變半徑螺旋線插補(bǔ)銑削宏程序優(yōu)化設(shè)計(jì)*
2014-06-29 09:58:00梅曉妍王民權(quán)
組合機(jī)床與自動(dòng)化加工技術(shù) 2014年3期
劉 萍,梅曉妍,王民權(quán)
(寧波職業(yè)技術(shù)學(xué)院 機(jī)電工程系,浙江 寧波 315800)
0 引言
制造業(yè)的迅猛發(fā)展,在汽車(chē)、航空、航天、模具制造等領(lǐng)域?qū)?fù)雜曲線類(lèi)的零件應(yīng)用越來(lái)越廣泛。數(shù)控系統(tǒng)中通常只提供直線、圓弧插補(bǔ),而不提供復(fù)雜曲線的插補(bǔ)如橢圓、雙曲線、變半徑螺旋線等。
在FANUC 系統(tǒng)中,變半徑螺旋線的插補(bǔ)主要用于錐螺紋的銑削加工。對(duì)于非圓零件或大型蓋板等箱體類(lèi)的內(nèi)錐螺紋加工,在車(chē)床上加工時(shí),需要相應(yīng)的平衡裝置和專(zhuān)用的夾具,增加了加工難度與加工成本,難以保證加工質(zhì)量。因此這類(lèi)零件可以采用在數(shù)控機(jī)床上進(jìn)行銑削加工,通常錐螺紋的銑削加工采用的方法有:
(1)將螺旋的一周進(jìn)行若干等分,均勻遞增軸向進(jìn)給與徑向進(jìn)給的方法進(jìn)行銑削。即將錐螺旋線的路徑用微小的直線段或圓弧段逼近,在逼近的過(guò)程中,為達(dá)到零件的精度,直線或圓弧要足夠小,但是在機(jī)床的控制系統(tǒng)計(jì)算速度一定的情況下,機(jī)床會(huì)發(fā)生抖動(dòng)[1];
(2)在FANUC 系統(tǒng)中,按錐度要求利用人為修改#3410 系統(tǒng)參數(shù),實(shí)現(xiàn)錐螺紋銑削的加工[2],但是這種加工方法必須對(duì)系統(tǒng)的參數(shù)相當(dāng)了解才能使用,不利于普通用戶(hù)的推廣使用,通用性較差。
本文利用FANUC 系統(tǒng)宏程序的功能[3-7],對(duì)變半徑螺旋線插補(bǔ)進(jìn)行了宏程序的設(shè)計(jì)與開(kāi)發(fā),突破原有FANUC 系統(tǒng)提供的G02/G03 螺旋插補(bǔ)的半徑/螺距恒定的限制,及沿刀具實(shí)際軌跡的進(jìn)給速度比給定值要大的局限。可進(jìn)行變半徑螺旋線插補(bǔ),用于錐螺紋的銑削加工。
