成形磨削在模具制造中的應用
2014-07-01 23:36:37董海濤
機械工程師 2014年5期
董海濤
(山西機電職業技術學院,山西長治046011)
成形磨削在模具制造中的應用
董海濤
(山西機電職業技術學院,山西長治046011)
介紹了非圓型凸模采用成形磨削的一般工藝流程以及成形磨削的原理和成型磨削方法;用實例詳細介紹了成形砂輪磨削法修整砂輪的工具和工藝過程,簡要說明了成型夾具磨削法的工藝要點;成形磨削有提高加工精度和減少加工時間的優勢,被廣泛應用在模具企業的精密模具制造中。
成形磨削;砂輪;成形夾具;模具制造;金剛筆
0 引言
模具技術已經成為衡量一個國家產品制造水平的重要標志之一,模具工業是我國國民經濟的基礎產業之一,近年來我國模具制造水平明顯提高,而精密化是模具制造發展的一個趨勢,模具中凸模、型芯、鑲拼凹模和鑲拼型腔等具有復雜截面形狀的零件精加工時,需要采用成形磨削的加工方法。用成型磨削加工代替傳統的電火花加工,可使加工時間縮短60%左右[1]。
1 成形磨削
1.1 非圓型凸模采用成形磨削加工的工藝流程
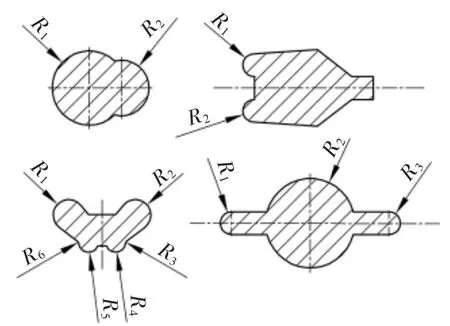
圖1 非圓形凸模的結構
圖1為非圓型凸模的幾種結構形式,它的精加工一般采用成形磨削的方法,具體工藝流程如下:1)毛坯準備,用圓鋼鍛成六面體;2)退火處理;3)刨削或銑削6個面,留單面余量0.4 mm;4)磨上、下兩平面及基準面;5)鉗工劃線,鉆孔、攻螺紋;6)用銑床加工外形(留磨削余量);7)淬火;8)磨削上、下兩平面;9)成形磨削;10)精修。
1.2 成形磨削的原理
成形磨削的原理就是把復雜零件的輪廓分解為若干線段和圓弧,然后按照一定工藝順序逐段磨削,使其在銜接處平整光滑,達到產品的設計要求[2]。成形磨削具有精度高、效率高等優點,磨削精度可達IT5~IT6,表面粗糙度為Ra0.4,最低可達Ra0.1。成形磨削常采用成形磨床或者平面磨床。
1.3 成形磨削的方法
