經驗法設計氣動程序電控系統
2014-07-01 23:36:30袁小會蔡逸飛
機械工程師 2014年4期
袁小會, 蔡逸飛
(1.武漢軟件工程職業學院,武漢430205;2.阿爾斯通武漢工程技術有限公司,武漢430061)
經驗法設計氣動程序電控系統
袁小會1, 蔡逸飛2
(1.武漢軟件工程職業學院,武漢430205;2.阿爾斯通武漢工程技術有限公司,武漢430061)
經驗法設計氣動程序電控系統的關鍵是干擾信號的處理。文中以定尺切斷裝置氣動程序電控系統設計為例,闡述了經驗法設計氣動程序電控系統的過程及采用隔離繼電器消除干擾控制信號的處理方法。
氣壓傳動;電控系統;干擾信號;時序邏輯圖
0 引言
氣動程序電控系統是一種利用設計好的電氣控制回路控制電磁換向閥,使各執行元件有序工作的一種控制系統[1]。其設計步驟為:繪制步序線控制信號總圖、檢查有無干涉信號、處理干涉信號、繪制電氣控制狀態時序邏輯圖和控制電路、優化處理[1]。其中,檢測及消除信號干涉是關鍵,若處理不當,系統運行時很容易出現誤動作或故障。干涉主要有機械干涉(多個執行元件相撞)和控制信號干涉(在不同步序線上出現相同的控制信號)兩大類。機械干涉比較直觀,很容易發現;控制信號干涉需通過步序線控制信號圖判斷。控制信號干涉通常采用隔離的方式處理,其實質就是引入隔離繼電器,將復現的控制信號與隔離繼電器組合形成新的控制信號,與另外步序線上的控制信號區分開。本文以定尺切斷裝置氣動系統程序電控系統設計為例,闡述經驗法設計氣動程序電控系統的過程及控制信號干涉消除的方法。
1 定尺切斷裝置氣動系統工作過程
定尺切斷裝置氣動系統原理圖如圖1所示。生產過程中,當產品達到預定尺寸時,電磁線圈CT1得電,夾緊缸5(A缸)伸出,產品被夾緊,行程開關a1發信,電磁線圈 CT2得電,切割缸6(B缸)帶動切割刀片伸出進行切割。切割完畢后觸發行程開關b1,CT2失電,電磁換向閥2在彈簧的作用下復位,切割缸B縮回,縮回到位后觸發行程開關b0,CT1失電,電磁換向閥1在彈簧的作用下復位,夾緊缸A縮回,等待下一次切割。
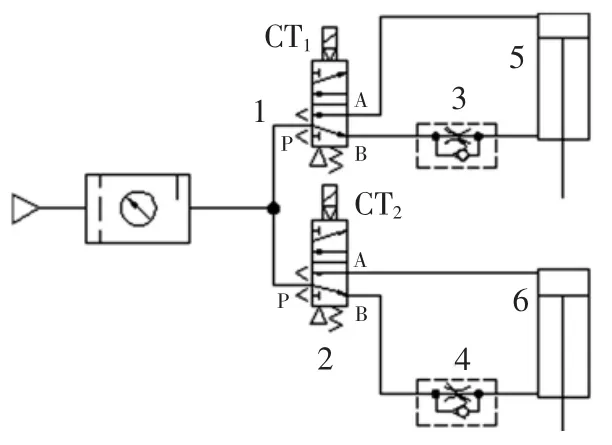
圖1 定尺切斷裝置氣動系統原理圖
2 氣動程序電控系統設計
根據上述分析,定尺切斷裝置氣動系統工作過程可簡化為A+→B+→B-→A-。下面利用經驗法設計氣動程序電控系統的步驟進行設計。
2.1 步序線控制信號總圖
定尺切斷裝置氣動系統的步序線控制信號總圖如圖2所示,凸起的為1,未凸起的為0。
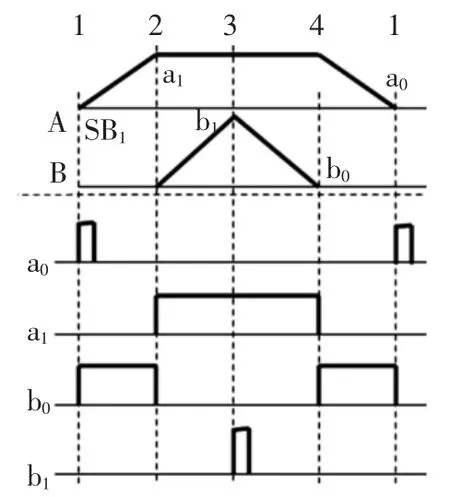
圖2 步序線控制信號總圖
2.2 控制信號干涉的消除