1 變半徑螺旋線插補(bǔ)
1.1 FANUC 系統(tǒng)螺旋插補(bǔ)的局限
固定半徑螺旋插補(bǔ)是指在圓弧插補(bǔ)時(shí),垂直于插補(bǔ)平面的第三軸(直線軸)同步運(yùn)動(dòng),構(gòu)成固定半徑螺旋線的插補(bǔ)運(yùn)動(dòng)[8-9]。其直線軸的進(jìn)給速度為:
其中:f為直線軸進(jìn)給速度;α 為直線軸長(zhǎng)度;L為圓弧長(zhǎng)度;F為指定進(jìn)給速度,指令指定沿圓弧的進(jìn)給速度。
可見(jiàn),刀具實(shí)際的進(jìn)給速度即沿刀具實(shí)際軌跡的進(jìn)給速度大于指定的進(jìn)給速度,刀具的實(shí)際進(jìn)給速度為:
其中:Ft為刀具的實(shí)際進(jìn)給速度。
以上的闡述表明,在FANUC 系統(tǒng)中利用G02/G03功能實(shí)現(xiàn)螺旋插補(bǔ)具有兩個(gè)局限:
(1)螺旋線的半徑和螺距固定不變;
(2)沿刀具實(shí)際軌跡的進(jìn)給速度大于指定的進(jìn)給速度。
因此,有必要建立變半徑螺旋線數(shù)學(xué)模型,設(shè)計(jì)變半徑螺旋線的插補(bǔ)用戶(hù)宏程序,消除螺旋插補(bǔ)的局限性,用于錐螺紋的銑削加工。
1.2 變半徑螺旋線數(shù)學(xué)模型的建立
假設(shè)沿軸線的位移速度與角位移同步,即螺距恒定,則變半徑螺旋線刀具軌跡的俯視圖如圖1 所示。起始半徑大于終止半徑,假設(shè)刀具當(dāng)前位置為變半徑螺旋線的起始點(diǎn),加工完畢刀具最終停在螺旋線的終點(diǎn)。已知變半徑螺旋線的起始角和起始半徑,則可求螺旋線中心點(diǎn)坐標(biāo)。螺旋線上的任意一點(diǎn)的坐標(biāo)可變半徑螺旋線的公式表示如下:
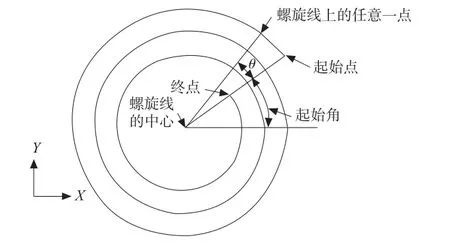
圖1 變半徑螺旋線插補(bǔ)的俯視圖

