J75G-800型高速精密壓力機床身加工技術
2014-07-01 23:36:26藍金梅
機械工程師 2014年4期
藍金梅
(齊齊哈爾二機床(集團)有限責任公司,黑龍江齊齊哈爾161005)
J75G-800型高速精密壓力機床身加工技術
藍金梅
(齊齊哈爾二機床(集團)有限責任公司,黑龍江齊齊哈爾161005)
分析了J75G-800型閉式高速精密壓力機床身加工工藝存在的問題,提出了相應的改進方案,從而確保了孔系同軸度等關鍵參數滿足技術要求,并縮短了生產周期。
機床床身;孔系;同軸度
0 引言
隨著當代工業的快速發展對沖壓生產工藝提出了更高的要求,主要體現在自動化、高速化、復合化、高精度與安全環保等幾個方面。我公司研制的J75G-800型閉式高速精密壓力機采用閉式雙點結構,最高沖程800次/min,達到國內領先水平。高速精密壓力機屬于數控沖壓機床系列,是電機、摩托車、家電、五金等制造業的重要裝備,所以這類壓力機的性能將直接影響服務領域的質量與產能。
J75G-800型閉式高速精密壓力機結構為閉式布局:床身為整體鑄造結構,采用4根拉緊螺栓;滑塊導軌采用“零”間隙直線軸承保證機器高速下運行平穩;帶有滑塊動平衡及質量平衡裝置,保證壓力機高速運行可靠性和精度的穩定性。
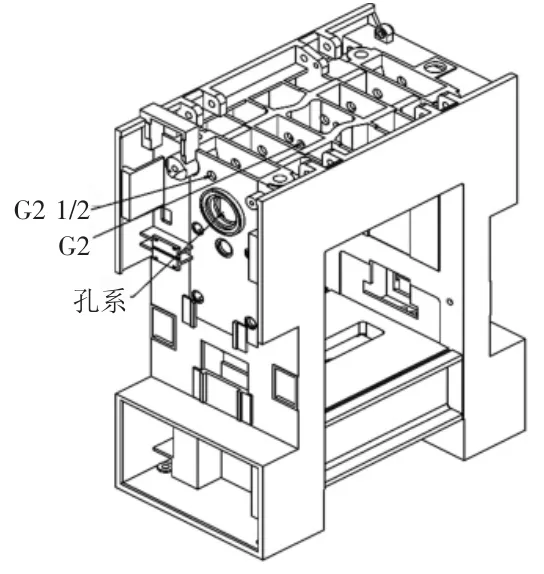
圖1 J75G-800型高速壓力機床身三維圖
該產品床身三維圖如圖1所示,其孔系即主傳動的所在位置,孔系的同軸度決定了壓力機在高轉速運行下的機械性能的穩定性。
1 精密壓力機床身機械加工時主要存在問題
1)床身機加時難度特別大、任務周期短,尤其在距離1 685 mm的范圍內,5道鑄墻的孔系鑲銅套后加工各孔同軸度為0.02 mm;此外在間距200 mm左右的8道墻的壁上攻G2和G2 1/2螺紋也存在相當大的困難。
2)孔系距離較長,同軸度不易保證,鏜孔系時各種因素對其影響較大。
3)部分工藝安排的加工方法、加工順序不合理;加工G2及G2 1/2螺紋的工裝需要新請制,不易加工而且難以保證質量。
2 壓力機床身孔系鏜削加工時應遵循的原則
1)鏜刀的懸伸量應盡可能小。因為隨著懸伸量的增大,撓曲量也會隨之增大。例如,當懸伸量增大1.25倍時,在刀桿外徑和切削參數保持不變的情況下,撓曲量將增大近2倍。
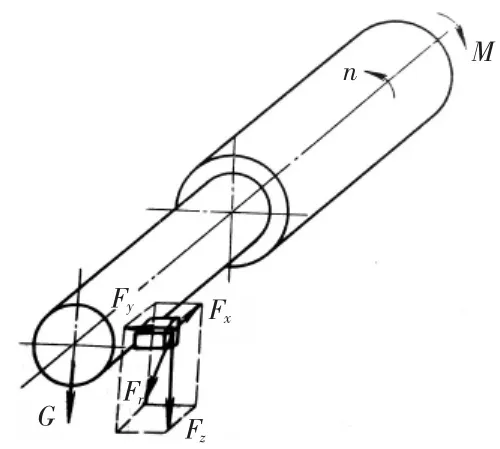
圖2 鏜桿的受力情況
2)如圖2,鏜刀桿的直徑應盡可能大。因為當刀桿直徑增大時,其截面慣性矩也會增大,撓曲量將會減小。例如,當刀桿直徑增大1.25倍時,在懸伸量和切削參數保持不變的情況下,撓曲量將減小近2.5倍。
3)在懸伸量、刀桿外徑和切削參數保持不變時,采用高彈性模量材料的鏜刀桿可以減小撓曲量。
鏜桿在自重力和切削力作用下的撓曲變形對孔的幾何形狀精度和相互位置精度都有顯著的影響,如圖3、圖4所示。
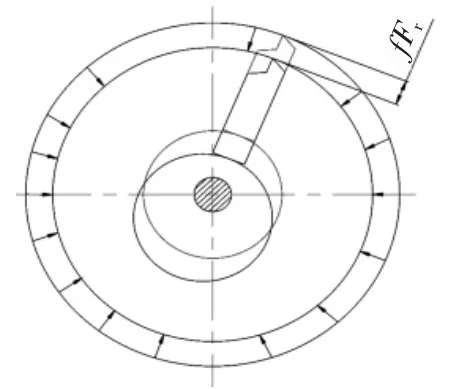
圖3 切削力對鏜桿撓曲變形的影響
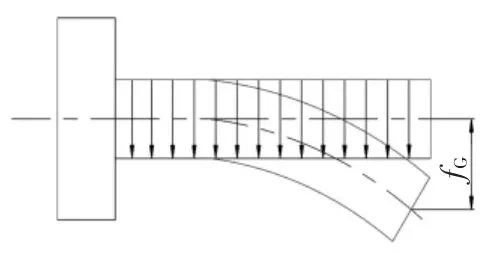
圖4 自重力對鏜桿撓曲變形的影響
3 壓力機床身孔系鏜削加工中的問題分析
在加工該床身時不宜采取懸伸鏜削加工的方法,而應采用雙架套定位鏜削加工,避免由于懸伸鏜削加工中出現的撓曲變形,造成孔系加工過程中同軸度不可控。為此在冷裝銅套前,孔系的加工采用懸臂鏜孔、銑工藝帶反復測量的方法,加工后的孔系同軸度控制在0.02~0.03 mm,根據加工后孔徑實測值配車銅套外圓保證各孔過盈量一致,最外側2個銅套內孔根據架套的實測值預留2~3 mm、其余3個銅套內孔預留0.1~0.3 mm精加工余量。
如圖5所示,裝入銅套后根據架套外圓實測值結合工藝基準保證外側2個孔同軸度0.02 mm,精鏜里側3個銅套內孔時采用雙架套傳動萬向連接手連接,采用浮動鏜刀進行多次(內孔有0.1~0.3 mm加工余量,加上過盈量產生的塑性變形加工余量應該在0.4 mm)加工直至孔徑尺寸符合圖紙要求,因為采用浮動鏜刀(雙刃參與切削)加工避免了單刃切削過程中由于鏜桿受切削力及自重影響造成的偏擺現象。

