力臂零件自動編程及仿真加工
2014-07-01 23:36:30胡偉鋒劉建光
機械工程師 2014年4期
胡偉鋒, 劉建光
(華南理工大學廣州學院機械工程學院,廣州510800)
力臂零件自動編程及仿真加工
胡偉鋒, 劉建光
(華南理工大學廣州學院機械工程學院,廣州510800)
零件的設計及編程是否合理,直接影響零件的使用效果及零件實際加工過程和零件質量,甚至影響整個產品的裝配過程。根據力臂零件的使用要求,通過PowerMILL軟件自動編程與仿真加工,對力臂零件編程的優化方法進行了分析,結果表明了PowerMILL軟件在三維零件編程中能加快編程速度,保證加工安全,提高加工精度和生產效率。
力臂零件;加工工藝;自動編程;PowerMILL;刀具路徑策略
0 引言
零件的合理設計以及合理工藝編程,能方便零件的實際加工和確保零件的加工質量。通常,一般簡單的二維外形零件或者加工精度要求不高的零件,可采用手工編程在數控機床上來完成零件的加工。而對于外形較復雜或加工精度要求較高的零件,則可以自動編程方法來完成工件的加工程序,效率更快,程序更加穩定。本文根據力臂零件的使用要求,對零件進行分析,確定其加工工藝及編程方法;總結該零件在PowerMILL自動編程軟件應用中的編程技巧及仿真加工效果。
1 力臂零件結構分析
力臂零件工程圖如圖1所示,從圖樣分析可知,此零件雖然不太復雜,但是零件一次裝夾并不能完成所有加工面的加工,需要多次裝夾才能加工完成整個零件的所有加工面;該零件包括有平面、曲面、孔、槽等加工,有些加工位置跟其它零件有相關的裝配關系,這些位置有較高的精度要求,所以需要不同類別的刀具以及合理的加工方法才能完成。為了減少編程時間和保證零件的加工質量,運用PowerMILL軟件自動編程方式來完成該零件的數控加工程序,同時為了提高加工效率以及保證加工質量和精度,減少換刀時間,根據我校現有設備,在立式數控加工中心機床設備上完成該零件的實際加工。
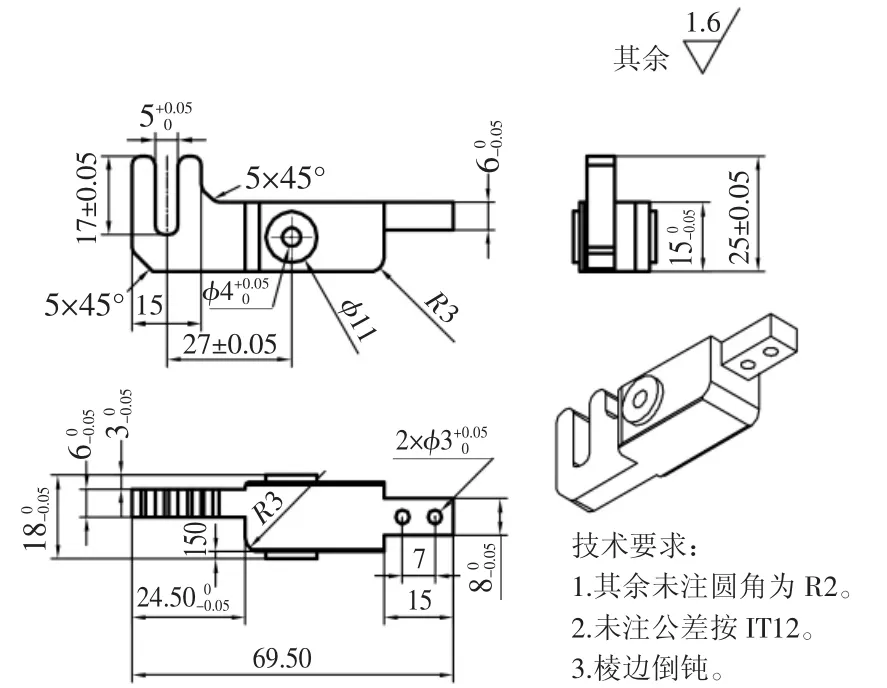
圖1 力臂零件工程圖
2 PowerMILL軟件自動編程
PowerMILL軟件提供豐富的加工策略,包括有2.5維、三維區域清除、鉆孔以及精加工等刀具路徑策略的設置,如圖2所示。其中,2.5維刀具路徑策略適合簡單零件的自動編程,而三維刀具路徑策略適合較復雜零件的自動編程。刀具路徑策略的選用和設置要依據零件加工外形特點、加工要求等因素而定。
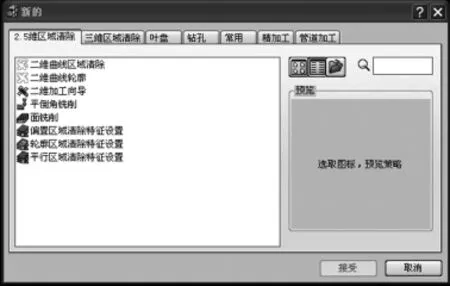