其中:(X0,Y0)為螺旋線中心坐標(biāo);T為可變半徑螺旋線轉(zhuǎn)數(shù);θ1為起始角(與X軸的夾角,可取負(fù)值);R1為起始半徑;(X1,Y1,Z1)為起點(diǎn)坐標(biāo);d為總深度(可正,可負(fù));X(θ)、Y(θ)、Z(θ)分別為X軸、Y軸、Z軸坐標(biāo)對(duì)變量θ 的參數(shù)方程;R(θ)為半徑R對(duì)變量θ的參數(shù)方程。
2 FANUC 系統(tǒng)用戶(hù)宏程序
2.1 宏程序的自變量指定
在宏程序調(diào)用中,一個(gè)字母地址可以給所調(diào)用的宏程序的變量賦初始值的方式命名為自變量指定[10]。自變量指定類(lèi)型有兩種,本文具體介紹自變量指定Ⅰ,在自變量指定Ⅰ能定義除#10,#12,#14,#15 和#16 以外的#1 -#26 的變量,自變量指定Ⅰ與局部變量的對(duì)應(yīng)關(guān)系如下表1 所示:
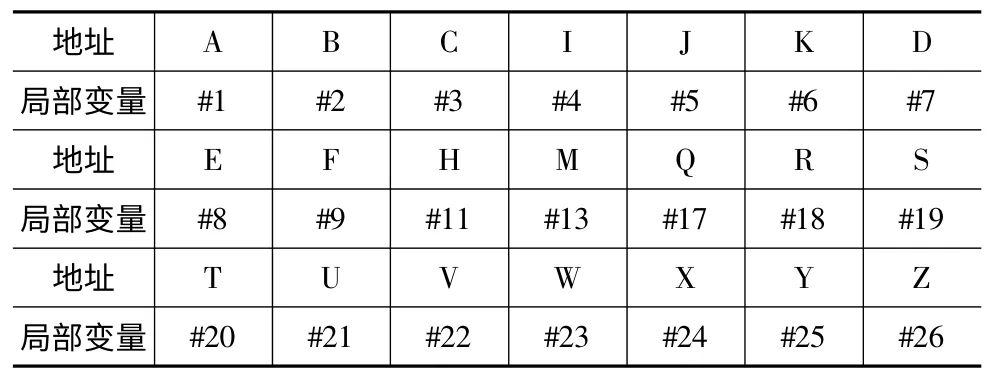
表1 自變量指定Ⅰ地址與局部變量的對(duì)應(yīng)關(guān)系
2.2 宏程序調(diào)用
用戶(hù)宏程序的調(diào)用方法有簡(jiǎn)單調(diào)用(G65)、模態(tài)調(diào)用(G66,G67)、M 代碼、T 代碼調(diào)用子程序、G 代碼、M 代碼調(diào)用宏程序六種形式。其中G65 可用于任何調(diào)用沒(méi)有限制。
用G65 可指定自變量(數(shù)據(jù)傳送到宏程序),可無(wú)條件地調(diào)用宏程序,也可以改變局部變量的級(jí)別。當(dāng)指定G65 時(shí),地址P 指定的用戶(hù)宏程序調(diào)用的變量中的數(shù)據(jù)能傳遞到用戶(hù)宏程序體中。
本文具體介紹簡(jiǎn)單調(diào)用(G65)調(diào)用宏程序的方法:
G65 P <程序號(hào)>L <重復(fù)次數(shù)> <自變量指定參數(shù)1 >…<自變量指定參數(shù)n >;
例如G65 P8000 L2 A20 B30 表示調(diào)用8000 號(hào)子程序兩次,#1(地址A)和#2(地址B)分別置為20 和30,其余的局部變量為空。
