圓柱形工件平面銑削工裝制作
2014-07-01 23:36:30沈根平朱達(dá)新
機(jī)械工程師 2014年4期
沈根平, 朱達(dá)新
(江蘇江陰中等專業(yè)學(xué)校,江蘇江陰214433)
圓柱形工件平面銑削工裝制作
沈根平, 朱達(dá)新
(江蘇江陰中等專業(yè)學(xué)校,江蘇江陰214433)
針對(duì)大批量圓柱形工件臺(tái)階平面的銑削采用單個(gè)裝夾加工、效率不高問題。文中介紹了專用工裝的制作方法,采用夾具體裝夾銑削加工圓柱形工件,可節(jié)約時(shí)間和加工成本。該方法還可以應(yīng)用到孔加工等場合。
夾具體;臺(tái)階面;夾緊塊;孔加工
0 引言
一批用于連接的冷作加工件,其外形是圓柱形,尺寸為φ22mm×120mm,該零件的主要加工內(nèi)容包括:加工外圓和長度以及在一端加工一長為40mm、深度為10mm的平面臺(tái)階,在臺(tái)階的平面上加工出一個(gè)φ10 mm的通孔(見圖1)。

圖1 加工件
一般的加工方法是在X62W銑床上加工,采用平口鉗單個(gè)裝夾定位,調(diào)整好銑刀位置后再選擇合適的切削用量和切削速度進(jìn)行單件加工。這樣的加工過程只適合于工件量少或工時(shí)夠的情況,面對(duì)大批量加工時(shí)就費(fèi)時(shí)費(fèi)力。為節(jié)約工時(shí),筆者根據(jù)零件結(jié)構(gòu)和銑床的特點(diǎn)設(shè)計(jì)制作出一套專用工裝。
1 專用工裝的結(jié)構(gòu)特點(diǎn)
11 結(jié)構(gòu)方面
為了裝夾方便,結(jié)構(gòu)方面中夾具本體和夾緊塊兩部分組成,夾具體設(shè)計(jì)成箱式結(jié)構(gòu),其內(nèi)腔根據(jù)銑床工作臺(tái)的橫向行程和平口鉗的最大開口設(shè)計(jì)成能裝夾 5根圓形工件的空間(從提高效率出發(fā),視平口鉗最大設(shè)計(jì)開口和銑床行程而定裝夾加工件數(shù)量),配合調(diào)整間隙為0.1~0.15 mm,一端開口用于安裝工件,另一端半封閉便于工件定位和排屑,前端開有鎖緊孔,用于安裝夾緊塊夾緊加工件(見圖2)。如果零件裝夾后空間小,則可以通過調(diào)整墊片來充實(shí)型腔(見圖3、4)。
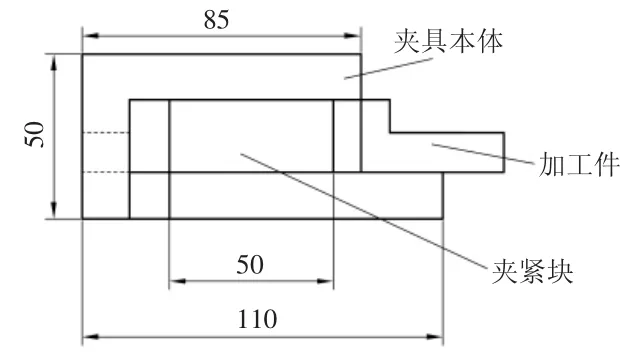
圖2
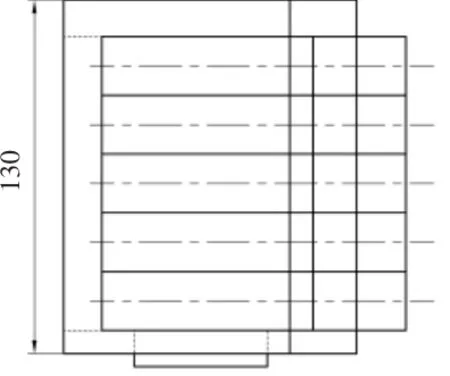
圖3

圖4
1.2 特點(diǎn)
采用夾具體和夾緊塊組合制作簡單,裝夾牢固、快捷,省時(shí)省力。
2 工裝加工應(yīng)用
先將安裝好夾具塊的夾具本體置于銑床工作臺(tái)的平口鉗中,再安裝5根已經(jīng)加工好外圓和長度的工件于夾具體內(nèi),夾緊平口鉗。這樣工件通過相互擠壓而牢固定位在夾具體內(nèi),設(shè)計(jì)符合六點(diǎn)定位原則,且定位誤差能滿足工件加工精度。從工件外面對(duì)刀進(jìn)行臺(tái)階面的加工,一次完成5根工件,一組加工后松開平口鉗無需取下夾具,直接更換工件便可以重復(fù)上述加工。在下道孔加工時(shí)使用這套工裝同樣既可以實(shí)現(xiàn)一次多工件的裝夾加工,還可以根據(jù)不同機(jī)床設(shè)備進(jìn)行夾具的尺寸調(diào)整,拓寬工裝的使用范圍。
3 結(jié)語
工裝設(shè)計(jì)千變?nèi)f化,滿足定位和裝夾要求是前提,該工裝的制作應(yīng)用實(shí)現(xiàn)了工件從單件到多件的加工,提高了生產(chǎn)效率,也降低了操作者的勞動(dòng)強(qiáng)度。
[1] 朱達(dá)新,錢文廣.設(shè)備底座活動(dòng)墊片的制作與測(cè)量方法[J].機(jī)械工程師,2010(11):124-125.
[2] 范信江.兩種簡單實(shí)用的車削工裝設(shè)計(jì)[J].機(jī)械工程師,2010(11):109-110.
(編輯:啟 迪)
Planar Milling of the Cylindrical Workpiece
SHEN Genping,ZHU Daxin
(Jiangsu Province Secondary Vocational Schools,Jiangyin 214433,China)
When using a single clamping to mill large quantities of cylindrical step plane,the efficiency is low.The structure of a new special tooling is introduced.Applying the fixture to mill cylindrical workpieces can save time and cost.The method can also be applied to process hole.
clamp;step surface;clamping block;hole processing
TH 162
B
1002-2333(2014)04-0178-01
沈根平(1973—),男,高級(jí)講師,焊接高級(jí)技師,從事機(jī)械專業(yè)方面的教學(xué)和焊接工藝與質(zhì)量控制研究工作。
2014-01-26