圖2 刀具路徑策略菜單
通過分析,同時根據現在所使用的設備,力臂零件需要在常用的平口鉗夾具上通過3次裝夾才能完成加工,為了保證零件的加工精度,在機床上加工時,工件每一次裝夾都通過百分表校正。零件第一次裝夾示意圖如圖3所示,該零件上有個φ4的小孔,該孔不僅有較高的尺寸要求,同時孔距也有要求,為了保證孔的位置,在加工該孔時,應在加工其它位置前完成。零件加工的自動編程刀具路徑策略設置為:1)先用φ12的端銑刀用面銑削策略加工上表面,再用中心鉆定好孔的位置,用φ3.8的鉆頭鉆孔,最后用φ4的鉸刀來完成孔的加工;2)采用φ12的端銑刀,用偏置區域清除模型完成零件的粗加工;3)用輪廓區域清除模型和平行平坦面,精加工零件的平面和側面;4)采用φ4的端銑刀用偏置區域清除模型進行半精加工,完成φ12刀具未加工到的部分;5)用輪廓區域清除模型進行精加工;6)用R3的球頭刀完成圓角的加工。

圖3 第一次裝夾示意圖
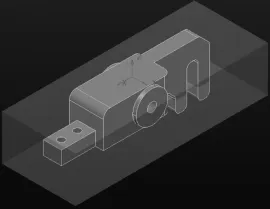
圖4 第三次裝夾示意圖
第一次裝夾完成后,反面裝夾完成零件底面的加工;加工的刀具路徑策略設置為:1)使用φ12的端銑刀用偏置區域清除模型完成零件的粗加工;2)用輪廓區域清除模型和平行平坦面精加工零件的平面和側面;3)使用R3的球頭刀完成圓角的加工。
零件第三次裝夾示意圖如圖4所示;加工的刀具路徑策略設置為:1)使用φ12的端銑刀平行平坦面精加工兩個螺絲孔小平坦面位置;2)使用中心鉆定好孔的位置,再用鉆頭完成孔的加工;3)最后用φ3的鉸刀來完成孔的加工。
運用PowerMILL軟件完成每條刀具路徑策略都要進行相應的參數設置,包括加工前設置,刀具路徑策略的選用等;其中加工前的設置包括有坐標系的設定、毛坯設定、刀具設置等,刀具路徑策略則需要對公差、加工余量、進刀量、退刀量等設置相應參數。PowerMILL軟件設置刀具路徑策略參數的過程是:1)裝載模型到PowerMILL中,設置好坐標系及毛坯,如圖4或圖5所示;2)設置生產所需的刀具;3)如圖2所示,在刀具路徑策略菜單中選擇所要的路徑策略,例如選用三維區域清除中的偏置區域清除模型,在其參數設置頁面設置相應的參數,如公差、余量等,如圖5所示;4)設置好相應的參數后,點擊應用生成刀路軌跡。設置完成后產生的刀路軌跡如圖6所示。
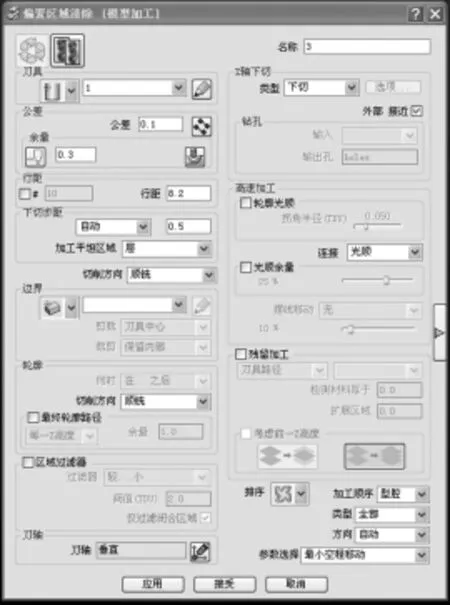
圖5 刀具路徑策略參數設置頁面
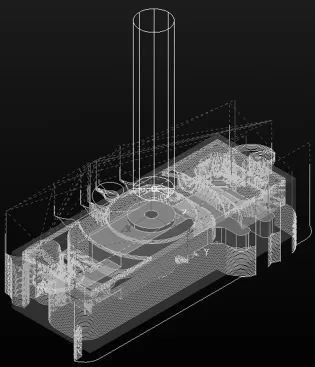
