一種不等距螺距加工車床輔機
2014-07-01 23:36:56張慧珍
機械工程師 2014年5期
張慧珍
(內蒙古建筑職業技術學院,呼和浩特010110)
一種不等距螺距加工車床輔機
張慧珍
(內蒙古建筑職業技術學院,呼和浩特010110)
針對小型機械廠設備不全、加工不等距螺紋零件精度低、效率低、廢品多的問題,研制了一種可加裝在車床上的輔機,成功地實現了不等距螺紋零件的高精度加工。文中介紹了該輔機結構、原理、安裝及使用方法。
輔機;速度編碼器;小拖板;伺服電機
0 引言
在我國,特別是南方地區,機械加工廠日趨增多而且逐步走入小型、家族化。在這些小型機械廠中使用的機床往往是陳舊的老式車床、刨床和鉆床,他們沒有能力、也不可能配置完全齊備的加工設施。例如,有的小廠無數控機床,在加工不等距螺距的零件時,傳統的加工方法通常有兩類:一是在銑床上采用手工加工的方法完成,但精度低、勞動強度大、效率低,且經常出現廢品;二是在臥式車床的進給系統中增設一套輔助裝置(凸輪變速機構)實現變速加工,雖然能保證精度,但技術難度較大,設計成本較高,調變距增量較麻煩,且不利于推廣應用。為此,經研究探討,我們找到了一種解決此類問題的方法,即加裝一種便捷式車床輔機。該輔機只要安裝在車床上便可實現不等距螺距零件的高精度自動加工。
1 輔機的組成
輔機由電控部分(包括伺服電機、速度編碼器、PLC及其輔件、行程開關和限位塊)及傳動部分組成。加工不等距螺距零件工作圖如圖1。
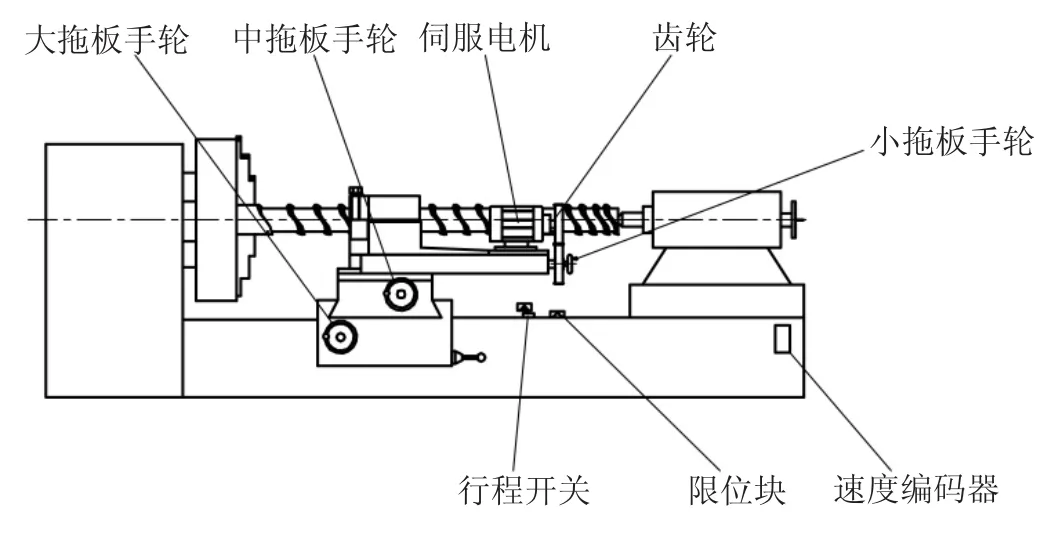
圖1 加工不等距螺距零件工作圖
2 安裝方法
1)把車床的小拖板絲杠去掉,換新絲杠;
2)在小拖板上安裝伺服電機;
3)分別在新換的絲杠和伺服電機上安裝齒輪連接;
4)在大拖板上安裝限位塊和行程開關。在車床絲杠安裝速度編碼器上去信號,連接好PLC即可使用。
3 使用方法及加工原理
操作人員根據圖紙對零件的要求,向PLC進行數據錄入。數據錄入后即可加工零件,使用非常方便。
使用方法如下:
1)等螺距絲杠加工:由車床按圖紙要求的螺距(該螺距是由車床本身原有規格或外設掛齒輪可實現的)進行走刀量設置,車床絲杠帶動大拖板隨著工件每轉動一周移動一個螺距,從而完成工件的加工。
2)不等距絲桿加工:由安裝在車床絲杠速度編碼器隨車床絲杠轉動,每轉動一周發出50個信號后,經PLC對起始點數據進行記錄,并給伺服電機發出指令使伺服電機工作。伺服電機轉動經齒輪傳動帶動小拖板前后移動,實現了實際刀具的走刀量大于或小于等螺距的走刀量。
即:走刀量為大拖板移動量(基準螺距)與小拖板的移動量(補償螺距)的合成。
第1圈螺距M1=m1;第2圈螺距M2=M1+p1;第3圈螺距M3=M2+p2;第4圈螺距M4=M3+p3;…,第n-1圈螺距Mn-1=Mn-2+pn-2;第n圈螺距Mn=Mn-1+pn-1。
M為基準螺距(車床可實現的螺距,大拖板移動的走刀量),p為補償螺距(伺服電機帶動小拖板移動的走刀量)。
4 結語
該輔機在車床上安裝方便,加工其它零件時不需要拆卸,且可代替手工操作加工零件,加工后的零件表面可與數控車削工藝媲美,是一些小型企業必不可少的輔機裝備。
(編輯啟 迪)
TG 502
A
1002-2333(2014)05-0049-01
張慧珍(1963—),女,副教授,研究方向為機床受力變形及機床工裝、輔機設計等。
2014-03-05
