非對稱軋制力能參數與帶鋼張應力分布規律
2014-06-23 16:22:35張清東張曉峰
哈爾濱工業大學學報 2014年9期
李 博,張清東,張曉峰
(北京科技大學機械工程學院,100083北京)
非對稱軋制力能參數與帶鋼張應力分布規律
李 博,張清東,張曉峰
(北京科技大學機械工程學院,100083北京)
為深入了解帶鋼軋制過程中非對稱因素對軋制力能參數與帶鋼張應力分布的影響,應用ABAQUS非線性有限元軟件對軋制過程進行二維建模及仿真分析,以軋輥驅動方式非對稱、上下工作輥與帶鋼間接觸摩擦潤滑條件非對稱以及存在異步軋制等3種非對稱因素作為研究對象,計算并分析上述非對稱因素及其程度對于軋后帶鋼內部張應力分布、軋制力以及軋制扭矩的影響規律,進而定量分析與比較3種非對稱軋制因素對于軋制過程中的力能參數和厚向張應力分布規律的影響程度.仿真計算表明:3種非對稱軋制狀態都會導致軋后帶鋼厚向張應力分布的不對稱;3種非對稱軋制狀態都會明顯改變軋制過程力能參數大小;與相應對稱軋制狀態相比,有些非對稱因素可以不同程度地降低軋制力和軋制扭矩.軋制過程中的非對稱因素從不同的角度來分析,是利弊共存的.
平整軋制;非對稱;張應力;有限元;翹曲
軋制過程中的非對稱因素主要包括驅動方式非對稱(單輥驅動)、上下工作輥與帶鋼間接觸摩擦潤滑條件非對稱、異步軋制.異步軋制是指兩個工作輥表面線速度不相等的一種軋制方法,主要包括兩種形式:一種是兩個工作輥輥徑相同,轉速不同,即上下工作輥轉速非對稱;一種是兩個工作輥轉速相同,輥徑不同,即上下工作輥輥徑非對稱.研究發現,異步軋制時,慢速輥側的中性點向變形區入口側移動,快速輥側中性點向變形區出口側移動,當慢速輥側中性點移至入口處、快速輥側中性點移至出口處時,使變形區內上下表面的摩擦力方向相反,形成了所謂“搓軋區”[1].
目前,對于非對稱軋制的研究主要集中于中厚板熱軋產生的頭部翹曲問題上.杜鳳山等[2]對熱軋帶鋼的頭部翹曲進行了有限元模擬,發現軋制薄規格板帶比軋制厚規格板帶下扣嚴重,軋件向低速方向彎曲;彭興東等[3]也對中厚板非對稱軋制過程進行了有限元分析,對頭部翹曲的產生機理也做了一些研究;葉立勇等[4]采用彈塑性有限元法建立了非對稱軋制有限元模型,利用該模型研究了不同軋制工藝下的輥速比、上下表面溫差、不同摩擦系數對軋件頭部翹曲的影響規律,發現鋼板向輥速小、摩擦大的方向彎曲.國內目前只有少數學者對帶鋼平整軋制過程中的非對稱因素進行研究.魏立群等[5]針對平整軋制后帶鋼出現的L翹,采用了上工作輥偏向出口側的方法來抑制翹曲的產生,得到了一些成效;戴杰濤[6]提出:帶鋼上下表面縱向延伸不相等所導致帶鋼內部殘余應力分布的不均勻是引起帶鋼翹曲變形的主要原因.Fujwara等[7]采用軋制試驗的方法分析了輥徑差對L翹的影響,通過其軋制試驗研究可以看出,上下輥徑差是產生L翹的重要原因之一,且隨著輥徑差的增大,帶鋼向輥徑小