成形磨削的方法有很多種,常用的有成形砂輪磨削法和成形夾具磨削法。成形砂輪磨削法是利用工具將砂輪修整成與工件被磨削表面完全吻合的相反型面,進行磨削加工,以獲得需要的成形表面;成形夾具磨削法是指將工件置于成形夾具上,利用夾具調整工件的位置,使工件在磨削過程中作定量移動或轉動,由此獲得所需形狀的加工方法。常用夾具有正弦精密平口鉗、正弦磁力臺、正弦分中夾具和萬能夾具等[3]。正弦精密平口鉗和正弦磁力臺主要磨削平面或斜面,兩者配合使用,可磨削平面與圓弧組成的復雜形狀成形表面;正弦分中夾具主要用于磨削凸模、型芯等具有同一軸線的不同圓弧面、平面及等分槽等;萬能夾具是由正弦分中夾具發展起來的更為完善的成形夾具,應用于磨削多個圓心的圓弧和斜面。
上述兩種磨削方法,雖然各有特點,但在加工模具零件時,為了保證零件質量,提高生產率、降低成本,往往需要兩者聯合使用,并且將專用夾具與成形砂輪配合使用時,常可方便地磨削出形狀復雜的工件。
1.4 成形磨削工藝順序
首先選擇并磨出兩個基準面,且應保證磨削精度,然后優先磨削與基準面有關的各面、精度要求高的面、大平面和與坐標軸平行的面;當直線面和凸圓弧面相接時,先磨削直線面;直線面與凹圓弧相接時,應先磨削凹圓弧面;兩凸圓弧相接時,應先磨削大半徑圓弧面;兩凹圓弧相接時,應先磨削小半徑凹圓弧面;形狀簡單的型面應先于形狀復雜的型面磨削。
2 成形砂輪磨削法
由于設備條件的限制,利用一般平面磨床并借助專用夾具及成形砂輪進行成形磨削的方法,在模具零件的制造中占用很重要的地位。采用成形砂輪,一次可以完成多個型面磨削,如圖2為修整連續砂輪的實例。
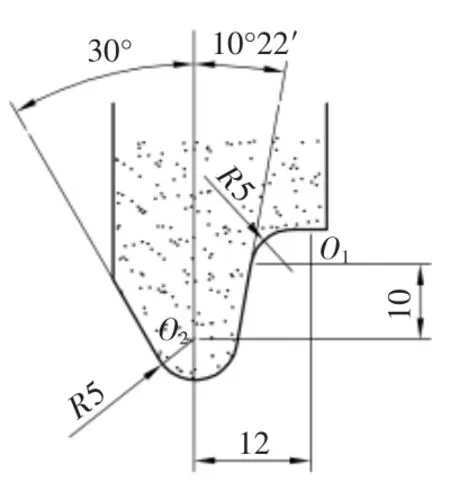
圖2 成形砂輪
成形磨削的輪廓精度主要取決于被修整砂輪的輪廓精度[4],成形砂輪磨削法的首要任務是用砂輪修整工具獲得所需要的型面,常用的砂輪修整方法采用金剛筆裝在修整夾具上進行修整[5],所用夾具為砂輪角度修整夾具和砂輪圓弧修整夾具。如圖3為砂輪角度修整夾具,在磨削工件的斜面時,采用角度砂輪,角度砂輪是由平砂輪修整而成的圓錐部分,修整時,砂輪由磨頭帶動傳動,角度修整器上的金剛筆相對砂輪軸線傾斜一定的角度來回往復移動對砂輪修整,直至修成所需的錐面。
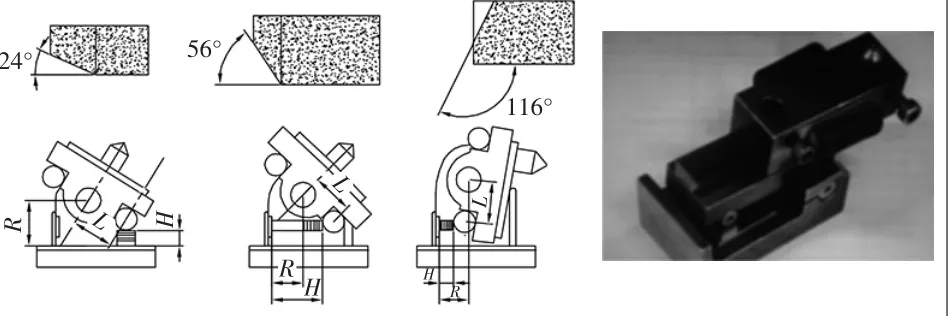
圖3 砂輪角度修整夾具