圖6 刀路軌跡圖
3 仿真加工
刀具路徑設置完畢后,為了檢驗所產生的刀路軌跡是否合理,有沒有過切或者加工不到位的現象,根據軟件的功能特點,可以對零件進行仿真加工。仿真步驟如下:1)通過ViewMill工具欄進入PowerMILL軟件的仿真界面,選擇仿真圖像以及確定好零件的仿真視圖;2)選擇需要仿真的刀具路徑策略,就可以進行仿真了。零件第一次裝夾加工部分的精加工仿真效果如圖7所示。
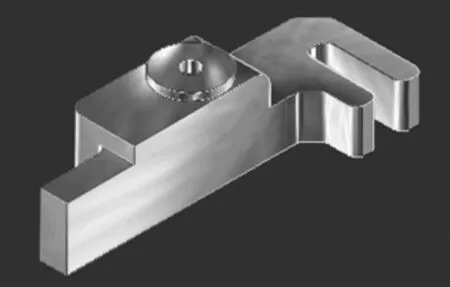
圖7 精加工效果
對零件進行刀具路徑設置后,如仿真加工沒問題,則說明此刀路的設置合理。便可以把刀具路徑通過后處理方式轉化為機床能識別的相應NC程序。
4 結語
采用PowerMILL軟件能夠方便地設置相應的加工參數,快速安全產生所需無過切的刀具路徑軌跡,能迅速自動生成數控機床可識別的數控代碼,縮短零件編程時間(特別是形狀復雜零件的編程時間)和零件在數控機床上的實際加工時間,可更有效地保證加工的正確性和安全性,從而提高工作效率,降低生產成本,因此PowerMILL軟件在實際加工中有著廣泛的應用。
[1] 李名望.機床夾具設計實例教程[M].北京:化學工業出版社,2011.
[2] 楊書榮,周敏.深入淺出PowerMILL數控編程[M].北京:中國電力出版社,2008.
(編輯:啟 迪)
TG 659
A
1002-2333(2014)04-0105-02
胡偉鋒(1985—),男,助理工程師,從事數控技術及工程訓練實習指導工作。
2014-01-06
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
教學考試(高考化學)(2021年2期)2021-05-30 06:15:52
中學生數理化·高一版(2020年3期)2020-04-21 08:03:20
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:32:50
小學生作文(低年級適用)(2019年9期)2019-10-08 08:37:10
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
數學大世界(2018年1期)2018-04-12 05:39:14
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
時代英語·高三(2014年5期)2014-08-26 02:49:51
