關于裝載機前工作燈燈架設計的工藝分析
2014-07-01 23:36:56陳超孫立民廖軍榮
機械工程師 2014年5期
陳超, 孫立民, 廖軍榮
(廣西柳工機械股份有限公司,廣西柳州450007)
關于裝載機前工作燈燈架設計的工藝分析
陳超, 孫立民, 廖軍榮
(廣西柳工機械股份有限公司,廣西柳州450007)
對裝載機前工作燈及燈架進行了全新的設計,根據工藝流程,對各零件按工序進行分析,對總成件的主要拼焊工序進行三維截面分析,改進后的結構在工藝上是可行的,工作燈安裝支架滿足工藝性,設計合理。
全新的設計;工藝性;截面分析;設計合理
0 引言
隨著市場經濟由高速發展向穩健發展過渡,工程機械產品也逐步邁向了一個新的時代,在以產品質量贏取市場的同時,外形美觀如流線型等各種造型也被注入于工程機械產品中,但鑒于工程機械的重工性質,無疑對產品的工藝和制造是一種挑戰。
1 前工作燈整體造型及工藝流程
某型號裝載機是我公司最新推出的新產品,在產品的工作性能和可靠性指標滿足要求的同時,外觀造型也成為將產品推向市場的焦點,作為依附于車架上的前工作燈,其外觀對整車的造型有很大關系,于是對前工作燈及燈架進行了全新的設計,為了便于生產和大批量制造,在設計的全過程中進行了認真的工藝分析及研究。圖1為前工作燈的整體造型,其工藝流程如表1。

圖1 裝載機前工作燈

表1 前工作燈工藝流程
2 燈架的工藝性分析
燈架整體為拼焊件,分為3部分,如圖2。

圖2 燈架三部分結構
1)燈安裝座板。材料Q235,厚度T=6 mm需要3道工序完成:落料→成型→沖孔,其沖壓工藝分析見圖3。
通過軟件對安裝座板進行沖壓工藝分析可知,其設計可行,能夠在保證質量的情況下實現沖壓,并能在制造的過程中克服可能出現的90°回彈。

圖3 沖壓工藝分析
2)下支撐板。材料Q235,厚度T=6 mm,需要下料、折彎兩道工序完成。
如圖4,折彎后會出現凸起,應該留有工藝缺口便于完美成型,并利于后面的拼焊。
3)安裝板。材料Q235,厚度T=12 mm,需要下料、鉆孔兩道工序完成,工藝上能保證質量。

圖4 折彎后出現凸起

圖5 焊接工藝分析(截面)
工作燈安裝支架工藝分析。制造支架總成需要的工序:拼→焊→修磨→屏蔽→噴丸→清理→除油→底漆→刮膩子→打磨→面漆→回攻→防銹→入庫,計14道工序。本文主要對其拼焊工序進行工藝分析,拼搭時需要制作專用拼搭工裝,焊接工藝分析見圖5截面。
對安裝座板和下支撐板的拼焊做截面如圖5,此處的焊縫為天然形成的單邊V形焊縫,折彎板形成內腔密封結構,因此里面無法施焊,考慮到燈架重量較輕,可以不焊里邊,外邊40°的角度滿足焊槍的施焊空間,但因上蓋板尺寸4.19 mm會導致6 mm的焊縫不能滿足,同時下料的尺寸偏差和折彎壓型的偏差累計也會導致尺寸4.19 mm不穩定,給后序帶來困難,以至于沒有焊縫空間,因此應將安裝座板上的蓋板加寬處理到105 mm。
對安裝座板和安裝板做截面如圖6,其上邊焊縫為單邊V形焊縫,40°的角度滿足焊槍施焊空間,焊縫尺寸為12mm,但因安裝座板板厚為6 mm,12 mm的焊縫會導致座板焊穿,因此建議將焊縫尺寸設計為6 mm;下邊的焊縫為V形焊縫,施焊空間可行,同上將其焊縫尺寸設計為6 mm。
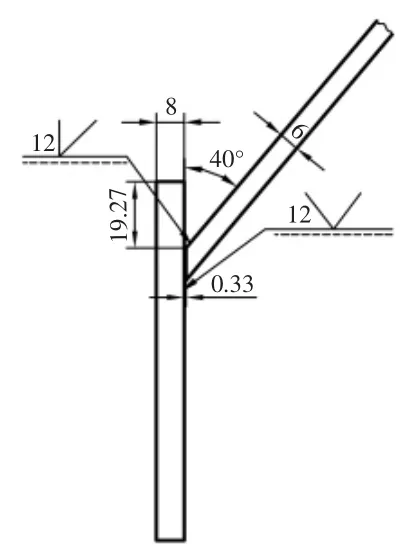
圖6 安裝座板和安裝板截面
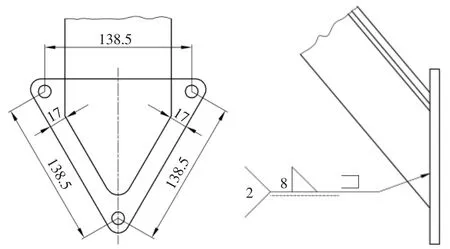
圖7 兩邊對稱的角焊縫
對下支撐板和安裝板進行工藝分析,如圖7可以看到是兩邊對稱的角焊縫,焊縫尺寸8 mm,施焊空間滿足工藝要求,焊接可行。
其總體的工藝為:先將安裝板和下支撐拼焊,再拼焊安裝座板。
3 結語
綜上所述,經建議更改后的結構在工藝上可行,工作燈安裝支架滿足工藝性,設計合理。
(編輯啟 迪)
TP 391.7
A
1002-2333(2014)05-0166-02
陳超(1985—),男,助理工程師,主要從事裝載機構件產品線技術質量及制造工藝研究等。
2014-03-12
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
