鏈條零件的加工工藝分析
2014-07-01 23:36:56單國紅
機械工程師 2014年5期
關鍵詞:工藝
單國紅
(齊齊哈爾永泰機械制造有限公司,黑龍江齊齊哈爾161000)
鏈條零件的加工工藝分析
單國紅
(齊齊哈爾永泰機械制造有限公司,黑龍江齊齊哈爾161000)
鏈傳動廣泛應用工作環境惡劣、傳遞功率大的場合。鏈條和鏈輪是鏈傳動的組成部分,鏈條加工的質量直接關系到鏈傳動能否滿足設計要求。文中主要對鏈板進行了加工工藝分析,并簡要介紹了套筒、銷子和滾子的加工工藝。
鏈條;加工工藝
0 引言
機械傳動包括帶傳動、齒輪傳動、鏈傳動等多種傳動方式。鏈傳動是機械傳動中的一種重要的傳動方式,是通過鏈條將主動鏈輪的動力傳遞到從動鏈輪的一種傳動方式,廣泛應用于傳動速度不很大、傳動功率大、工作環境惡劣的場合。鏈傳動過程中沒有打滑的現象,平均傳動比恒定,工作可靠,所需的張緊力小,在高溫、高壓、多塵等惡劣環境中都能良好地工作。但鏈傳動僅能應用于兩個平行軸之間的傳動,鏈條和鏈輪時間長了容易磨損,且鏈條易伸長,傳動的平穩性較差,運動過程會產生附加的載荷、振動、噪聲;與帶傳動相反,適用于低轉速的環境下。鏈傳動由鏈輪和鏈條組成。鏈條由鏈板、套筒、銷子和滾子組成。本文主要對鏈板、套筒、銷子和滾子的加工工藝進行分析。
1 鏈條鏈板的加工
1.1 鏈條鏈板
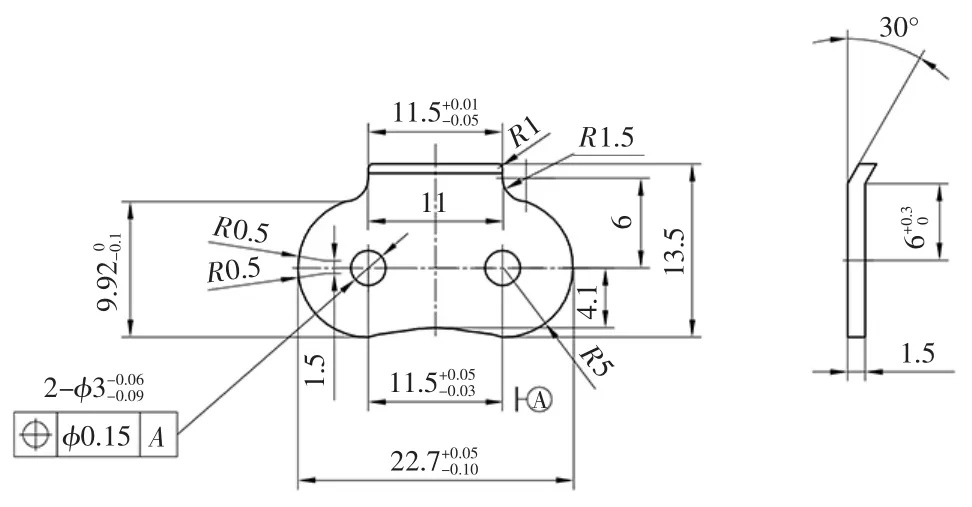
圖1 鏈板結構圖
外鏈板(材料為0Cr18Ni9,料厚1.5 mm)尺寸如圖1所示。該鏈板屬于中心對稱、左右相同結構。外形主要是由多個圓弧組成,內部包括2個φ3 mm孔。該鏈板精度要求較低,厚度為1.5 mm,長為22.7 mm,高為13.5 mm,年產量100萬,屬于大批量生產。分析鏈板的基本要求和材料屬性,可采用沖壓的方式進行加工。
1.2 鏈條鏈板的加工工藝
鏈板常見的加工方式是采用沖床加工,因此該鏈板也使用相同的加工方式即采用沖壓的工藝。外鏈板彎曲處的高度比較低,彎曲的角度為30°(較小),因此加工完成后容易回彈,導致高度方向13.5 mm的尺寸難以保證。同時2個φ3 mm加工孔的尺寸精度要求很高,為此采用多工位級進模的沖壓方式進行鏈板的加工。外鏈板的沖壓工藝為:1)備料;2)使用沖床粗沖2個φ3 mm孔;3)沖切口,折彎;4)折彎部分整形;5)精沖2個φ3mm孔;6)落料。再進行熱處理、噴砂和發藍之后就完成了外鏈板的加工。
1.3 其他鏈條零件的加工工藝
鏈條的套筒、銷子和滾子的加工工藝路線基本相似,介紹如下:
1)鏈條套筒。鏈條套筒材料是20CrNi,滲碳硬度大于75HRA。鏈條套筒的工藝路線是:備料(無縫鋼管)→拉絲并校直→加工內孔→對端面倒角處理→熱處理(淬火和回火)→無心磨削。
2)鏈條銷子。鏈條銷子材料為40Cr(硬度要求達到40HRC)。鏈條銷子的加工工藝路線為:備料(40Cr圓鋼)→拉絲并校直→切斷下料→工件兩端倒鈍→熱處理→無心磨削。
3)鏈條滾子。鏈條滾子材料為20鋼,其硬度為70HRC左右。鏈條滾子的加工工藝路線為:備料(20鋼無縫鋼管)→拉絲并校直→切斷下料→加工內孔→端面倒角處理→滲碳處理→熱處理→無心磨削。
2 鏈條零件加工工藝分析
鏈條的鏈板、套筒、銷子和滾子可以選用上述的材料和相應的加工工藝路線進行加工,能夠保證每個產品達到使用的要求。對于不同鏈條零件材料,可以選用與上面相同的加工工藝路線和熱處理方法,同樣能夠滿足加工要求。
2.1 鏈條鏈板加工工藝分析