2.3 宏程序報(bào)警的系統(tǒng)變量
宏程序報(bào)警的系統(tǒng)變量是用于顯示錯(cuò)誤信息,只有糾正問(wèn)題并按下RESET 鍵才能進(jìn)一步操作機(jī)床。報(bào)警提示的內(nèi)容是會(huì)使當(dāng)前操作停止執(zhí)行的錯(cuò)誤條件,如表2 為程序系統(tǒng)變量及功能說(shuō)明。
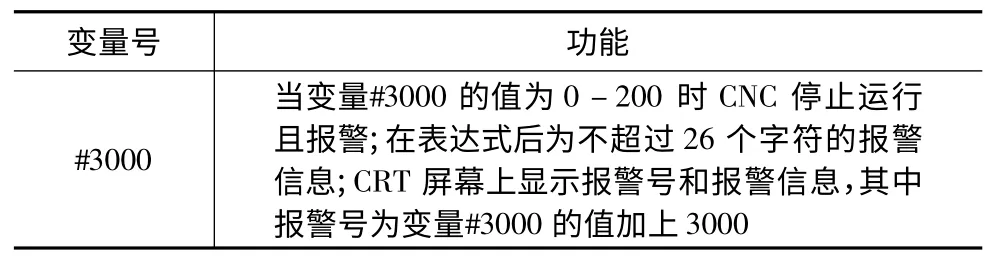
表2 程序報(bào)警的系統(tǒng)變量及功能
即:#3000 功能是給用戶(hù)自設(shè)的報(bào)警,在程序里:”#3000 =1,2,3...”則出現(xiàn)No. 3001,3002,3003…報(bào)警。
例如:#3000 =1 NEGATICE START RADIUS;報(bào)警屏幕上顯示“3001 NEGATICE START RADIUS”(初始半徑為負(fù)值)。
在本文的實(shí)例中使用該方法判斷半徑值與轉(zhuǎn)數(shù)是否為負(fù)值,如為負(fù)值則報(bào)警。
2.4 FANUC 系統(tǒng)用戶(hù)宏程序的轉(zhuǎn)移與循環(huán)
在程序中轉(zhuǎn)移和循環(huán)操作,使用GOTO 語(yǔ)句和IF語(yǔ)句改變控制的流向有三種方法。分別是:
(1)GOTO 語(yǔ)句無(wú)條件轉(zhuǎn)移,該語(yǔ)句程序的可讀性較差。
(2)IF 語(yǔ)句條件轉(zhuǎn)移IF[<條件表達(dá)式>]THEN[宏語(yǔ)句],該語(yǔ)句具有只能指定一個(gè)宏語(yǔ)句及不允許有NC 語(yǔ)句的局限。
(3)WHILE_DO_END 循環(huán)語(yǔ)句,其優(yōu)點(diǎn)是比GOTO 語(yǔ)句快,如果循環(huán)的語(yǔ)句多可以提高程序運(yùn)行的速度。WHILE_DO_END 語(yǔ)句的程序框圖如圖2 所示。
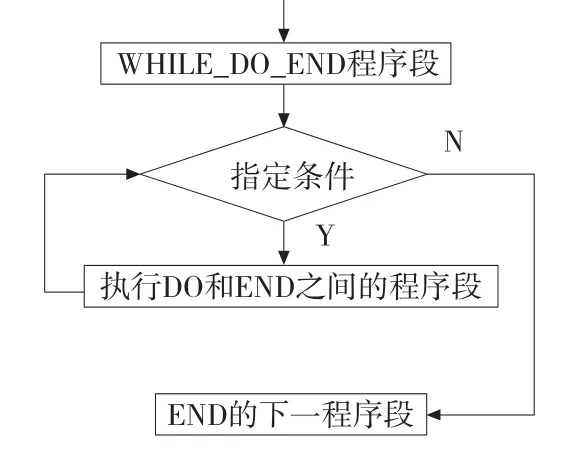
圖2 WHILE_DO_END 語(yǔ)句的程序框圖
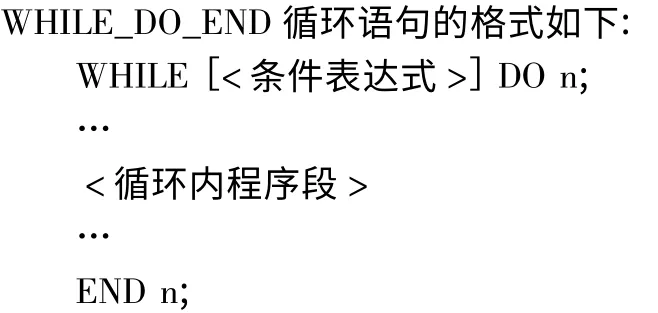
