GH3039的成型特性研究及扇形件壓型解決方案
2014-07-01 23:36:55張辰鸞
機械工程師 2014年5期
張辰鸞
(哈爾濱汽輪機廠有限責任公司,哈爾濱150046)
GH3039的成型特性研究及扇形件壓型解決方案
張辰鸞
(哈爾濱汽輪機廠有限責任公司,哈爾濱150046)
為了解決燃壓機組中某隔板扇形件小角度壓型困難的問題,對GH3039材料做了在不同溫度條件下的拉伸試驗,根據(jù)試驗結果對該材料在不同溫度條件下的拉伸特性進行了分析和研究,并對3種預變形方案進行試驗,得出針對該零件的最佳熱壓型溫度和預變形量,進而優(yōu)化工藝方案。結果表明,GH3039扇形件在860℃溫度條件下壓型效果優(yōu)良,回彈小,并選取了合理壓型角度,配合工藝方案設計出實用工裝。
GH3039;熱壓型;工裝
0 引言
我廠生產(chǎn)的某燃壓機組中某隔板扇形件,由GH3039的邊板和擋板焊接而成。GH3039是一種單相奧氏體型固溶強化合金,適宜于850℃以下長期使用的航空發(fā)動機燃燒室和加力燃燒室零部件。GH3039化學成分如表1所示。
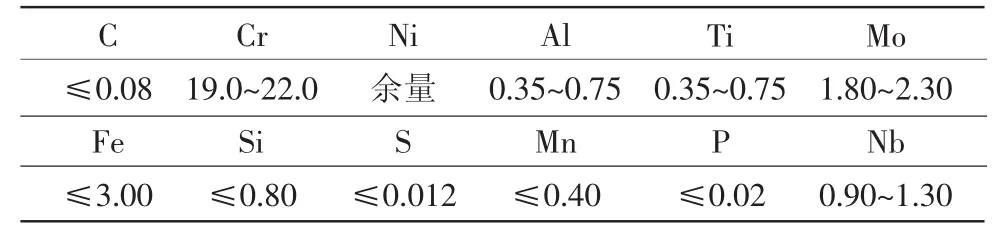
表1 GH3039的化學成分質量分數(shù) %
邊板扇形件的結構如圖1所示。
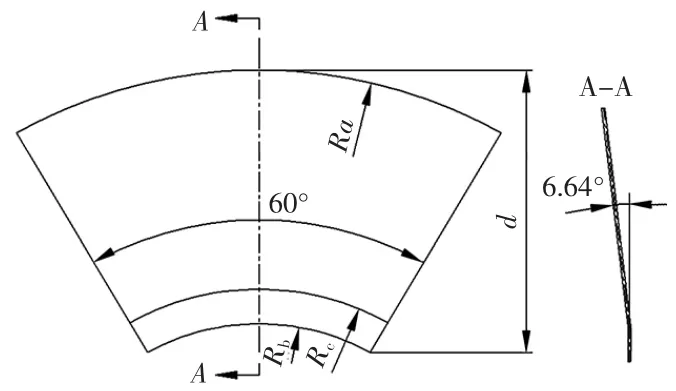
圖1 邊板零件圖
該零件為扇形,內(nèi)邊緣有6.64°彎折。作為機組重要部分的零件,質量要求較高。毛坯為厚度δ=4 mm的GH3039鋼板,由于曲線壓型且角度6.64°較小,容易回彈,預變形量不易確定,其壓型是一個難題。需對GH3039材料的成型特性進行研究,得出最合理的壓型溫度和預變形量,針對該零件,規(guī)劃合理的工藝方案并設計工裝,解決實際問題。
1 GH3039 在不同溫度條件下的拉伸試驗
拉伸試驗是對試樣施加軸向拉力,測量試樣在變形過程中直至斷裂的各項力學性能。使用與我廠實際生產(chǎn)中所用GH3039板材相同的鋼板,制作拉伸試樣,結合生產(chǎn)實際和經(jīng)驗,分別在400℃、600℃和860℃條件下進行拉伸試驗,記錄試驗結果,繪制拉伸曲線,根據(jù)曲線總結出該材料的特性,最終選定一個最合理的熱壓型溫度。根據(jù)拉伸試驗結果繪制出的3條拉伸負荷—伸長曲線,如圖2所示。
2 扇形件在不同預變形量條件下的壓型試驗
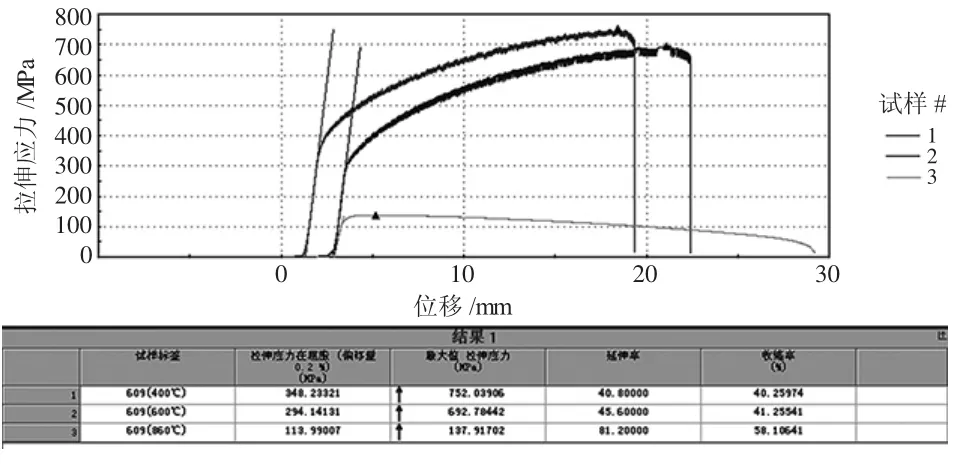