的方向翹曲越嚴重;Ueda等[8]采用剛塑性有限元法模擬了不對稱厚板的軋制過程,分析了帶鋼的金屬流動和彎曲變形規律,對軋制過程中出現的彎曲進行了研究;Salimi等[9]提出不對稱軋制過程中,帶鋼變形區剪切帶的存在是導致翹曲產生的根源;Knighta等[10]認為非對稱軋制薄帶鋼時產生的翹曲較小,而生產較厚的板材容易產生很大的彎曲;Jiang等[11]建立了冷軋過程的三維剛塑性模型,對軋制過程中上下表面摩擦不一致進行了分析,比較了上下摩擦一致和不一致時,變形區的前后滑情況以及沿接觸弧的接觸應力和摩擦應力分布;Gao和Tieu等[12-13]也分析了在上下表面摩擦條件不一致時,軋制過程中帶鋼的力學行為變化,發現上下摩擦不一致會使軋制力減小,而且帶鋼向摩擦大的方向彎曲;Mousavi等[14]通過建立的有限元三維模型,分析了在相同輥徑不同轉速的情況下,變形區的接觸應力和摩擦應力的分布情況;Ji等[15]在分析非對稱軋制時發現帶鋼向輥徑大、摩擦系數大、速度大的方向彎曲;Gong等[16]在對不對稱軋制引起的鋼板頭部翹曲的分析中發現鋼板的入口厚度越小產生的彎曲的越大,而且摩擦相差越大,彎曲越大.
上述研究工作主要集中在熱軋中厚板的非對稱軋制問題上,針對帶鋼冷軋過程中的非對稱軋制問題研究很少,少數學者發現了冷軋過程非對稱因素對于帶鋼板形質量有影響的現象,但是并沒有系統定量的分析非對稱因素對于軋制過程及帶鋼塑性變形的影響規律.
本文以冷軋后帶鋼內部的張應力分布描述帶鋼的板形質量,用軋制力、軋制扭矩來描述軋制工藝過程,運用商業有限元軟件重點分析了軋制過程中各非對稱因素對于軋后帶鋼內部張應力分布、軋制力以及軋制扭矩的影響規律,分析各非對稱因素對帶鋼軋制板形質量控制與工藝過程的影響.
1 非對稱軋制過程有限元建模
1.1 力學模型
實際軋制過程,帶鋼的長度是無限長的,為了最大限度的模擬在線軋制狀態,將帶鋼模型沿軋制方向分為3部分:頭部穩定段、尾部穩定段與軋制段.帶鋼的頭部和尾部很長,并且不經過軋制;帶鋼中部為第3部分:為軋制段,經過軋制.軋制過程采用先壓下后軋制的方式.初始狀態,帶鋼處于上下工作輥的輥縫中;然后,上下工作輥壓緊帶鋼,達到一定的壓下量;給帶鋼前后兩端施加均布張力;在上下工作輥的轉動帶動下,靠軋輥與帶鋼之間的摩擦力帶動帶鋼走出輥縫.工作狀態如圖1所示.
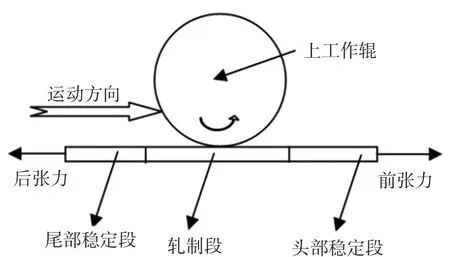
圖1 軋制過程的力學模型
1.2 材料模型
本文忽略軋輥的彈性變形,把工作輥設置為剛性輥.由于帶鋼在長度方向和厚度方向具有較大的彈塑性變形,因此需要設置帶鋼的彈塑性特性.通過拉伸試驗,確定帶鋼的本構關系曲線如圖2所示.
1.3 接觸摩擦模型
摩擦是一種非常復雜的物理現象,與接觸表面的硬度、濕度、法向應力和相對滑動速度等特性有關,其機理仍是研究中的課題.針對軋制過程,本文選擇庫侖摩擦模型.
