G.D包裝機環形輸送帶轉角裝置的改進
2014-07-01 23:36:30梅羽王永峰劉德強
機械工程師 2014年4期
梅羽, 王永峰, 劉德強
(貴州中煙工業有限責任公司遵義卷煙廠,貴州遵義563003)
G.D包裝機環形輸送帶轉角裝置的改進
梅羽, 王永峰, 劉德強
(貴州中煙工業有限責任公司遵義卷煙廠,貴州遵義563003)
G.D包裝機組輸送通道輸送帶易出現磨損、破裂和斷裂等現象,嚴重影響機組的正常運行和煙包包裝質量,為此需及時更換輸送皮帶,但更換皮帶時轉角裝置的拆裝費時費力。通過對煙包輸送通道轉角裝置的結構分析后作出改進,將原轉角裝置的整體封閉結構改為可拆卸組合結構,極大地縮短了輸送帶的更換維修時間,降低了設備的停機率,改進后機組運行可靠。
G.D包裝機;轉角裝置;組合結構;維修時間;停機率;輸送帶
0 引言
煙包輸送通道轉角裝置是煙包輸送中實現煙包轉向的裝置。但在實際生產過程中,輸送煙包皮帶的接頭處時常出現翻邊、斷裂、破裂等現象,導致煙包在輸送過程中打滑、跳動等,從而影響煙包質量,為此,必須及時更換輸送帶。但由于轉角裝置采用全封閉結構,在更換輸送帶時費時費力,導致設備的停機率上升。針對該問題,必須對煙包輸送通道轉角裝置進行改進,以降低維修難度和減少維修時間,降低勞動強度,提高設備生產效率。
1 輸送轉角裝置的工作原理
在G.D包裝機生產過程中,煙包輸送通道的工作原理如圖1所示。當成型煙包經干燥輸送通道轉向裝置進入輸送帶1,輸送帶1通過輸送電機帶輪驅動。經轉角裝置2使煙包偏轉90°后進入輸送皮帶3,經輸送帶3傳送至轉角裝置4將煙包輸送到輸送皮帶5上,實現成型煙包180°偏轉[1]。同樣,通過另外的輸送皮帶及轉角裝置使成型煙包傳送至CH小盒透明紙機進行透明紙包裝。
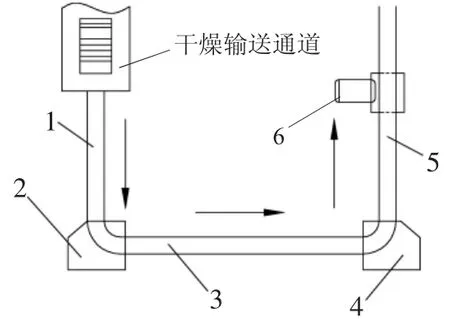
圖1 包裝機煙包輸送通道的工作原理示意圖
2 輸送轉角裝置存在的問題
在實際生產運行中,煙包輸送帶由于運行時間、質量及生產環境等因素,經常容易出現工作表面磨損嚴重,導致輸送帶打滑、接頭處翻邊、斷裂、破損等現象,使設備無法正常運行,需對其及時更換。但在輸送皮帶更換過程中,由于轉角裝置結構的特殊性以及該部位高裝配精度的要求,使得維修困難較大,特別是在拆卸帶輪軸錐度銷時,因為該部件體積較大且不易固定,一旦掌握不好,極易使錐度銷變形或彎曲,極大地增加了維修難度,嚴重影響生產的正常運行。