由圖2可知:2號步序線和4號步序線上的a0、a1、b0、b1均為0、1、1、0,控制信號完全一樣。4號步序線上的b0是A-的啟動信號,無論與4號步序線上的其它控制信號怎么組合均與2號步序線上的控制信號一致。這就是說,在2號步序線上A會提前縮回,這與要求的動作順序不符,動作過程紊亂。為了避免此現象,必須引入額外的繼電器(記為K1),讓它與b0組合形成新的控制信號,從而與2號步序線上的控制信號區分開。
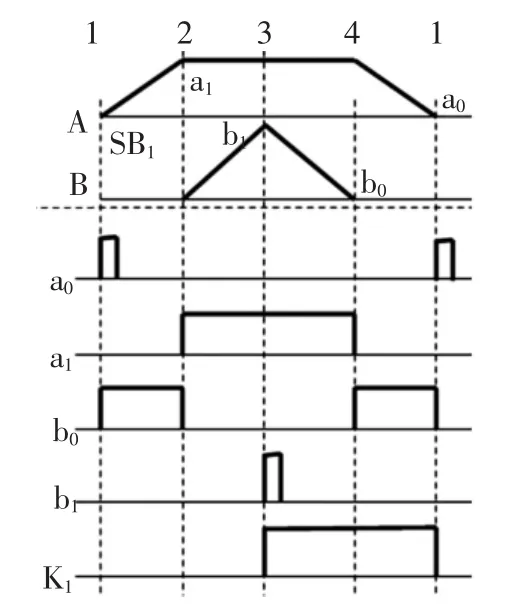
圖3 引入K1后的步序線控制總圖
一個工作循環結束后,下一個工作循環由1號步序線上的控制信號a0啟動(即a0控制A+),但此時控制信號b0仍處于發信狀態(b0控制A-),控制A缸動作的電磁換向閥兩端同時有控制信號(a0和 b0)輸入,產生干擾,換向閥閥芯不知如何運動,程序動作紊亂。為消除此干擾,1號步序線上的控制信號a0啟動前,控制信號b0必須消除。所以,繼電器K1的啟動信號為3號步序線上的b1,關斷信號為1號步序線上的。引入K1后的步序線控制信號總圖如圖3所示。
2.3 繪制電氣控制狀態時序邏輯圖和控制電路
1)第1個動作A+。
A+的啟動信號為瞬時信號SB1,主控線圈CT1的得電需求從1號步序線一直到4號步序線,啟動信號較主控線圈得電需求短,需采用自保持電路。
啟動信號較主控線圈得電需求短,采用的自保持電路主要有兩種:當有一控制信號發生在主控線圈得電需求的關斷時序線上時,用該控制信號的常閉觸點關斷,組成繼電器自保持電路;當有一控制信號發生在啟動信號動作之前,結束在主控線圈得電需求的關斷時序線上時,用該控制信號的常開觸點關斷,組成繼電器自保持電路[1-2]。
由電器控制狀態時序邏輯圖可知:控制信號b0與繼電器K1相與形成的新的控制信號的常閉觸點出現在主控線圈CT1得電需求的關斷時序線上,所以控制A+的自保持電路的啟動信號為SB1,關斷信號為。
2)第2個動作B+。
B+的啟動信號為a1(從2號步序線開始,4號步序線結束),主控線圈CT2的得電需求從2號步序線到3號步序線,啟動信號較主控線圈得電需求長,需找一控制信號與啟動信號相與形成新的控制信號,此新控制信號與主控線圈的得電需求一致,形成是門電路。
由電器控制狀態時序邏輯圖可知:啟動信號a1與關斷信號相與后正好與主控線圈CT2得電需求一致。所以控制B+的是門電路由a1和CT2串聯組成。
3)第3個動作B-、第4個動作A-。
A缸和B缸的動作由帶復位彈簧的二位五通單電控電磁換向閥控制,主控線圈CT1、CT2失電后,B-、A-由換向閥的彈簧復位自動完成,無需設計電路控制。
通過上面的分析繪制出電器控制狀態時序邏輯圖、PLC梯形圖及PLC外部接線圖,如圖4、圖5和圖6所示。圖5中的I0.0~I0.4表示輸入、Q0.0~Q0.1表示輸出、M0.1~M0.3為PLC內部繼電器,對應元件如表1所示。
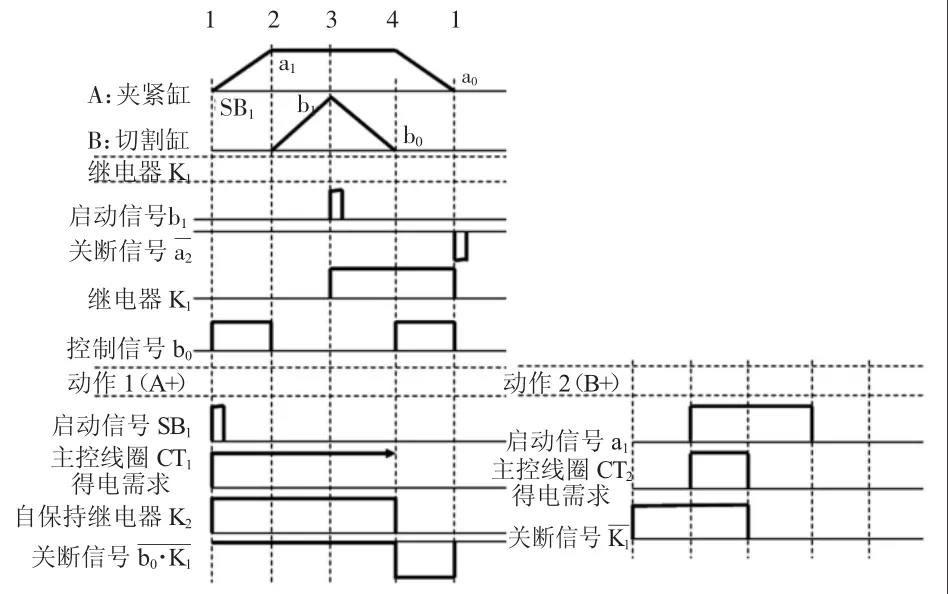