庫侖摩擦模型為
節點合力形式為
式中:στt為切向摩擦應力,σn為法向摩擦應力,μ為摩擦系數,fn為法向作用力,fτ為切向作用力.
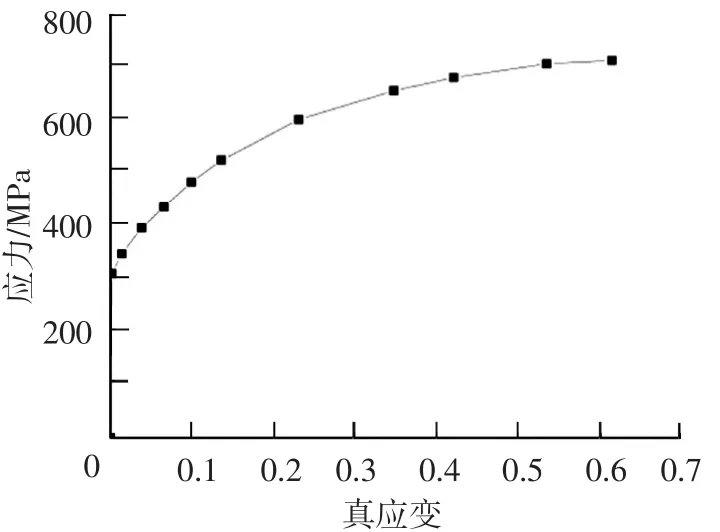
圖2 帶鋼本構關系曲線

式中vc為發生滑動時接觸體之間的臨界相對速度.
1.4 網格劃分
考慮到模型中存在接觸,盡量采用一階單元,在模型中,帶鋼有較大的變形,線性縮減積分單元能夠很好地承受扭曲變形;因此本模型中單元類型設置為平面應變線性縮減積分4節點單元CPE4R.軋輥的網格劃分比帶鋼的略為稀疏即可.如圖3所示.
實際生產中,摩擦力隨著切向相對速度的正負會產生階梯函數狀的變化.在相對摩擦速度為零時(粘著狀態)的摩擦力是不連續的.在數值計算中存在這種不連續會使計算困難,出現不收斂現象.可以采用反正切函數平滑這種突變,摩擦模型變為
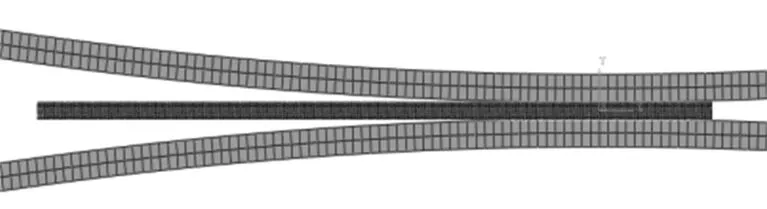
圖3 軋制模型的網格劃分
2 軋制非對稱因素對帶鋼張應力的影響
2.1 驅動方式非對稱
工況:上下工作輥直徑300/300、325/325、350/350、375/375、400/400、450/450 mm;單輥驅動;驅動輥轉速1 400 mm/s;上下工作輥與帶鋼的接觸摩擦系數0.12/0.12;入口帶鋼厚度3 mm;壓下率9.8%;材質彈塑性(經過拉伸試驗);前后工藝張力30/30 MPa.
如圖4、5所示,單輥驅動軋制過程,出口帶鋼內部的張應力分布存在一定的非對稱性,主要體現在帶鋼上下表層的張應力數值的不同以及最小張應力值的位置偏移兩方面,不同的工作輥輥徑下,最小張應力的位置幾乎不變.由雙輥驅動的軋制過程,帶鋼厚度方向上最小張應力的位置一般出現在中心層,而單側工作輥傳動下,帶鋼厚度方向上最小張應力的位置一般出現在歸一化厚度-0.2位置左右.工作輥的輥徑在300~450 mm時,帶鋼上下表面的應力差基本在0~45 MPa,當工作輥的輥徑在340~360 mm時,帶鋼上下表層的應力差值最小.
