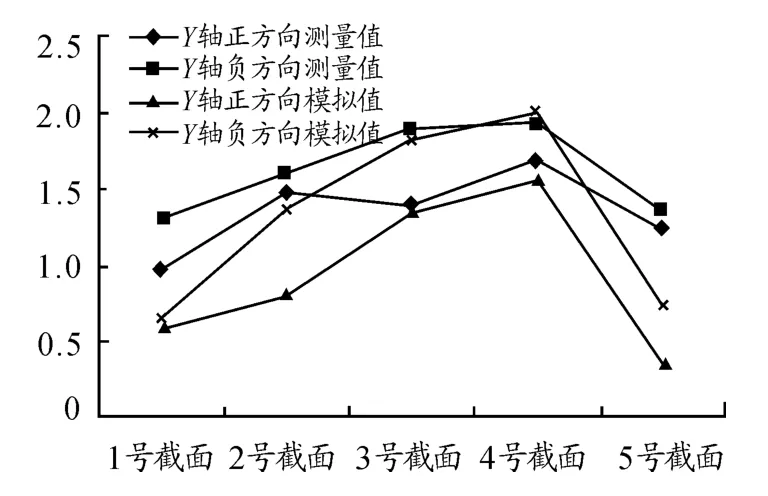
圖7 模擬與試驗對比圖
從圖7 中曲線看出,數值模擬得到的回彈值與實際測量的回彈值盡管存在一定的誤差,但總體趨勢一致。都是零件中間部分的回彈量要大于兩側的回彈量,Y 軸正向的回彈量小于Y 軸負向的回彈量。
4 結束語
以某車型的懸架安裝梁中段為研究對象,基于Dynaform對其進行拉深模擬成形,通過調整工藝補充面,壓邊力和拉延筋布置等工藝參數,得到了滿足條件的成形結果。分析了影響回彈的因素,對卸載回彈和切邊回彈問題進行了分析。得出成形后的卸載回彈量較小,切邊之后回彈量增大,分析了兩側回彈量不等的原因。獲得了具有一定參考價值的工藝參數。
采用三坐標測量法(CMM)對實際生產出的零件回彈量進行了測量,通過測量結果與有限元仿真回彈值進行對比,獲得回彈趨勢一致的結論,從而驗證了金屬板料成形有限元模擬分析對梁類件在實際工業生產中具有重要的指導意義。
[1]解后循.車身覆蓋件沖壓成型數值仿真研究[D].鎮江:江蘇大學,2003.
[2]劉桂花,馮再新.板料沖壓成形過程中回彈預測及控制的研究進展[J].熱加工工藝,2011,40(17):114-117.
[3]唐鏡.汽車覆蓋件模具沖壓有限元仿真分析[J].機電一體化,2008(9):57-59.
[4]王勖成,邵敏.有限單元法基本原理和數值方法[M].北京:清華大學出版社,1997.
[5]Hallquist J O.LS-DYNA3D Theoretical Manual[M].Livermore Software Technology Corporation.California,1993.
[6]羅紅梅.高強度鋼板汽車梁彎曲回彈仿真與控制研究[D].南昌:南昌大學,2012.
[7]李少巖,齊寶軍.汽車覆蓋件沖壓成型過程中的常見缺陷及分析[M].北京:北京理工大學出版社,1998.
[8]胡平.汽車覆蓋件模具設計[M].北京:機械工業出版社,2011.
[9]謝暉.基于CAE 仿真的沖壓回彈影響因素研究[J].湖南大學學報,2003,30(5):29-34.
[10]周平.汽車覆蓋件切邊回彈問題中若干算法研究[D].長春:吉林大學,2009.
[11]屈健康,藺小軍.逆向制造CMM 測量關鍵技術研究[J].機械制造,2009,47(12):45-46.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
世界農藥(2019年2期)2019-07-13 05:55:12
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
銅業工程(2015年4期)2015-12-29 02:48:39
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
