ZL26纖維濾棒成型機組中線膠檢測系統的設計應用
2014-07-01 23:36:56韓偉中
機械工程師 2014年5期
韓偉中
(深圳煙草工業有限責任公司生產管理部,廣東深圳518220)
ZL26纖維濾棒成型機組中線膠檢測系統的設計應用
韓偉中
(深圳煙草工業有限責任公司生產管理部,廣東深圳518220)
針對ZL26型纖維濾棒成型機組中線膠斷流、寬度超標等質量問題,采用機器視覺技術設計了中線膠檢測系統。該系統在盤紙尾引輥附近安裝視覺鏡頭和光源,當檢測到盤紙上中線膠斷流、寬度超標時,系統報警、停機并自動保存不良數據和圖像,利用原機自帶SIEMENS觸摸屏嵌入中線膠檢測的設置、圖像顯示、數據報表等功能。
中線膠檢測;機器視覺;嵌入式C程序設計
1 存在的問題
ZL26型纖維濾棒成型機組是目前在國內煙草生產企業應用廣泛的一種機型,濾棒生產速度為600 m/min。在實際應用中,該機組由于盤紙速度快、膠水結團、中線膠涂膠器堵塞會造成中線膠斷流、寬度超標等質量問題,ZL26型纖維濾棒成型機組原設計中沒有對中線膠檢測部分,若出現中線膠斷流做成的濾棒流入到卷煙接裝段或成品中,勢必影響卷煙接裝段的加工和卷煙品牌形象。為保證棒芯和濾棒紙之間的粘合,便于卷煙接裝加工和吸煙者抽吸卷煙時,防止濾芯脫落,需要確保濾棒中線膠的質量。在生產過程中,通常的解決辦法是要求操作員工定時抽取成品濾棒并撕開查看。這種方法比較落后,濾棒成型機的生產速度非常快,平均每秒就能生產10 m濾棒,一旦發現中線膠已有斷流現象,設備已生產大量的濾棒,不但增加回收難度,還極大地影響生產進度和浪費原材料。
要檢測中線膠是否斷流,中線膠的寬度是否超標,利用光電檢測技術很難檢測中線膠多項指標。為此,利用視覺檢測技術設計了中線膠檢測系統,以解決ZL26型纖維濾棒成型機組中線膠斷流、寬度超標等問題,提高濾棒成型質量。
2 系統介紹
2.1 硬件構成
中線膠檢測系統硬件主要由CCD檢測器、PLC、工控機和VGA采集卡組成。CCD檢測器負責檢測中線膠是否斷流和寬度是否超標,當檢測到中線膠有以上問題時,將信號傳送給PLC,把不良圖像傳送給工控機;VGA采集卡把檢測器的實時影像顯示到原機觸摸屏上,從而對涂膠效果進行有效的實時監控,如圖1所示。
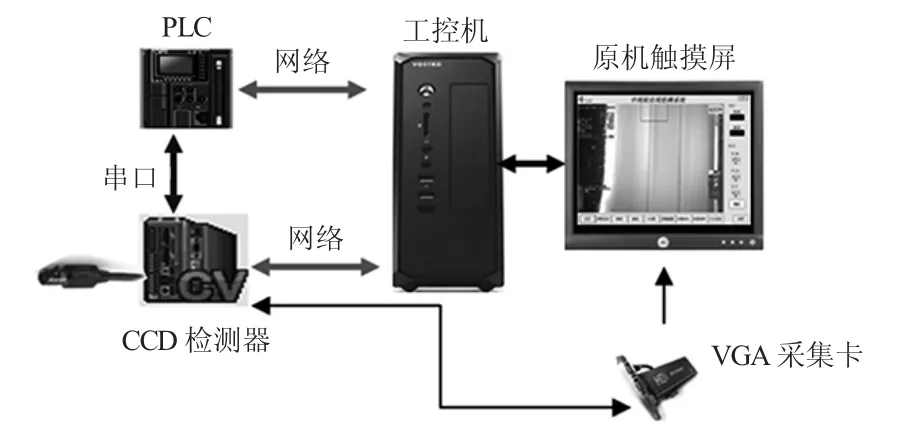
圖1 中線膠檢測系統
1)檢測器。圖2的CCD檢測器采用的是日本基恩士公司CV-5000智能相機系統,通過圖像灰度值處理,膠水帶和濾棒盤紙有明顯的區別,不但圖像穩定,且易于分析計算。
光源與CCD相機鏡頭安裝在涂膠出口處附近。相機每15 ms拍一張照片作為檢測。檢測結果發送到PLC,如果檢測結果為不良,則把不良的圖片發送給工控機保存。
相機取像后,將在相片中尋找中線膠,并計算它的寬度和角度,如果有斷膠情況,則尋找失敗。同時還計算出濾棒紙帶邊緣的位置和角度,從而算出中線膠帶相對濾棒紙帶邊緣的位置。
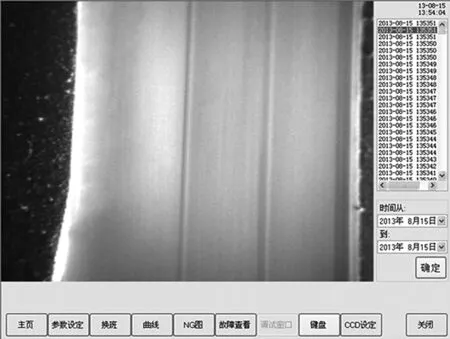
圖2 CCD檢測
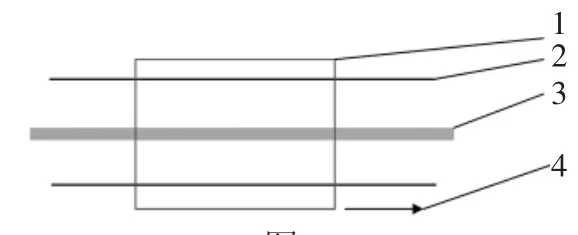
