輪式拖拉機防銹工藝研究及應(yīng)用
2014-07-01 23:36:56孫智鵬劉道欽楊小勇軒留永
機械工程師 2014年5期
關(guān)鍵詞:工藝
孫智鵬, 劉道欽, 楊小勇, 軒留永
(第一拖拉機股份有限公司,河南洛陽471001)
輪式拖拉機防銹工藝研究及應(yīng)用
孫智鵬, 劉道欽, 楊小勇, 軒留永
(第一拖拉機股份有限公司,河南洛陽471001)
通過大量的對比試驗,成功地在拖拉機底盤噴涂及修飾工藝中引入了“磷化脫脂”技術(shù)及“硬膜防銹”技術(shù),從而針對拖拉機中加工面、接縫處及旋轉(zhuǎn)部位形成了一套完備的防銹新工藝。
磷化脫脂技術(shù);硬模防銹技術(shù);防銹新工藝
0 引言
隨著國際市場的不斷拓展,通過海運集裝箱方式運輸拖拉機,使其長達數(shù)月時間存留在潮濕環(huán)境,造成拖拉機底盤中加工面、接縫處、運動部件銹蝕,嚴(yán)重影響拖拉機整機質(zhì)量及整機銷售,同時隨著用戶對產(chǎn)品外觀質(zhì)量要求的不斷提高及市場競爭的加劇,為了保障拖拉機外觀質(zhì)量,提升拖拉機市場競爭力,公司制定了拖拉機整機3年“不失光、不失色、不老化、不生銹”的目標(biāo),為實現(xiàn)上述目標(biāo),我們對生銹原因進行分析,針對分析原因大膽地對現(xiàn)有工藝進行變革,從而解決了拖拉機的生銹問題。
1 拖拉機生銹部位分類
經(jīng)過雨季對拖拉機生銹部位的排查匯總及結(jié)合市場反饋(含國際市場及國內(nèi)市場)信息,進行了拖拉機生銹部位的分類匯總,具體生銹部位如下:
1)底盤零部件的加工面:末端傳動總成中的齒圈加工面、懸掛系統(tǒng)中下拉桿加工面等。圖1所示為下拉桿加工面生銹。
2)提升系統(tǒng)的運動部件:提升系統(tǒng)的球頭、提升軸、提升桿、輔助油缸與提升臂連接部位等。圖2所示為提升系統(tǒng)中球頭旋轉(zhuǎn)面生銹。

圖2 提升系統(tǒng)中球頭旋轉(zhuǎn)面生銹
3)各個結(jié)合面的接縫處:動力輸出總成與箱體結(jié)合面、前后箱總成的結(jié)合面等。圖3所示為動力輸出總成與箱體結(jié)合面生銹。

圖3 動力輸出總成與箱體結(jié)合面生銹
2 拖拉機生銹部位產(chǎn)生原因分析
工藝技術(shù)人員首先對現(xiàn)有拖拉機底盤的噴涂工藝流程進行分析,查找現(xiàn)有工藝存在的問題。底盤噴涂工藝流程為:底盤預(yù)脫脂→底盤脫脂→底盤熱水洗1→底盤熱水洗2→底盤自動吹水→底盤人工吹水→底盤水分烘干→底盤面漆噴涂。
底盤在脫脂處理后(脫脂液中含有防銹成分),先后經(jīng)過了4次的水洗工序(水洗工序?qū)埩粼诘妆P上的脫脂液洗掉)及一道長達30 min的底盤水分烘干工序,使底盤加工面在底盤水分烘干后出現(xiàn)了大面積銹蝕現(xiàn)象,導(dǎo)致整機停放過程中,尤其是雨季或海運情況下,會出現(xiàn)銹蝕從內(nèi)到外的滲透,最終造成底盤大面積生銹,如圖4所示。