修整圓弧砂輪工具的結構雖有多種,但其原理都相同,如圖4所示為砂輪圓弧修整夾具,金剛筆尖到主軸回轉中心的距離就是所修整的圓弧半徑大小,此值是通過在金剛筆尖與基準面之間墊量塊的方法來調整的,在修整砂輪時,應先根據所修整砂輪的情況(凸或凹形)及半徑大小計算量塊值,并通過量塊調整好金剛筆尖的位置,在砂輪高速回轉的情況下,旋轉手輪使金剛筆繞主軸中心來回擺動,即可修整圓弧砂輪。
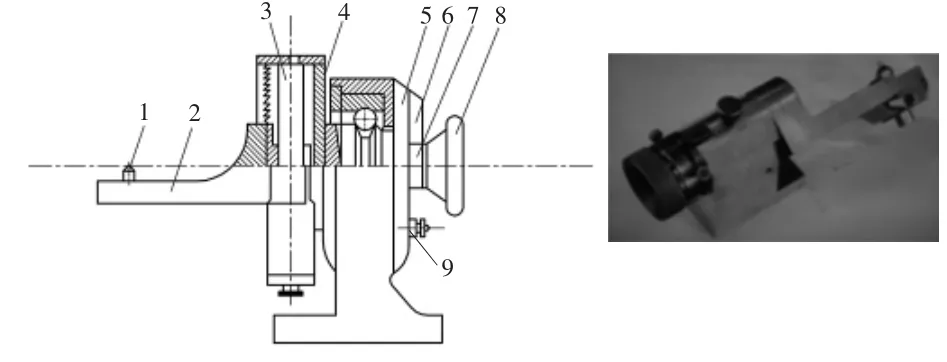
圖4 砂輪圓弧修整夾具
表1為采用砂輪角度修整夾具和砂輪圓弧修整夾具,用裝在夾具上的金剛筆修整連續砂輪圖2的工藝過程。
用上述修整好的砂輪即可加工模具零件,其它砂輪修整法還有:靠模修整法、成形刀擠壓法、數控機床修整法和電鍍法等方法。
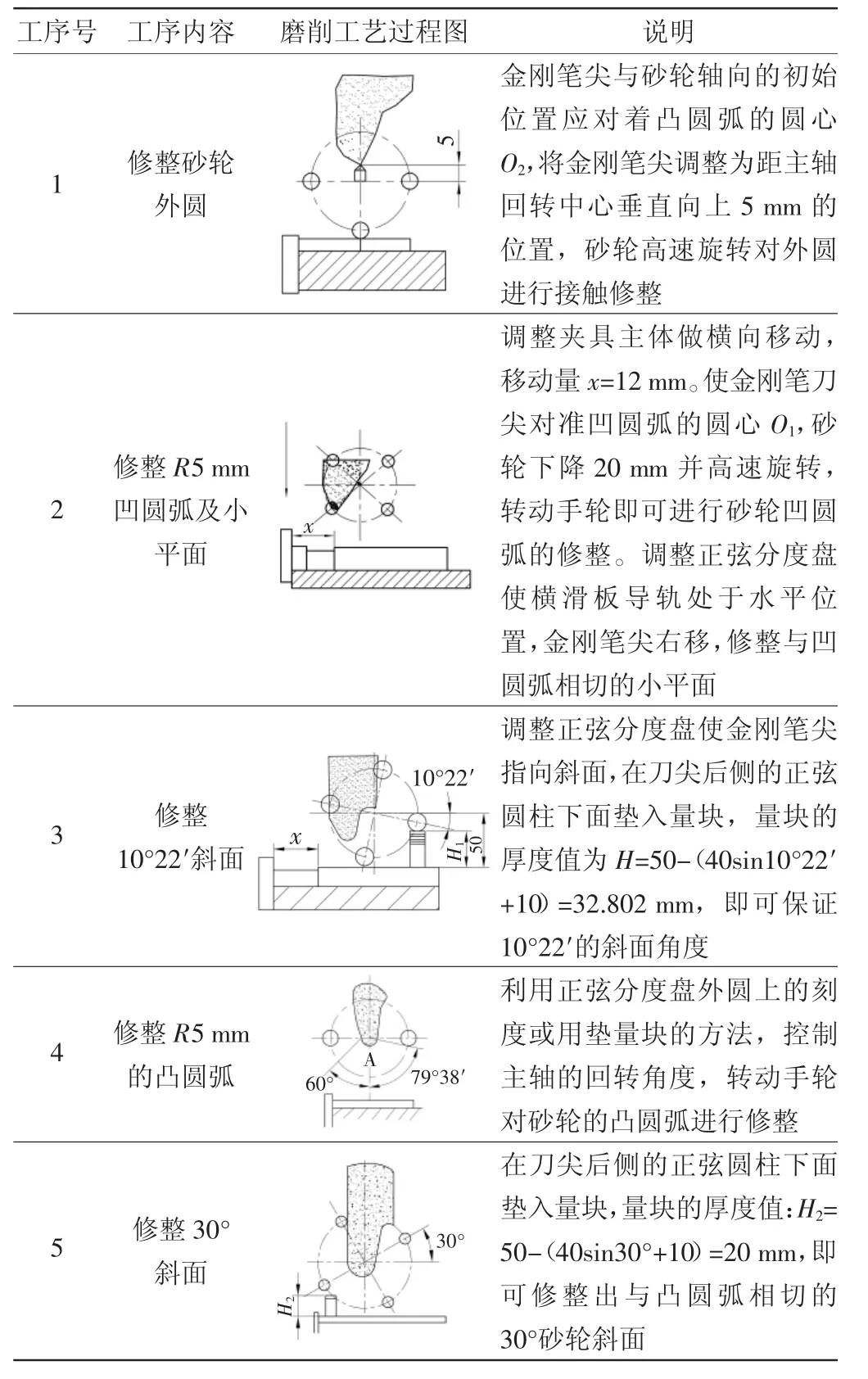
表1 修整連續砂輪工藝過程
3 成形夾具磨削法
成形夾具磨削主要改變工件和砂輪的相對位置,然后利用砂輪磨削達到要求。如圖5凸模,除a、b、c面外,其余各面均已加工到設計要求。采用正弦磁力夾具在平面磨床上磨削斜面a、b及平面c。
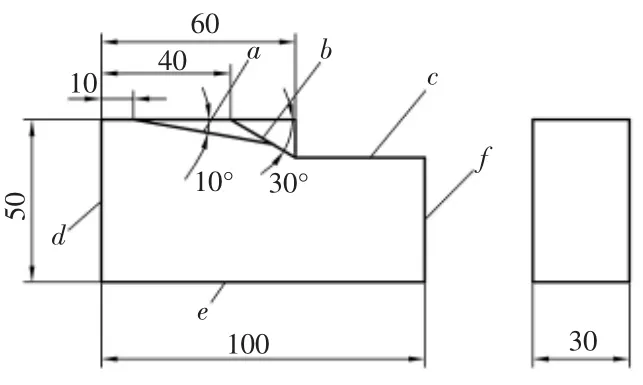
圖5 凸模簡圖
磨削工藝過程如下:
1)將夾具置于機床工作臺上,找正。
2)以d及e面為定位基準磨削a面:調整夾具使a面處于水平位置;
3)磨削b面:調整夾具使b面處于水平位置;
4)磨削c面:調整夾具磁力臺成水平位置;
5)磨削b、c面的交線部位:用成形砂輪磨削,調整夾具磁力臺與水平面成30°,砂輪圓周修整出部分錐角為60°的圓錐面。
此實例是結構較簡單的凸模,采用正弦磁力平口鉗或正弦磁力臺即可完成磨削,比較復雜的曲面采用正弦分中夾具或者萬能夾具,這兩種夾具結構比較復雜,但總的原理也是利用在夾具上墊量塊改變工件的相對位置進行磨削從而達到要求。在一般大中型工廠及專業模具工廠,常利用成形磨床進行磨削,即在成形磨床的夾具工作臺上,安裝有萬能夾具,必要時再配合成形砂輪,可磨削由圓弧及直線組成的復雜模具零件表面,其加工精度高,表面粗糙度低。
4 結語
成形磨削是精密模具制造中必不可少的一種精加工方法,它可以提高模具的制造精度,縮短加工時間,目前,在專業模具制造廠被廣泛使用。
[1] 盧燕明.高端模具成形磨削藝術[J].金屬加工:冷加工,2011(16):16-17.
[2] 張榮清.模具制造工藝[M].北京:高等教育出版社,2006:30-37.
[3] 袁小江.模具制造工藝[M].北京:機械工業出版社,2011:51-52.
[4] 王建軍,姚斌.成形磨削中砂輪修整精度的研究[J].金剛石與磨料磨具工程,2002(5):131:48-49.
[5] 劉海江,宋得朝.磨削新技術的發展及我國現狀和存在問題[J].精密制造與自動化,2001(1):13-14.
(編輯昊 天)
Application of Shape Grinding in Mould Manufacturing
DONG Haitao
(Shanxi Institute of Mechanical&Electrical Engineering,Changzhi 046011,China)
Through the introduction of the non-circular punch forming process by shape grinding,the principle of shape grinding and forming method of classification is introduced.The tool of dressing wheel and processes of shape wheel grinding are described with examples.The process points of shape jig grinding is explained.Shape grinding is widely used in mould precision manufacturing by mold enterprises because it can improve the machining accuracy and reduce the processing time.
shape grinding;grinding wheel;shape fixture;diamond pen;mould manufacturing
TH 162
A
1002-2333(2014)05-0055-03
董海濤(1974—),女,碩士,工程師,講師,主要從事模具設計與制造方面的教學和研究工作。
2013-10-10