鏈板的加工工藝主要是采用沖壓成型。在進行沖壓時剪板是為落料做準備,保證在落料時能夠實現合理的排料,軋制是為了保證鏈板的厚度尺寸達到標準的要求,同時實現鏈板的互換性要求;鏈板上的2個孔采用復合沖壓,沖出來的2個孔的位置和尺寸公差都能達到設計要求,使得最終鏈條的尺寸精度和強度都能達到設計的要求,落料排料能夠同時保證2個孔的中心連線方向和材料軋制方向的一致性。鏈板上2個孔的加工不僅要保證孔徑公差和形位公差,還要保證內外鏈板與銷軸的正確配合,實現標準要求的牢固度。熱處理能夠保證鏈板的綜合力學性能,去除內部應力,提高硬度,保證鏈條的最終強度。
2.2 鏈條套筒加工工藝分析
套筒的拉絲加工是為后序做準備,拉絲能夠保證外表,磨削量的一致性并且為內孔的加工制定高精度的定位基準。但拉絲之后,材料會彎曲,因此需要校直處理后才能進行下面的工序。鏈條套筒采用車切下料能夠有效地保證端面與中心線的垂直度。對于鏈條套筒內孔的鉆、擴、鉸工序可以采用鉆模和外圓定位,使內孔的尺寸精度、表面粗糙度和同軸度的精度達到設計要求。無心磨削能夠保證外圓表面的粗糙度和外徑尺寸精度,并且能夠極大地提高加工效率。鏈條套筒外徑尺寸精度的保證不僅能夠保證鏈條套筒與鏈板的裝配質量,而且也是滾子與套筒間間隙的保證。套筒的外表面精度保持能夠使滾子的滾動靈活,減小鏈條的磨損,提高鏈條的壽命。鏈條套筒的兩端面做倒角處理是工藝結構的需求,能夠保證在裝配時的快速性和安全性。對材料進行熱處理(滲碳、淬火和回火)能夠提高鏈條套筒的強韌性,使鏈條能夠提高承載的最大負荷,抗疲勞壽命和抗磨損壽命均能夠有很大的改善。
2.3 鏈條銷子加工工藝分析
鏈條銷子的加工工藝中,進行拉絲和校直的目標與鏈條套筒的拉絲和校直一致。車切下料的目的是為了實現鏈條銷子兩端面和中心軸線的垂直度,提升鏈條銷子的使用壽命。對于鏈條銷子的兩端面不進行倒角而進行倒鈍是為了在后續的裝配過程中鉚合量的最大化。鏈條銷子進行淬火和回火處理可使其具有良好的強度和韌性,從而保證鏈條銷子表面的粗糙度、表面質量并將加工的效率最大化。鏈條銷子的外徑尺寸精度要求較高是為了充分地保證銷子與鏈板之間的裝配質量。鏈條銷子與鏈板的裝配能控制銷子與套筒之間的間隙,使裝配出來的鏈條節距在公差范圍之內。鏈條銷子表面粗糙度的保證提高了鏈條銷子和套筒之間的接觸面面積,從而有效地提高了鏈條的磨損壽命。
2.4 鏈條滾子加工工藝分析
鏈條滾子的工藝路線基本上和套筒的加工工藝路線相同,不同之處在于材料的選擇和熱處理的不同。鏈條滾子在加工完畢之后需要進行表面發藍處理,以保證鏈條滾子在惡劣的工作環境中有效地工作。
3 結語
本文主要介紹了鏈條零件:鏈板、套筒、銷子和滾子的加工工藝;重點進行了鏈板加工工藝編制和分析,并在此基礎上對套筒、銷子和滾子的加工工藝進行了分析。鏈傳動是一種重要的傳動方式,對鏈條零件的加工工藝進行分析能夠保證鏈條的剛度和強度,從而保證鏈傳動能夠實現設計的要求。
[1] 陳加明,郭偉剛.外鏈板加工工藝優化與模具設計[J].模具工業,2011(1):40-41.
[2] 楊國先.齒形無聲鏈條鏈板孔及滾銷設計[J].機械傳動,2013(3):65-66.
[3] 楊國治.輸送鏈鏈板的加工[J].現代制造工程,1987(10).
(編輯啟 迪)
TH 162
B
1002-2333(2014)05-0267-02
單國紅(1959—),男,工程師。
2014-01-07
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