3 輸送轉角裝置的問題分析
輸送帶轉角裝置結構示意圖如圖2所示。輸送帶轉角裝置由圓錐齒輪1、帶輪2、帶輪軸3、錐度銷4、支架體5等零部件組成,其中支架體5是一個空腔的鋁合金鑄件,且兩個帶輪軸3互成90°夾角安裝在支架體5上,并通過兩帶輪軸3軸端的圓錐齒輪1進行嚙合傳動,然后利用安裝在帶輪軸3上的帶輪2與輸送帶之間靜摩擦力實現驅動輸送帶[2]。
通過對原轉角裝置的結構進行分析,可以看出原轉角裝置采用全封閉結構具有較高的牢固性,能很好地克服輸送帶張緊后產生的拉伸力對轉角支架的影響,避免輸送帶在運行過程中出現跑偏現象,確保煙包輸送平穩和順暢。但是在更換輸送帶及維修過程中,由于轉角裝置的全封閉結構,使輸送帶更換時需拆卸齒輪蓋板、齒輪鎖緊螺釘、圓錐齒輪1、鍵6、錐度銷4、帶輪軸3等大量零件,而特別是在拆卸錐度銷4時易損壞錐度銷。因在裝配帶輪2時為了保證帶輪2與帶輪軸3無相對運動,錐度銷4與帶輪2及帶輪軸3之間的裝配過盈量加大,拆卸時必須用力敲擊錐度銷4,又因該部件體積較大,且不易固定,一旦掌握不好,極易使該錐度銷4變形或彎曲,有時還不得不將該帶輪軸3鋸斷,導致維修工作費時費力,降低了設備生產效率。
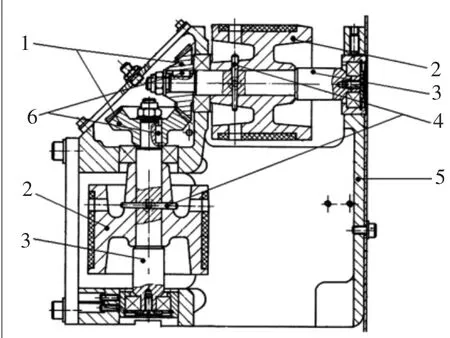
圖2 轉角裝置結構示意圖
4 改進方案
為了避免或減少煙包輸送通道維修頻次,需定期對煙包環形輸送通道進行維護保養,檢查并及時調整輸送帶的張緊力,對壓緊輪、輸送輥進行清潔,及時清除壓緊輪上殘余溢膠層,對傳動件軸承進行潤滑,保證輸送帶傳送平穩,把煙包環形輸出通道納入重點檢查范圍。
但由于輸送帶自身質量和使用周期磨損是不可避免的,為了減小維修難度,縮短維修時間,達到快速更換輸送皮帶的目的,對輸送帶轉角裝置進行了改進。
為滿足生產和質量的要求,在不改變輸送轉角裝置功能的基礎上,對現有輸送轉角裝置支架的結構進行改進,將輸送轉角裝置由原來的全封閉整體結構改為可拆卸組合結構。改造前、后輸送轉角支架對比示意圖如圖3所示。改造后輸送轉角裝置在拆裝時只需拆裝少量零部件就可以快速更換輸送帶,提高了維修效率,減少了維修強度、縮短了維修時間。
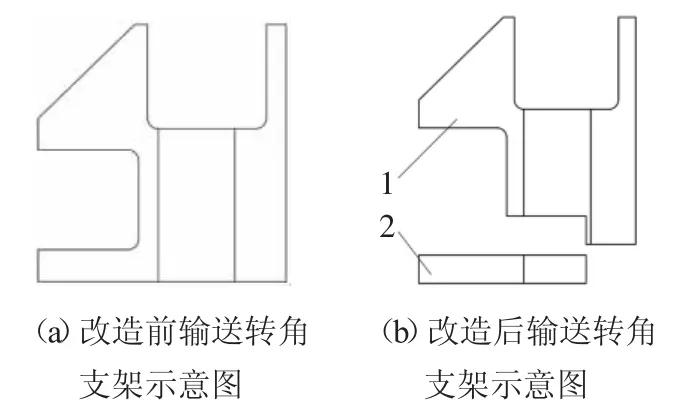
圖3 改造前后輸送轉角支架對比示意圖