這里的n 可以是1,2 或3。WHILE_DO_END 的循環(huán),該循環(huán)是指在WHILE 后指定一個(gè)條件表達(dá)式,當(dāng)指定條件滿(mǎn)足要求時(shí),執(zhí)行從DO 到END 之間的程序,否則執(zhí)行END 后的程序段。
3 變半徑錐螺紋宏程序的開(kāi)發(fā)
3.1 參數(shù)地址變量的設(shè)定
假設(shè)螺旋的螺距不變,半徑均勻變化,根據(jù)變半徑螺旋線的公式設(shè)定的變半徑螺紋插補(bǔ)參數(shù)與所選字母的地址如表3 所示:
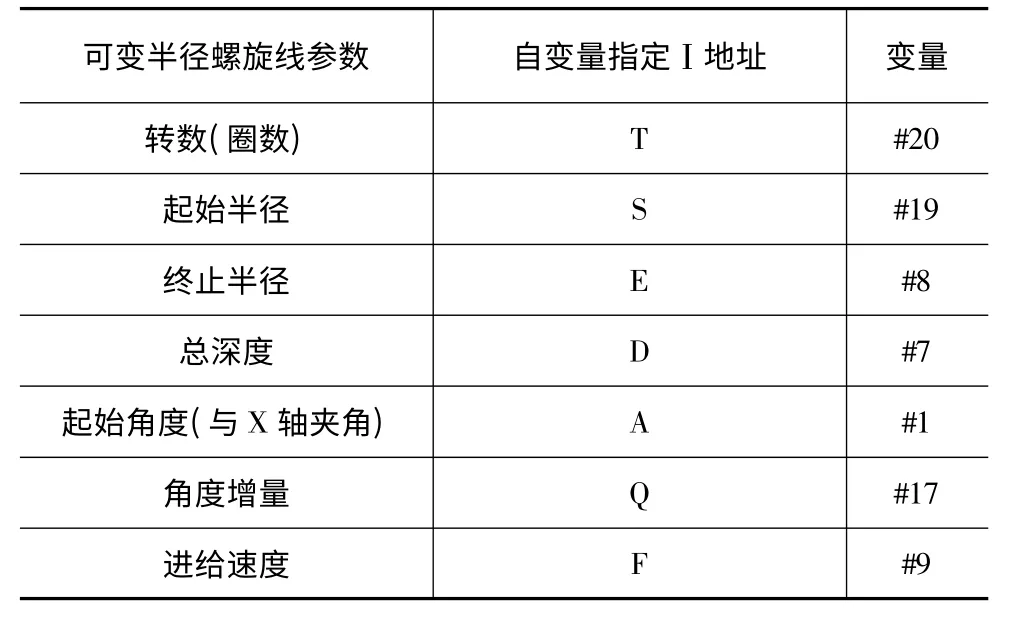
表3 變半徑螺紋插補(bǔ)參數(shù)的地址變量
3.2 宏程序主體
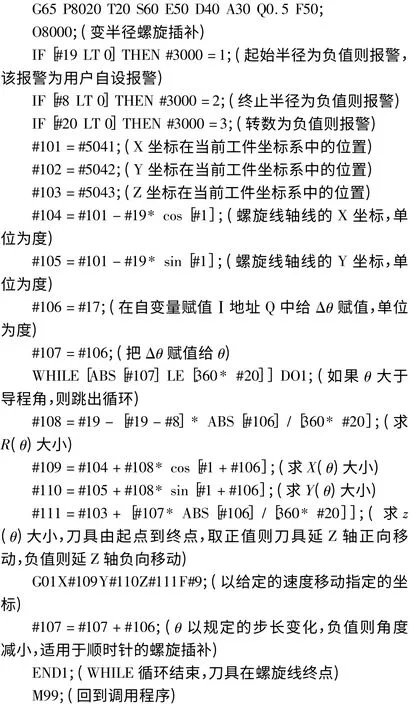
根據(jù)變半徑螺旋線方程及參數(shù)地址變量設(shè)定表,在絕對(duì)坐標(biāo)編程(G90)模式下將刀具移動(dòng)到起始點(diǎn),其變半徑錐螺紋宏程序編程流程圖如圖3 所示。其中O8000 為變半徑螺旋插補(bǔ)的子程序,利用G65 調(diào)用宏程序如下:
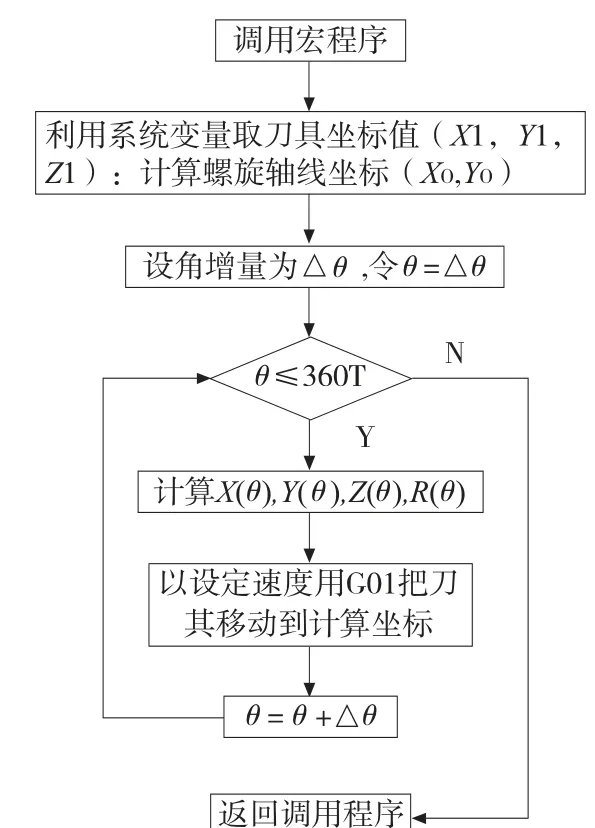
圖3 變半徑錐螺紋宏程序流程圖
該程序在具有螺旋插補(bǔ)功能的FANUC 系統(tǒng)中使用,選用配備了FANUC SERIES OI MC 的海天精工HTM-850G 龍門(mén)加工中心上進(jìn)行加工,成功的驗(yàn)證了該宏程序可以按要求加工出符合要求的零件。
4 結(jié)束語(yǔ)
本文對(duì)變半徑螺旋線插補(bǔ)銑削宏程序進(jìn)行了參數(shù)化設(shè)計(jì),該方案有效克服了FANUC系統(tǒng)中G02/G03 螺旋插補(bǔ)的半徑/螺距恒定、刀具實(shí)際進(jìn)給速度大于給定進(jìn)給速度的兩個(gè)局限。在給出變半徑螺旋線插補(bǔ)銑削的通用子程序后,可根據(jù)需要對(duì)參數(shù)的地址變量賦值,即能加工出相同形狀不同尺寸的變半徑螺旋線,以此作為固定循環(huán),可在加工內(nèi)置錐螺紋時(shí)進(jìn)行調(diào)用,增加了程序的可移植性。通過(guò)在HTM-850G 龍門(mén)加工中心使用,較好的解決了在數(shù)控車(chē)床上難以加工的非圓零件或大型蓋板等箱體類(lèi)的內(nèi)錐螺紋銑削加工等一系列問(wèn)題。