圖2 GH3039分別在3個溫度下的拉伸曲線
使用與實際生產(chǎn)中所用GH3039板材相同的板材制作壓型試驗件,試驗件尺寸與產(chǎn)品件壓型前尺寸相同。在選定的最合理熱壓溫度下,給定不同的預變形量,測量試驗件壓型后的回彈情況,確定最合理的壓型角度,確定工藝方案并設計工裝。給定的壓型角度分別為6.8°、7.2°和8°。
3 試驗結果
3.1 拉伸試驗結果
圖2中3條GH3039的拉伸曲線,紅色曲線溫度為400℃;棕色曲線溫度為600℃;綠色曲線溫度為860℃。試驗得出,在860℃條件下,GH3039材料的壓型效果最優(yōu)良,回彈小。
3.2 GH3039扇形件壓型預變形量的確定
GH3039扇形試驗件經(jīng)不同壓型角度的壓型試驗后,測量發(fā)現(xiàn)壓型角度為7.2°的試樣回彈后最接近產(chǎn)品6.64°的彎折要求。結合生產(chǎn)經(jīng)驗,確定該零件的熱壓型角度為7.18°。
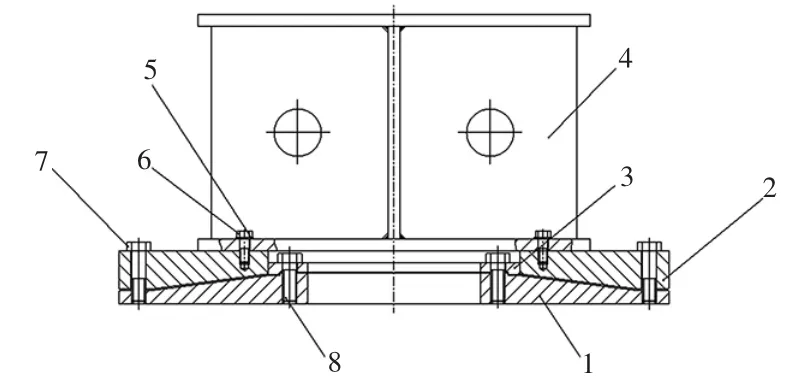
圖3 邊板扇形件的壓型工裝
3.3 確定零件工藝方案并設計工藝裝備
該零件工藝方案:按方料下料后,按扇形件展開尺寸機械加工,用專用工裝壓型后帶工裝加熱到860℃保持一段時間,經(jīng)校型得到合格的零件。配合工藝方案設計的工裝如圖3所示。
4 結論
GH3039材料在860℃條件下壓型效果好,回彈小。該GH3039邊板扇形件6.64°彎折按7.18°壓型效果最佳。經(jīng)實際生產(chǎn)驗證,本實驗的結果正確。
[1] GB/T 14995-2010,高溫合金熱軋板[S].
[2] GB/T14992-2005,高溫合金和金屬間化合物高溫材料的分類和牌號[S].
[3] 黃乾堯,李漢康.高溫合金[M].北京:冶金工業(yè)出版社,2000:4-6.
[4] 馬培利.高溫合金[J].金屬世界,1997(1):4-5.
[5] 黃春峰.SJ412-I火焰筒(GH3039)熱處理[J].燃氣渦輪試驗與研究,1990(2):69-70.
[6] 工程材料實用手冊編輯委員會.工程材料實用手冊:第2卷[M].北京:中國標準出版社,1989:220-234.
(編輯昊 天)
TK 473
B
1002-2333(2014)05-0229-02
張辰鸞(1986—),女,助理工程師,從事冷作焊接工藝工作。
2014-02-19
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