圖3

圖4 檢測器安裝示意圖
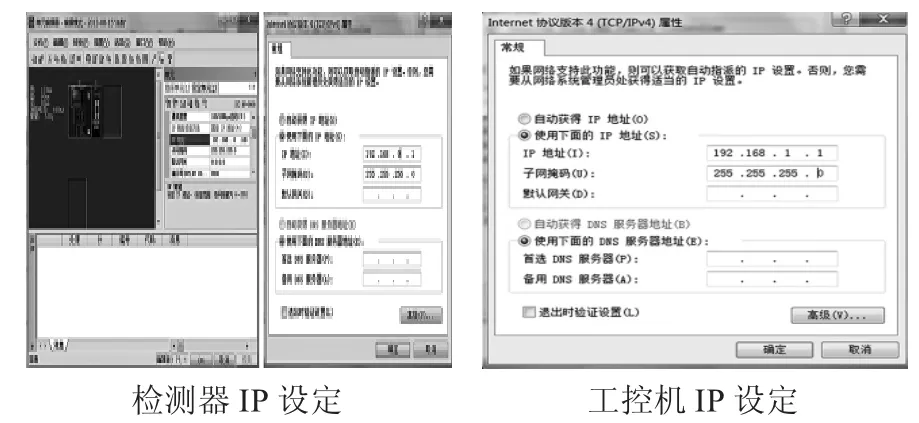
圖5 檢測器與工控機的IP地址設定
檢測器一旦檢測出不良,通過以太網把不良圖片發送到工控機。檢測器與工控機的IP地址設定如圖5所示。
2)PLC。PLC采用的是基恩士公司的KV-5000控制器。PLC主要負責控制CCD檢測器,接收CCD檢測器的測量結果并存儲,再以恰當的方式把檢測信息發送到工控機,由于檢測器的檢測頻率較高,故選擇該響應速度快的PLC作為檢測器結果接收端。PLC與工控機的通訊采用以太網方式,其IP地址和工控機對應網口的IP地址設定如圖6所示。
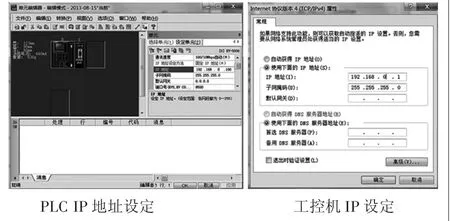
圖6 PLC及工控機IP設定
檢測器的運行信號、檢測信號和不良結果信號連接到PLC的輸入端。結合運行信號,可以統計檢測數量和不良數量。而不良結果中又分為中線膠斷流、中線膠寬度超標和中線膠位置超標3種類型,更多有關檢測結果的數據(如區別眾多種類的不良結果),是通過RS232串口通信方式從檢測器傳送到PLC。在PLC程序中,當運行信號開啟時開始統計,每當檢測信號為ON時,就代表檢測一次,檢測數量就會累加。而當不良結果信號為ON時,再從RS232串口數據中區別是哪一種不良結果,然后對應的不良統計數量累加。
PLC發送到工控機的數據中有4類,分別為:測量數量、中線膠斷膠數量、中線膠位置超標數量和中線膠寬度超標數量。為區別這4類數據發送到工控機的數據中,頭字節為1的是測量數量數據,2為中線膠斷膠數量數據,3為中線膠位置超標數量數據,4為中線膠寬度超標數量數據。并不是每次測量PLC都會把數據發送給工控機,因為測量的頻率很高,系統設計時要求工控機有故障時也不會影響檢測的運行。故PLC設計成每隔10 s才發送數據到工控機上。也就是每隔10 s,會發4條信息給工控機。每條信息中都分別含有該10 s內所發生的數量總數。
3)工控機。工控機用的是研華UNO系列工控機。工控機負責顯示檢測器的實時影像,保存檢測器的NG圖片,保存檢測器的測量結果及監控PLC。
4)VGA采集卡。VGA采集卡用的是圓鋼C199采集卡。檢測器的實時影像輸出端只有VGA端口,為了在軟件界面上顯示實時影像。我們采用PCI插槽的VGA采集卡。通過采集卡的SDK動態庫,把實時影像采集到軟件界面上。
2.2 軟件設計
軟件主需求為:1)利用原機觸摸屏在線實時監控中線膠檢測狀況;2)統計檢測次數和不良次數;3)保存不良圖片并方便瀏覽。
基于軟件的需求,系統采用微軟的C#作為開發平臺,組態控件作為開發工具,用微軟的數據庫軟件SQL2005來存儲相關數據。
系統軟件主要分成三大部分:第一部分為通過以太網與PLC的通訊來監控PLC;第二部分為通過以太網與檢測器的通訊來獲取不良圖片數據;第三部分為數據庫的操作。
1)組態控件的應用。為了方便工控機與PLC和視覺系統的通訊,我們設計了專用的組態控件。該控件能無縫結合微軟強大的C#開發平臺。圖7為安裝了組態控件后C#平臺界面圖。
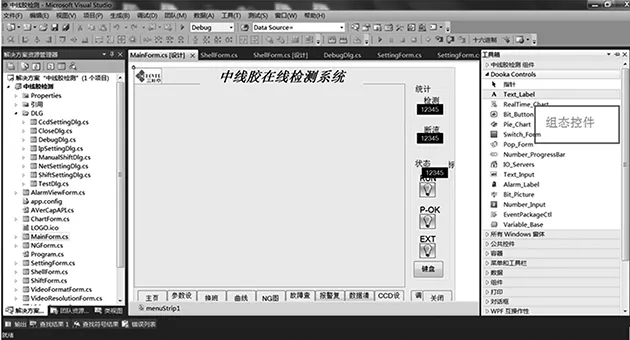