[1]邵偉平.內(nèi)錐螺紋的數(shù)控銑削分析[J].制造技術(shù)與機(jī)床,2009(1):24 -25.
[2]焦立濤. 用FANUC 的螺旋插補(bǔ)功能(G02/G03)實(shí)現(xiàn)錐螺紋銑削加工的方法[J]. 制造技術(shù)與機(jī)床,2004(3):80-81.
[3]劉萍,林國(guó)勇. 基于FANUC 系統(tǒng)的等距型面粗銑宏程序開(kāi)發(fā)[J]. 工具技術(shù),2011(3):52 -55.
[4]郭德橋. 基于球頭銑刀在斜面加工中的參數(shù)編程研究[J].組合機(jī)床與自動(dòng)化加工技術(shù),2013(5):98 -100.
[5]劉萍,王勁. 軸向車(chē)銑等距型面的宏程序開(kāi)發(fā)[J]. 機(jī)床與液壓,2011(2):25 -27.
[6]吳金會(huì),劉越,王祥禎,等.基于宏程序的方形體斜角面銑削加工應(yīng)用研究[J].組合機(jī)床與自動(dòng)化加工技術(shù),2012(5):94 -96.
[7]劉萍,王民權(quán),范進(jìn)楨,等. FANUC 系統(tǒng)中實(shí)時(shí)前瞻的NURBS 插補(bǔ)研究與實(shí)現(xiàn)[J]. 機(jī)械科學(xué)與技術(shù),2012(5):791 -795.
[8]陳海舟.數(shù)控銑削加工宏程序及應(yīng)用實(shí)例[M].北京:機(jī)械工業(yè)出版社,2006.
[9][印]S. K. Sinha. FANUC 數(shù)控宏程序編程技術(shù)[M]. 北京:科學(xué)出版社,2011.
[10]BEIJING-FANUC.BEIJING-FANUC 0i-MA 系統(tǒng)操作說(shuō)明書(shū)B(niǎo)-63514C/01.2003,06.
