基于FANUC系統數控車加工懸鏈曲線的研究
2014-07-01 23:36:53吳爽
機械工程師 2014年5期
關鍵詞:數控車床
吳爽
(沈陽職業技術學院機械工程學院,沈陽110045)
基于FANUC系統數控車加工懸鏈曲線的研究
吳爽
(沈陽職業技術學院機械工程學院,沈陽110045)
通過對FANUC數控車床懸鏈線宏程序的編制,探索了規律類曲線宏程序的編制方法,利用簡單實例說明了宏程序編制程序的方法,工件坐標原點不在Z零點的程序編制方法,為連續加工相同形狀圖形宏程序編制方法和其他特殊規律類曲線的編制提供了參考和借鑒。
FANUC數控車床;宏程序;懸鏈線;加工
0 引言
為了編制各種復雜規律曲線形狀零件加工程序,減少手工編程時進行的繁瑣數值計算,以及精簡程序量,采用宏程序編程,使用變量進行算術運算、邏輯運算和函數的混合運算,進行循環語句、分支語句和子程序調用語句,大大簡化了編程。同樣,對于圖形相同、尺寸不同的系列零件的編程;對于工藝路徑相同、位置參數不同的系列零件編程,都較大地簡化了程序并擴展了應用范圍。
1 懸鏈線曲線方程
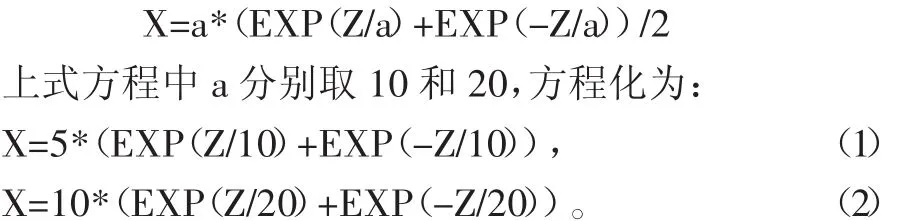
懸鏈線(Catenary)是一種曲線,它的形狀因為與懸在兩端的繩子由于均勻引力作用掉下來之形相似而名。適當選擇坐標系后,懸鏈線的方程是一個雙曲余弦函數。等高懸鏈線數學表達式為:

式中:a是一個常數,x為自變量,y是因變量。在FANUC數控車床坐標系中Z為自變量,X為因變量,將上式方程化為FANUC數控車床坐標系下的方程為:
2 編制加工懸鏈線曲線的宏程序
方程(1)中,用#101表示自變量Z;用#102表示Z/10,即#102=Z/10=#101/10;用#103表示EXP(Z/10),即#103=EXP(Z/10)=EXP[#102];用#104表示EXP(-Z/ 10),即#104=EXP(-Z/10)=EXP[-#102];用#105表示因變量X,#105=5*[#103+#104];
數控車床中加工中采用直線逼近法加工特殊曲線,沿Z方向上每0.5 mm為一個步距,每遞增一個步距得到一個Z值,通過計算得到一個對應的X值,將計算得出的X、Z值進行刀具直線插補到該點,以此類推,最后加工得出懸鏈線的加工輪廓。
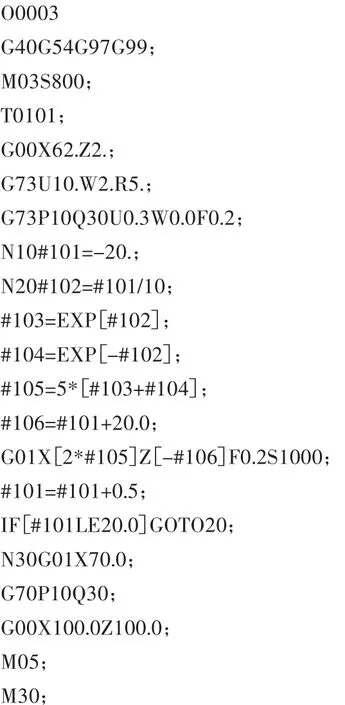