改造后輸送轉角支架裝配示意圖如圖4所示。為保證改造后輸送轉角裝置的傳動精度和可靠性,通過兩個定位銷3定位連接塊1,再通過兩個M8螺栓2與支架4聯接成一個整體。考慮到轉角裝置的安裝方式,為盡量減少改進后轉角裝置的重量,連接塊采用鋁合金材料[3-4]。
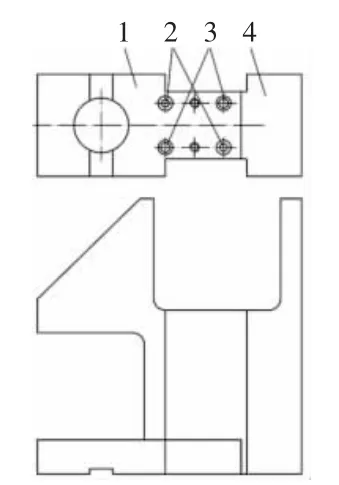
圖4 改造后輸送轉角支架裝配示意圖
改進后連接塊的結構如圖5所示。為保證連接塊方便拆裝,在連接塊上設計2個M8的螺紋孔,拆卸時用兩個M8的長螺栓擰入頂住定位塊,然后旋轉長螺栓就可將連接塊1與支架 3分開,如圖6所示。
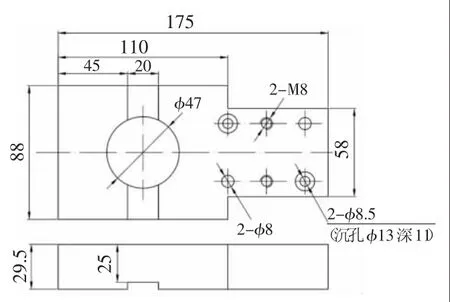
圖5 改進后的連接塊
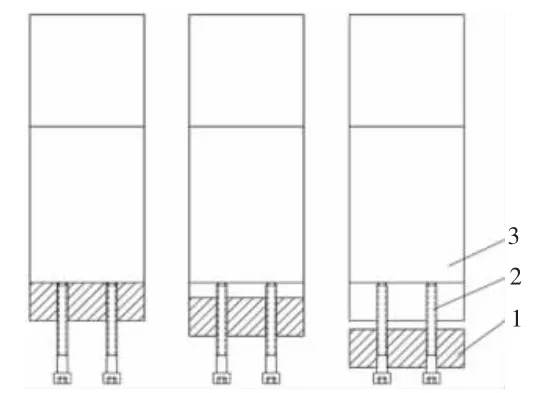
圖6 改進后連接塊裝配示意圖
5 改進后的效果
通過對輸送轉角裝置的改進,在更換輸送帶時,不需拆卸圓錐齒輪、帶輪軸、鍵、銷等零件,只需要松開輸送帶的張緊輪,拆下支架上的連接塊,即可更換輸送帶。整個更換過程大幅簡化,達到了快速更換輸送帶,提高維修效率,減少維修強度、縮短維修時間的目的。投入使用后,運行穩定,改善效果明顯。
改進后的轉角裝置每次更換輸送帶的時間由原來的1.6 h縮短為0.5 h。改進后減輕了維修工的勞動強度,降低了設備的維修時間,有效地提高了機臺的產量。
6 結語
改進后的輸送轉角裝置,經實踐生產證明,運行穩定,煙包輸送平穩,從根本上解決了更換輸送帶費時費力的問題,減輕了維修勞動強度,降低了設備維修成本,滿足生產實際需求。
[1] 聞邦椿.機械零件設計手冊[M].北京:機械工業出版社,2010:89-96.
[2] 韓秋實.機械制造技術基礎[M].北京:機械工業出版社,2005:51-55.
(編輯:啟 迪)
TS 43
B
1002-2333(2014)04-0261-02
梅羽(1974—),男,助理工程師,主要從事煙草機械技術工作。
2014-01-06
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
哲學評論(2021年2期)2021-08-22 01:53:34
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
中國共青團(2015年7期)2015-12-17 01:24:38
現代企業(2015年9期)2015-02-28 18:56:50