圖4 齒圈加工面生銹
其次,技術(shù)人員對整機的修飾工藝進行分析,整機的修飾工藝主要是對底盤噴涂死角及裝配過程中的劃傷部位進行修補,受到生產(chǎn)場地及作業(yè)環(huán)境的限制,不可能進行脫脂及防銹處理,造成修補后原部位防銹能力差,易形成銹蝕,因此尋求一種操作簡單、環(huán)境影響因素較小的防銹方案勢在必行。
最后,經(jīng)過技術(shù)人員討論,確定了拖拉機部件生銹的原因:1)底盤噴涂工藝不適合,防銹能力缺失;2)現(xiàn)有整機修飾工藝作業(yè)環(huán)境差,無法滿足防銹工藝要求。
3 “磷化脫脂”技術(shù)及“硬膜防銹”技術(shù)的引入及對比試驗
經(jīng)過向汽車行業(yè)及覆蓋件制造行業(yè)學(xué)習(xí)及查閱相關(guān)技術(shù)資料,對現(xiàn)有的涂裝工藝進行了改進,將普通的“脫脂劑”更換為“磷化脫脂劑”,消除了拖拉機底盤涂裝過程存在的隱患,同時在整機的修飾工藝中成功引入“硬膜防銹技術(shù)”,消除了作業(yè)環(huán)境對防銹工藝的影響。以下是新工藝的試驗對比過程。
3.1 磷化脫脂技術(shù)的試驗
1)磷化脫脂技術(shù)原理:磷化脫脂劑屬于酸性劑,脫脂與磷化同時進行,可在底盤表面形成磷酸鹽轉(zhuǎn)化膜,給基體金屬提供保護,防止金屬被腐蝕。
2)磷化脫脂技術(shù)試驗:(1)工藝排布。目前,汽車行業(yè)或覆蓋件生產(chǎn)企業(yè)常用的脫脂磷化工藝流程為:預(yù)脫脂→脫脂→水洗1→水洗2→表調(diào)→磷化。而我廠現(xiàn)有的底盤涂裝工藝無法滿足上述的工藝流程,同時為了保證面漆的質(zhì)量,磷化脫脂劑只能在現(xiàn)有的預(yù)脫脂、脫脂工位使用;(2)使用參數(shù)。經(jīng)過試驗摸索及效果驗證后,較為合理的工藝參數(shù)為:噴淋壓力為0.1~0.13 MPa、溫度為60± 5℃、pH值為3.5~4.5(檢測方式:pH試紙)。
3)試驗效果:拖拉機底盤經(jīng)過底盤預(yù)脫脂(含有磷化脫脂劑)→底盤脫脂(含有磷化脫脂劑)→底盤熱水洗1→底盤熱水洗2→底盤自動吹水→底盤人工吹水→底盤水分烘干,消除了原涂裝工藝在加工面產(chǎn)生的銹蝕現(xiàn)象,如圖5所示。