在實際加工中,我們采用先粗加工,后精加工的方法,假設在毛坯直徑尺寸為φ60 mm、長度為100 mm的圓柱棒料上加工懸鏈線形狀,利用FANUC數控車床粗加工指令G73(輪廓復合形狀多重粗車固定循環)進行粗加工,利用FANUC數控車床精加工指令G70(精車固定循環)進行精加工,完成懸鏈線加工程序編制。
編制程序結果圖是將懸鏈線頂點設在工件坐標系原點,若將懸鏈線頂點設在Z向坐標-20處,懸鏈線宏程序粗、精加工完整編制如下:
仿真效果如圖1所示。
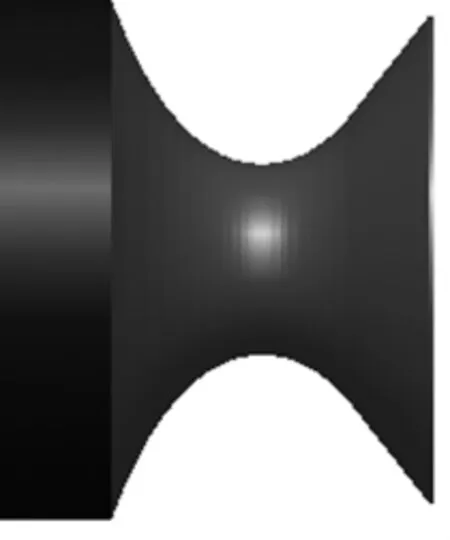
圖1 懸鏈線加工仿真
若加工連續相同的懸鏈線曲線圖形,需要利用FANUC數控車床子程序加工簡單方便。假設需加工連續3個懸鏈線曲線圖形,每兩個圖形之間頂點距離為50 mm,那么分別在G54、G55、G56中設置工件坐標系原點數值,若第一個懸鏈線在G54零點坐標為(-148.666,-340.700),那么第二個懸鏈線在 G55零點坐標為(-148.666,-390.700),同理第三個懸鏈線在G56零點坐標為(-148.666,-440.700)。編制懸鏈線加工主、子程序如下:
主程序:

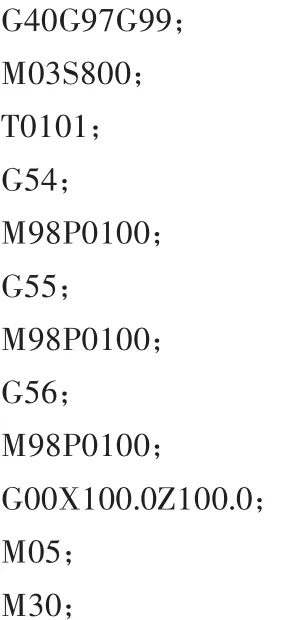
子程序:
連續3個相同圖形形狀仿真效果如圖2所示。
圖2 3個連續懸鏈線加工仿真
3 結語
在加工復雜規律類曲線外形時,可利用宏程序變量參數設置,完成復雜曲面的粗、精加工;對于坐標原點不在Z=0位置處的外形,可采用對Z初始值設置來改變原點位置;對于加工連續形狀相同的外形,可采用在G54~G59設置不同坐標原點來完成加工;對于其他方程的曲線,可利用上邊的方法完成曲線宏程序編制,本文介紹的方法可為其他類曲線加工提供借鑒和參考。
[1] 關穎.基于FANUC系統的拋物線宏程序編制與加工解析[J].煤礦機械,2011(9):112-114.
[2] 周保牛,黃俊桂.數控編程與加工技術[M].北京:機械工業出版社,2009.
(編輯立 明)
TP 391.7
A
1002-2333(2014)05-0164-02
吳爽(1978—),女,講師,主要從事數控加工研究。
2014-02-25
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42