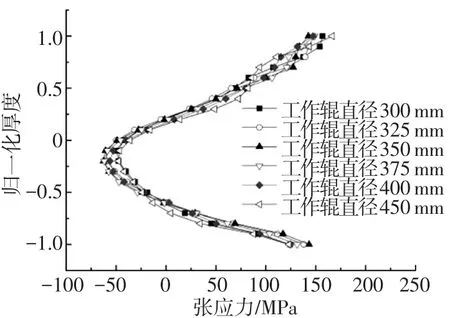
圖4 驅動方式非對稱時帶鋼厚度方向張應力分布
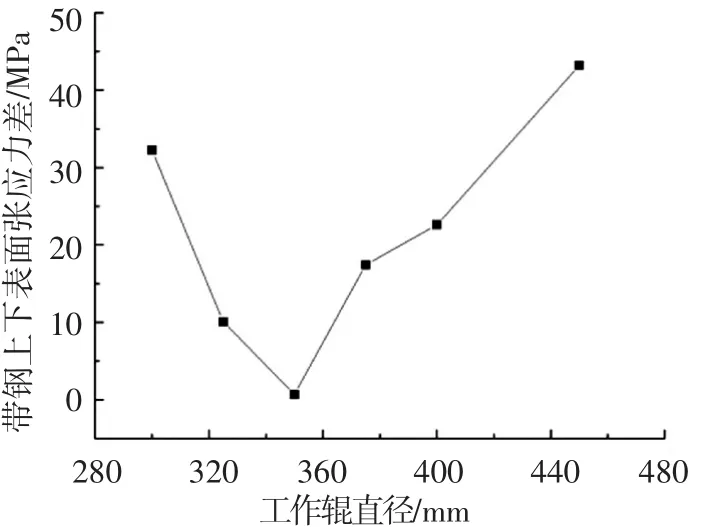
圖5 驅動方式非對稱時帶鋼上下表面張應力差值
綜上所述,帶鋼軋制過程中,單輥傳動會對帶鋼厚度方向的張應力分布有一定的影響,在一定程度上會使得帶鋼產生翹曲缺陷;不同直徑的工作輥,單輥傳動軋制,對于帶鋼厚度方向的張應力分布的影響程度不一樣;存在一個特殊的輥徑,經過單輥傳動軋制,使得帶鋼上下表面的張應力差的絕對值最小.
2.2 上下工作輥與帶鋼間接觸摩擦潤滑條件非對稱
工況:上下工作輥直徑450/450 mm;雙輥傳動;上下工作輥轉速1 400 mm/s;上下工作輥與帶鋼的接觸摩擦系數0.08/0.08、0.08/0.12、0.08/0.16、0.08/0.20;入口帶鋼厚度3 mm;壓下率9.8%;材質彈塑性(經過拉伸試驗);前后工藝張力30/30 MPa.
如圖6、7所示,上下工作輥與帶鋼間的接觸摩擦潤滑條件不同,軋制后出口帶鋼內部的張應力分布存在一定的非對稱性,主要體現在帶鋼上下表層的張應力數值的不同.上下工作輥與帶鋼間的接觸摩擦潤滑條件的不同,不會影響出口帶鋼厚度方向上的張應力分布形式以及最小張應力在厚度方向上的位置.帶鋼與工作輥間接觸摩擦系數小的一側張應力較大,說明其延伸率較小;帶鋼與工作輥間接觸摩擦系數大的一側張應力較小,說明其延伸率較大.隨著帶鋼下表面摩擦系數與上表面摩擦系數比值的增大,帶鋼上下表層張應力的差值近乎呈線性增大,張應力差值在0~35 MPa,說明帶鋼上下表層的延伸差同樣近乎呈線性增大.