圖7 開發平臺主界面
為了與PLC通信,需要添加設備(PLC),在組態控件欄中,添加“IO_Servers”控件,并在該控件的“屬性”窗口中單擊“設備編輯”項,將彈出一個設備添加窗口。通過該方式,添加基恩士KV系列PLC作為設備,通信方式為以太網,如圖8所示。
設備添加完以后,還需添加需要監控的設備變量。在“IO_Servers”控件的“屬性”窗口中單擊“變量編輯”項,將彈出一個“變量編輯”窗口,在該窗口中依次添加需要監控設備(PLC)的變量。如圖9所示。
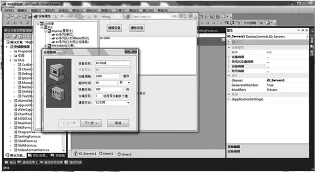
圖8 添加設備(PLC)窗口

圖9 變量編輯窗口
有了組態控件,鏈接PLC并監控 PLC變得容易,且縮短了項目開發時間。
2)不良圖片數據存儲。由于圖片數據量大,PLC不方便存儲,故檢測器檢測的不良結果圖片數據將直接發送給工控機存儲。考慮到檢測器的檢測頻率非常高,一旦出現許多檢測不良,將會產生大量不良圖片需要傳輸。故選擇以太網的傳輸方式,檢測器直接通過以太網跟工控機連接。
3)統計數據應用。從硬件的角度來看,PLC和檢測器比工控機的穩定性要好。所以系統要求一旦工控機出現短暫故障,檢測系統不應受到影響。但在工控機出現故障的時間段,檢測的數據怎么辦?為了解決這個問題,先把檢測結果的數據存放到PLC存儲器里。PLC內有一程序段,該程序段每隔10 s掃描確認工控機是否正常,如果正常,將把最近的存儲數據依次發送到工控機。流程如圖10所示。工控機收到數據后,將把數據存放到數據庫中。

圖10 流程圖
2.3 軟件系統效果圖
1)主畫面。如圖11,原機觸摸屏中間部分為檢測器的實時影像區域,利用VGA采集卡的動態鏈接庫,把檢測器的實時影像數據顯示在窗口里。右邊“統計”和“狀態”欄是設備(PLC)的變量值,使用組態控件建立與設備(PLC)的鏈接并創建設備(PLC)變量,即可方便監控設備(PLC)。最下方為功能按鈕鍵,可切換到其他窗口畫面。
2)不良圖片歷史查看。如圖2,根據所選的時間段,右邊列表將從數據庫中讀取該時間段內所有檢測到的不良圖片的名稱并羅列出來,圖片名稱根據檢測的時間點來命名。在列表中選中一項,左邊將顯示對應的不良圖片。不良圖片的歷史瀏覽,有助于對涂膠狀況的分析與改善。
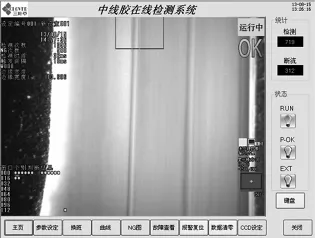
圖11 主界面
3)數據統計柱狀圖表。如圖12所示,根據所選的時間段,從數據庫中讀取數據,并以圖表柱狀圖的方式分別顯示檢測總數及中線膠斷流總數,寬度超標總數和位置超標總數。
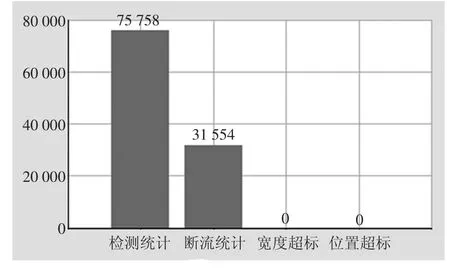
圖12 數據統計柱狀圖表
4)數據統計曲線圖表。如圖13所示,根據所選的時間段,從數據中讀取數據,并按每小時或每天的統計繪制成檢測數量,中線膠斷流數量,中線膠寬度超標數量和中線膠位置超標數量曲線圖。
5)報警記錄查詢。如圖14所示,每一次系統報錯,都會把報錯信息保存到數據庫中,圖中列表按最近發生時間排列顯示故障發生時間點及恢復時間點。
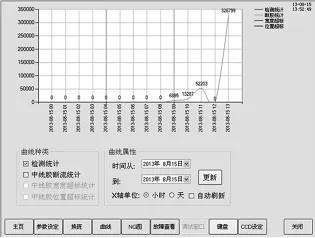