圖5 磷化脫脂劑使用后效果
脫脂磷化劑與普通的磷化工藝不同,它不含有害重金屬離子,減少了廢水處理負擔(dān);低溫使用,減少能源費用,幾乎無沉渣;減少廢渣處理直接兌水使用,控制槽液pH值,工藝簡單方便。脫脂處理后在整機表面形成一層磷化膜,該層膜熱水沖洗不掉,避免了脫脂后生銹問題,且能起到增加油漆附著力作用,從而提高了噴漆質(zhì)量。
3.2 硬膜防銹技術(shù)
針對底盤的銹蝕工藝改進,技術(shù)人員先后采用硬膜防銹劑、金屬成膜劑、蠟?zāi)し冷P劑技術(shù)進行試驗,采集相關(guān)數(shù)據(jù)進行分析。
1)切片試驗:為了充分驗證3種防銹技術(shù)的防銹能力,避免生產(chǎn)過程的浪費,工藝試驗采用標(biāo)準(zhǔn)切片方式進行。
(1)試驗條件:5%的氯化鈉鹽水溶液,溶液pH值調(diào)在中性范圍(6~7)作為噴霧用的溶液,試驗溫度均取35℃,沉降率在1~2 mL/(80 cm2·h)之間。
(2)試驗材料:HT250。
(3)試驗結(jié)果如表1所示。
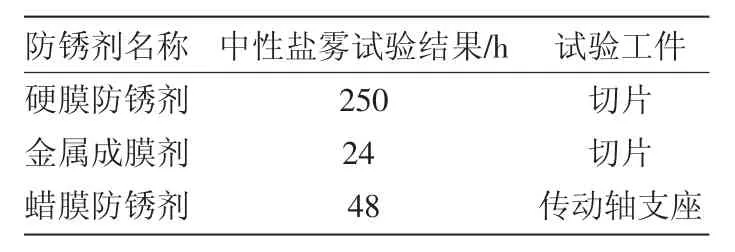
表1 試驗結(jié)果
從試驗結(jié)果可以看出,硬膜防銹劑的試驗效果最好。經(jīng)過第一步試驗后,項目實施組決定對硬膜防銹劑及蠟?zāi)し冷P劑進行下一步試驗。
2)生產(chǎn)節(jié)拍及可執(zhí)行性的驗證。
(1)硬膜防銹劑:以水為稀料按使用體積進行配比,隨后對工件進行10 min的浸泡或噴涂,滿足底盤涂裝生產(chǎn)節(jié)拍;
(2)蠟?zāi)し冷P劑:將液體蠟放入氣動噴壺內(nèi)進行噴涂,生產(chǎn)節(jié)拍滿足生產(chǎn)需要。
3)與現(xiàn)有涂裝工藝的兼容性驗證。
(1)硬膜防銹劑防銹機理:硬膜脫水防銹劑含樹脂、脫水添加劑、多種有機緩蝕劑、脂肪烴溶劑、醇類助劑等,噴涂或刷涂在零部件表面,可自動去除表面水分和鹽分,并很快形成一層透明的硬膜,對外觀及防護零件無質(zhì)量影響。通過生產(chǎn)過程中的大量實驗,沒有發(fā)現(xiàn)硬膜防銹劑與噴涂使用的水性漆發(fā)生不良反應(yīng),同時不影響油漆噴涂后的光澤度;
(2)蠟?zāi)し冷P劑噴涂防銹機理:液體蠟在噴涂零件表面形成一層軟膜,從而使零件表面與空氣中的氧氣隔離,避免氧化反應(yīng)。
4)模擬海運實際環(huán)境進行防銹效果驗證。
為了充分驗證硬膜防銹劑的防銹效果,我們加工樣件進行鹽霧試驗。使用HT250材料的樣件做如下對比試驗:首先噴涂上面漆,進行烘干后再噴涂上硬膜防銹劑,同時采用只噴面漆的樣件和噴上面漆及防護蠟的樣件進行對比試驗,得出試驗數(shù)據(jù)為:帶硬膜防銹劑的樣件耐鹽霧時間達到371 h,只噴面漆樣件為10 h多,面漆帶防護蠟的樣件達到63 h。試驗過程如圖6~圖8所示。

圖6 帶面漆及硬膜防銹劑樣件試驗

圖7 帶面漆和防護蠟樣件試驗

圖8 只帶面漆樣件試驗
5)實際環(huán)境下的試驗。
無論是硬膜防銹劑還是噴涂防護蠟的拖拉機整機,在防銹效果上均比以前有提高,但是噴涂防護蠟的拖拉機,由于蠟屬于油狀物,涂抹在整機上容易粘附灰塵,不容易清理,影響整機外觀質(zhì)量,經(jīng)過多次試驗及對比,最終我廠采用了硬膜防銹技術(shù)作為拖拉機的最后一道生銹防護。
4 結(jié) 語
市場反饋信息和我廠庫存車的驗證情況表明,“磷化脫脂”技術(shù)及“硬模防銹”技術(shù)的引入,生銹現(xiàn)象大幅度減少,特別是出口車的質(zhì)量提升更為明顯,經(jīng)過海運到達國外經(jīng)銷商手中的整機,基本上消除了生銹現(xiàn)象,使整機也不用再二次翻新,拖拉機的外觀質(zhì)量大大提高。同時,本項目的實施,實現(xiàn)了對現(xiàn)有拖拉機底盤噴涂工藝的改進,掌握了“磷化脫脂”技術(shù)及“硬模防銹”技術(shù),為拖拉機行業(yè)防銹技術(shù)打下了技術(shù)基礎(chǔ)。
(編輯立 明)
S 219.1
B
1002-2333(2014)05-0243-02
孫智鵬(1981—),男,工程師,主要從事拖拉機工藝管理和研究工作。
2014-01-22
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
