漸開線花鍵裝配工裝的設(shè)計(jì)
2014-07-01 23:36:56徐克根隋明李元輝
機(jī)械工程師 2014年5期
徐克根, 隋明, 李元輝
(四川工商職業(yè)技術(shù)學(xué)院,四川都江堰611830)
漸開線花鍵裝配工裝的設(shè)計(jì)
徐克根, 隋明, 李元輝
(四川工商職業(yè)技術(shù)學(xué)院,四川都江堰611830)
漸開線花鍵由于齒數(shù)多,裝配時(shí)不易對位,容易損傷連接部分。特別是在封閉箱體內(nèi)、維修條件下、花鍵配合較緊時(shí)裝配特別困難。為此設(shè)計(jì)裝配工裝時(shí),按花鍵負(fù)變位原理設(shè)計(jì)特殊導(dǎo)向結(jié)構(gòu),工裝應(yīng)用于工廠設(shè)備的裝配與產(chǎn)品售后服務(wù)維修,取得了良好效果。
漸開線花鍵;裝配;工裝
0 引言
漸開線花鍵連接目前應(yīng)用十分廣泛。漸開線花鍵具有承載能力大、加工工藝性好、加工精度高等優(yōu)點(diǎn)。在工程實(shí)際中為了提高承載能力,漸開線花鍵連接要取較小的間隙。漸開線花鍵由于其齒數(shù)多,制造的形狀和位置誤差的存在,裝配時(shí)不易對位,且容易損傷連接部分。尤其是在封閉箱體內(nèi)裝配和維修條件下裝配以及配合較緊時(shí)裝配特別困難。為此可設(shè)計(jì)裝配工裝以改善裝配條件。
1 漸開線裝配工裝的設(shè)計(jì)
如圖1為FB系列閉式蜂窩煤成型機(jī)的主軸裝配結(jié)構(gòu)圖,主軸1是機(jī)器的工作主軸,它帶動(dòng)曲柄滑塊機(jī)構(gòu)運(yùn)動(dòng)從而使機(jī)器產(chǎn)生沖壓力,主軸的轉(zhuǎn)速為50 r/min,主軸受力主要為巨大的扭矩。主軸大齒輪2將扭矩傳遞給主軸,機(jī)體3用以支承各傳動(dòng)軸,機(jī)體裝配箱蓋板后形成封閉的齒輪箱,從而形成齒輪的閉式傳動(dòng)。圖中主軸1與主軸大齒輪2的連接為漸開線花鍵連接。漸開線花鍵連接參數(shù)為:模數(shù)m=3.5 mm,齒數(shù)z=26,壓力角α=30°。漸開線花鍵配合間隙很小,間隙為0.023~0.122mm。由于形位誤差的影響,實(shí)際裝配時(shí)出現(xiàn)接近零間隙或小過盈情況,加之相配合的兩個(gè)零件都較重(大于60 kg),而齒輪箱內(nèi)不易觀察對位(實(shí)際情況為盲裝),所以該漸開線連接裝配較困難,單件裝配時(shí)間為車間裝配時(shí)間20~40 min;而機(jī)器在維修中主軸漸線花鍵裝配時(shí),由于采用工作位置裝配,裝配更困難,維修設(shè)備裝配時(shí)間達(dá)30~120 min不等,有時(shí)還可能因裝配變形而造成裝配失敗和零件損壞。
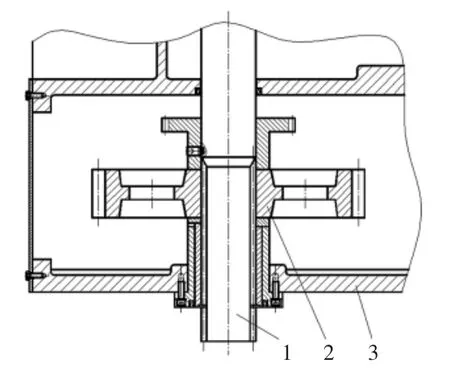
圖1 漸開線花鍵裝配情況
為了提高裝配效率,考慮設(shè)計(jì)裝配工裝用于裝配工作。為了解決裝配間隙太小的問題,工裝應(yīng)采用大間隙導(dǎo)向結(jié)構(gòu)設(shè)計(jì)。如圖2所示為裝配工裝結(jié)構(gòu)原理圖。工裝工作原理是利用花鍵導(dǎo)向軸頭3大端與三軸端面的花鍵對齊,花鍵導(dǎo)向軸頭3小端負(fù)變位花鍵具有導(dǎo)向作用以利于裝配。校正花鍵套2的作用是把主軸花鍵與導(dǎo)向頭對接時(shí)自動(dòng)對正位置。花鍵導(dǎo)向軸頭3的結(jié)構(gòu)為三段式,右段為導(dǎo)入段,該段花鍵采用較大負(fù)變位使花鍵外徑及齒厚都變小很多以便于導(dǎo)入。左段為校正段,作用為起裝配時(shí)自動(dòng)校正作用。中段是自然過渡段,同花鍵銑刀加工負(fù)變位花鍵時(shí)過渡自然形成,也起到裝配時(shí)逐漸校正位置的作用。
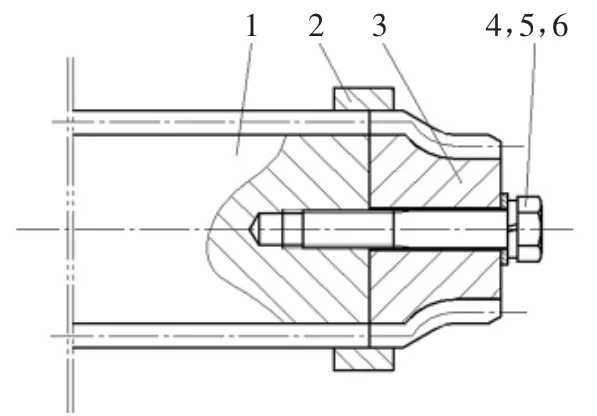
圖2 裝配工裝結(jié)構(gòu)圖