圖5 浮動鏜刀示意圖
單刃切削偏擺及受力情況如圖6所示。
按鏜桿直徑配鏜導向套內孔時,控制間隙在0.02~0.04mm之間。由于兩側孔系同軸度誤差在0.02 mm之間,控制雙架套與鏜桿之間的間隙不大于0.03 mm就能保證孔的同軸度,在加工過程中要給予鏜桿與銅套充分的潤滑,防止加工摩擦產生熱量造成鏜桿與銅套的研傷或抱死,最后撤掉鏜桿,重新采用測量工藝基準的方法把兩側孔徑加工至圖紙要求,使5孔同軸度達到0.02 mm以內。
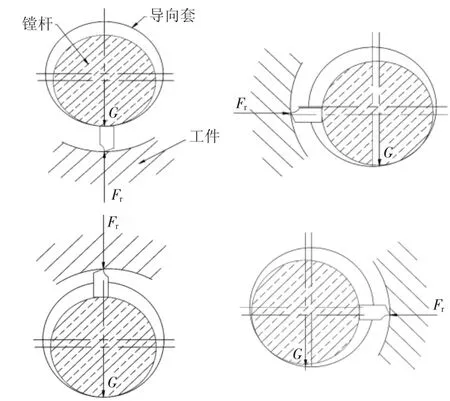
圖6 當Fr<G時鏜桿在導向套下方的擺動
4 壓力機床身螺紋孔加工的情況分析
如J75G-800床身三維圖圖1所示,G2及G2 1/2的螺紋孔,在間距200 mm兩立筋之間加工的G2和G2 1/2螺紋(共8道立筋),原工藝所用的工裝工具如圖7所示,因其沒有緩沖裝置和定位裝置,為剛性攻絲,易亂扣,不易于加工。

圖7 缺少定位和緩沖裝置
5 螺紋孔加工的解決措施
采用常用的簡易帶緩沖的套扣器和絲錐如圖8所示,將零件水平旋轉180°重新定位安卡,每道墻間斷攻G2 1/2螺紋和從兩側開工藝孔攻G2螺紋。
節省了原工藝的專用攻絲器所配合的伸長銑頭【(G779-001)SA-80】和伸長銑頭附件【(G779-002)SA-80】,因其生產周期長,既節省開支,又縮短了床身的加工周期。

圖8 帶緩沖裝置套扣器
6 結語
通過以上措施,孔系同軸度控制在0.02 mm以內,達到設計要求;G2及G2 1/2用螺紋塞規檢驗后均合格;生產周期由9 d縮短至6 d;整機精度未出現床身因機加引起的任何問題。
(編輯:啟 迪)
TH 162
B
1002-2333(2014)04-0226-02
藍金梅(1978—),女,工程師,主要從事機械設計及工藝等。
2013-12-12