圖13 數據統計曲線圖表
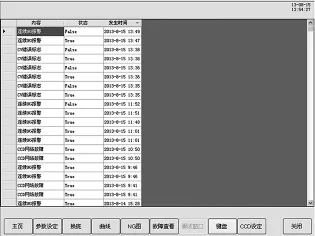
圖14 報警記錄查詢
3 結 語
ZL26型纖維濾棒成型機組安裝中線膠檢測系統后,已穩定運行一年多,未產生系統沖突,生產中能及時發現中線膠斷膠、中線膠位置和寬度超標的缺陷,并進行報警和停機。整個系統設計簡單實用,維護方便,較好地解決了ZL26中線膠斷膠、位置和寬度超標問題,有效地提高了濾棒質量。
[1] 杜勁松,蔣華英.基于DSP的煙支重量控制系統的設計[J].微計算機信息,2006,22(9-1):76-77,118.
[2] 劉天貽.基于Windows平臺的煙支平均重量控制系統的研究與開發[D].南京:南京航空航天大學,2006.
[3] 崔佩佩,何強,韓壯志,等.用LabVIEW FPGA模塊實現不同時鐘域的數據連續傳輸[J].現代電子技術,2011,34(17):149-152.
[4] 劉學海,韓東,王斌,等.基于IPC-PLC的PASSIM卷煙機組電控系統設計[J].煙草科技,2010(11):25-28.
[5] 周密,李彥.基于Windows/RTX煙支實時測控系統研究[J].技術機集成制造系統,2008,14(12):2393-2400.
(編輯立 明)
Inspection System Design of Mid-line PVAc Glue in ZL26 Fiber Filter Rod Making Unit
HAN Weizhong
(Shenzhen Tobacco Industry Co.,Ltd.PM Dept.Shenzhen,Guangdong,China)
Fragmentary shape and width defaults of mid-line PVAc glue occasionally occurs in production of ZL26 fiber filter rod making unit.Machine vision technology is used to inspect the defects,an embedded C program is designed to communicate settings,images,reports with the SIEMENS S7 PLC system of ZL26 fiber filter rod making unit.When the defects are inspected,the combination will alarm and stop.
inspection system of mid-line PVAc glue;machine vision;embedded C program design
TS 43
A
1002-2333(2014)05-0194-04
韓偉中(1961—),工程師,從事卷煙設備管理及維護工作。
2014-02-21
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