使用該工裝時(shí)操作步驟為:1)先將校正套2的內(nèi)共花鍵與主軸端花鍵配合;2)將漸開線導(dǎo)向軸頭3與主軸端對正并手動(dòng)裝配平墊圈4、彈簧墊圈5、螺栓6到接近到位;3)手動(dòng)緩慢旋轉(zhuǎn)導(dǎo)向軸頭3同時(shí)滑動(dòng)校正花鍵套2,使校正套同時(shí)與主軸及導(dǎo)向軸頭相配合,其中校正套與導(dǎo)向軸頭配合5~10 mm;4)然后將螺栓擰緊;5)拆下校正套;6)裝配;7)拆下導(dǎo)向軸頭、墊圈、螺栓。
2 工裝設(shè)計(jì)參數(shù)
花鍵軸頭由大小端組成,大端長度10 mm,參數(shù)為m=3.5 mm,z=26,α=30°,采用標(biāo)準(zhǔn)漸開線花鍵,即變位系數(shù)x=0,花鍵齒厚為5.498-0.04-0.08,外徑為φ94.4-0.03-0.06,而小端設(shè)計(jì)將漸開線花鍵負(fù)變位,長度為20 mm,取變位系數(shù)x=-0.4,小端齒厚變薄,齒頂變小,從而利于裝機(jī)時(shí)導(dǎo)向,外徑尺寸為φ91.6 mm(小端變位后外徑減少2.8 mm)。大小端之間由花建銑刀加工自然切成過渡花鍵齒,齒厚由小變大,起導(dǎo)向校正作用。小端外圓端面處倒10 mm的30°倒角,小端外徑已小于主軸大齒輪的內(nèi)花鍵的小徑,起到外圓的導(dǎo)向作用并能自動(dòng)定心找正。
由于花鍵壓力角大,同時(shí)又是較大的負(fù)變位,所以加工此處花鍵時(shí),如果要使小端齒厚進(jìn)一步減少,可在徑向變位的同時(shí)再適當(dāng)進(jìn)行切向變位。
3 結(jié)語
該工裝具有結(jié)構(gòu)簡單、操作方便的優(yōu)點(diǎn)。投入使用后,效果很好,受到裝配工和維修人員的普遍歡迎。操作效率大幅度提高,平均裝配時(shí)間減少到5~10 min,具有良好的經(jīng)濟(jì)效益。裝配不再出現(xiàn)由于對位偏差產(chǎn)生的內(nèi)外花鍵的損傷情況,產(chǎn)品質(zhì)量得到了有效保證。
[1] 哈爾濱工業(yè)大學(xué).圓柱齒輪加工[M].上海:上海科學(xué)技術(shù)出版社,1982.
[2] 西北工業(yè)大學(xué)機(jī)械原理及機(jī)械零件教研組.機(jī)械設(shè)計(jì)[M].北京:人民教育出版社,1980.
[3] 徐灝.機(jī)械設(shè)計(jì)手冊[M].2版.北京:機(jī)械工業(yè)出版社,2003.
(編輯 昊 天)
Assembly Tooling Design of Involute Spline
XU Kegen, SUI Ming, LI Yuanhui
(Sichuan Technology and Business College,Dujiangyan 611830,China)
It is not easy to assembly involute spline gear because of its more teeth number,and the adjoining parts is more likely to be damaged.Especially in closed cabinets,the maintenance of a tight spline is particularly difficult to assembly.Assembly tooling is designed for this purpose,special guide mechanism is designed according to the principle of negative addendum modification.The tooling achieves good results in the assembly factory equipment maintenance and product service.
involute spline;assembly;tooling
TH 131.4
B
1002-2333(2014)05-0207-02
徐克根(1963—),男,教師,高級(jí)工程師,主要研究方向?yàn)闄C(jī)械設(shè)計(jì)及制造、齒輪加工及測量技術(shù)。
2014-03-05