圖4 電器控制狀態時序邏輯圖
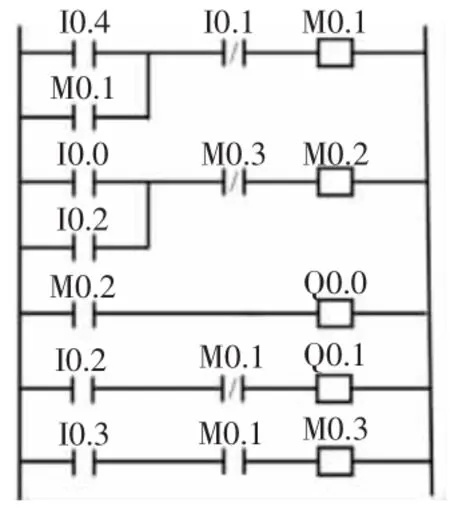
圖5 PLC梯形圖
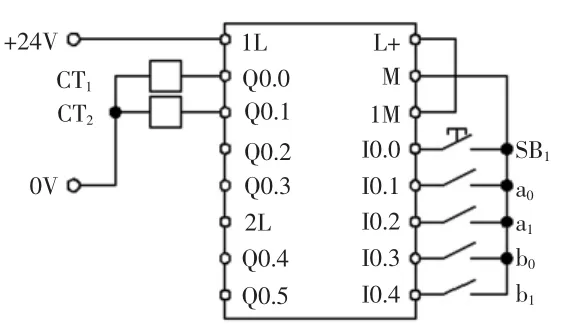
圖6 PLC外部接線圖
3 結語
本文設計的電控系統成功應用于產品的切斷。實踐證明,引入隔離繼電器消除控制信號干擾的設計方法合理;經驗法設計氣動電控系統的流程正確。

表1 接口對應表
[1] 廖傳林,李維揚.液壓與氣動技術[M].北京:化學工業出版社,2011.
[2] 廖傳林,李維揚.液壓傳動程序電氣控制經驗設計法優化分析[J].機床與液壓,2013(8):121-123.
(編輯:啟 迪)
Empirical Design Method in the Electrical Control of Pneumatic Program
YUAN Xiaohui1, CAI Yifei2
(1.Wuhan Vocational College of Software and Engineering,Wuhan 430205,China; 2.ALSTOM Engineering&Technology Co.,Ltd.,Wuhan 430061,China)
Interference signal process is the key technology in the empirical design method of the pneumatic program electrical control.An electrical control design of pneumatic program for the cut-off device is taken as an example,the design process is explained,and the elimination method of interference signal using the isolation relay is introduced.
pneumatic drive;electronic control system;interference signal;timing logic diagram
TP 272
A
1002-2333(2014)04-0124-02
袁小會(1980—),講師,主要從事機械設計及電氣控制、模具設計方面的教學與研究。
2014-02-19
湖北省教育廳科研項目(B20128803)
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:25:42
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