圖6 摩擦系數非對稱時帶鋼厚度方向張應力分布

圖7 摩擦系數非對稱時帶鋼上下表面張應力差值
綜上所述,軋制過程中,上下工作輥與帶鋼間摩擦潤滑條件的不同對帶鋼厚度方向的張應力分布有影響,在一定程度上會使得帶鋼產生一定的翹曲缺陷;上下工作輥與帶鋼間摩擦潤滑條件的差異程度,在一定程度上影響帶鋼上下表層的延伸差與張應力差.
2.3 異步軋制
2.3.1 上下工作輥輥徑非對稱
工況:上下工作輥直徑450/445、450/440、450/435、450/430、450/425、450/420、450/415、450/410 mm;雙輥傳動;上下工作輥轉速1 400 mm/s;上下工作輥與帶鋼的接觸摩擦系數0.12/0.12;入口帶鋼厚度3 mm;壓下率9.8%;材質彈塑性(經過拉伸試驗);前后工藝張力30/30 MPa.
如圖8、9所示,上下工作輥存在輥徑差,軋制后,出口帶鋼內部的張應力分布存在一定的非對稱性,主要體現在帶鋼上下表層的張應力數值的不同.上下工作輥直徑不同,不會影響出口帶鋼厚度方向上的張應力分布形式以及最小張應力在厚度方向上的位置.隨著上工作輥直徑與下工作輥直徑比值的增大,帶鋼上下表層張應力的差值波動不大,不呈現線性比例規律,張應力差值在0~-13 MPa.
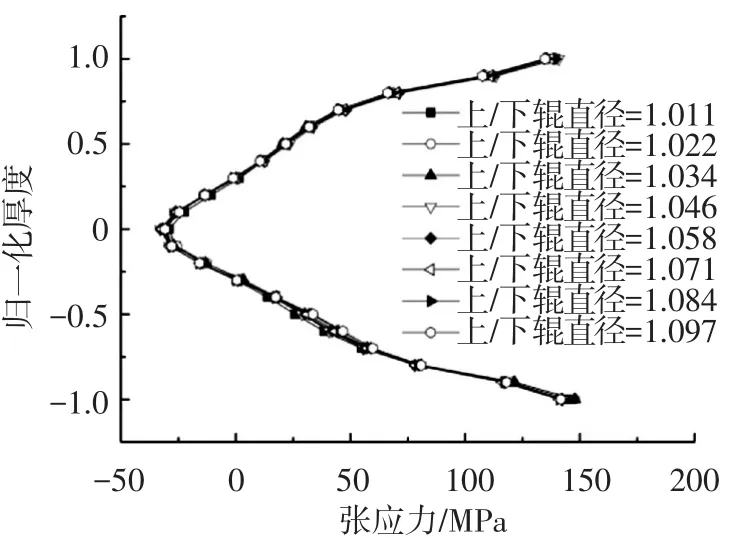
圖8 輥徑非對稱時帶鋼厚度方向張應力分布
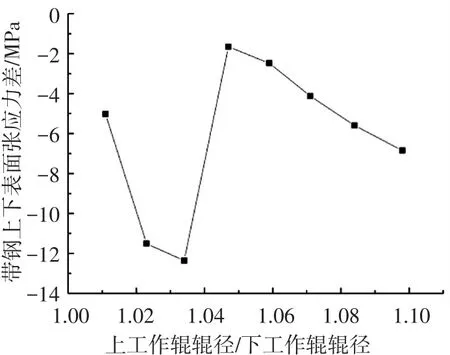
圖9 輥徑非對稱時帶鋼上下表面張應力差值
綜上所述,軋制過程中,上下工作輥直徑的不同對帶鋼厚度方向的張應力分布有很小的影響. 2.3.2 上下工作輥轉速非對稱
工況:上下工作輥直徑450/450mm;雙輥傳動;上下工作輥轉速1 400/1 300、1 400/1 200、1 400/1 100、1 400/1 000、1 400/900、1 400/800 mm/s;上下工作輥與帶鋼的接觸摩擦系數0.12/0.12;入口帶鋼厚度3 mm;壓下率9.8%;材質彈塑性(經過拉伸試驗);前后工藝張力30/30 MPa.
如圖10、11所示,上下工作輥存在轉速差,軋制后,出口帶鋼內部的張應力分布都存在一定的非對稱性,主要體現在帶鋼上下表層的張應力數值的不同.上下工作輥輥速的不同,不會影響出口帶鋼厚度方向上的張應力分布形式以及最小張應力在厚度方向上的位置.隨著上工作輥轉速與下工作輥轉速比值的增大,帶鋼上下表層張應力的差值不呈現線性規律,張應力差值在0~50 MPa.
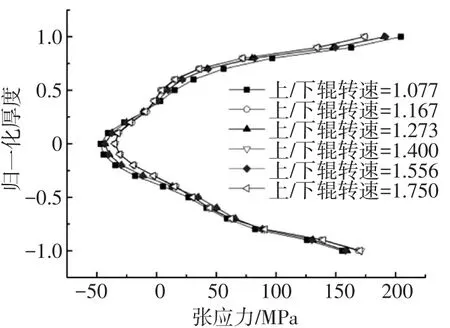
圖10 輥速非對稱時帶鋼厚度方向張應力分布
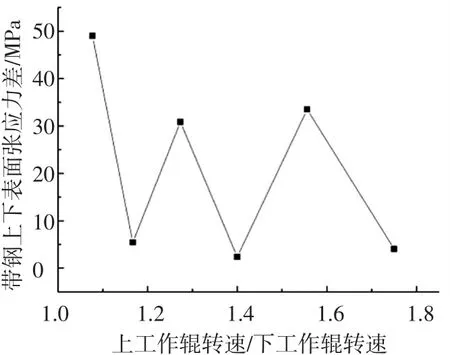
圖11 輥速非對稱時帶鋼上下表面張應力差值
綜上所述,軋制過程中,上下工作輥的轉速差對帶鋼厚度方向的張應力分布有一定的影響,在一定程度上會使得帶鋼產生一定的翹曲缺陷;上下工作輥的轉速差,在一定程度上影響帶鋼上下表層的延伸差與張應力差.
3 軋制非對稱因素對軋制力能參數的影響
如圖12所示,單輥驅動和雙輥驅動相比,軋制過程中的單位寬度軋制力減小了近50 N/mm.不管單輥驅動還是雙輥驅動,軋制過程中的軋制力都隨著工作輥直徑的增大而增大.單輥驅動下的軋制過程,隨著軋輥直徑的增加,軋制扭矩近乎線性等比例增加;雙輥驅動下的軋制過程,上下工作輥具有相同數值的軋制扭矩,并且隨著軋輥直徑的增加,軋制扭矩近乎線性等比例增加;單輥驅動下的軋制扭矩近乎是雙輥驅動下的單個工作輥軋制扭矩的2倍.
如圖13所示,下工作輥接觸摩擦系數與上工作輥接觸摩擦系數比值的增大,軋制過程中的軋制力近乎正比例增大.隨著下、上工作輥接觸摩擦系數比值的增大,上工作輥的軋制扭矩減小,下工作輥的軋制扭矩增大,且下工作輥的軋制扭矩的增大幅度大于上工作輥的軋制扭矩的減小幅度.
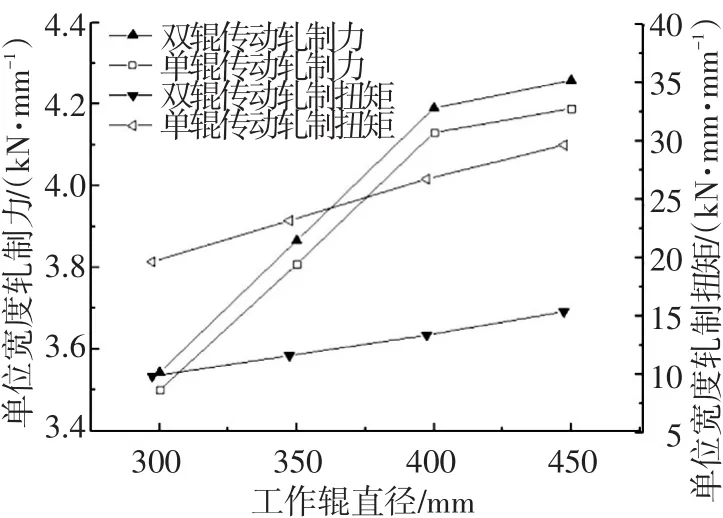
圖12 驅動方式、軋制力與軋制扭矩
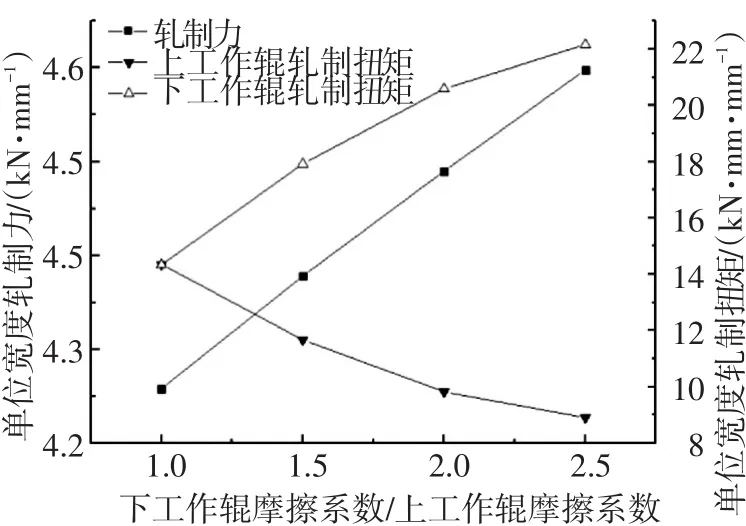
圖13 上下工作輥接觸摩擦系數比值、軋制力與軋制扭矩
如圖14所示,上下工作輥輥徑比值的增大,使得軋制過程中的軋制力近乎正比例減小.上下工作輥輥徑的比值在一定的范圍內時,上下工作輥的軋制扭矩相差不大,并且數值基本上不隨著上下工作輥輥徑比值的增大而改變.
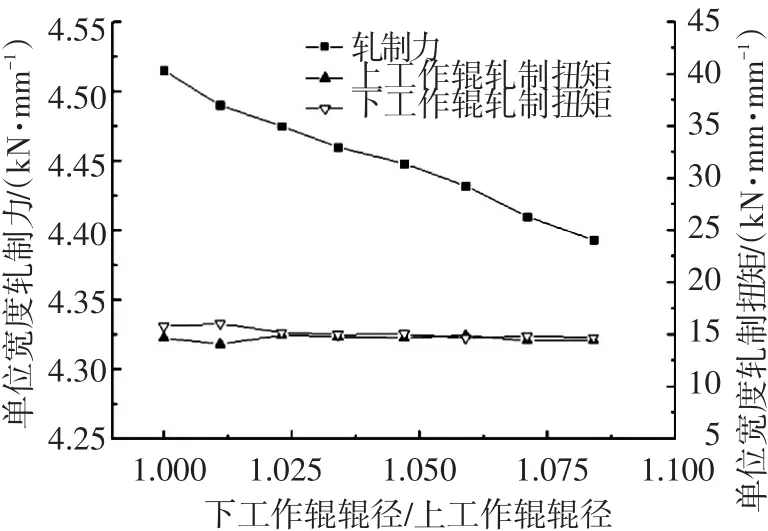
圖14 上下工作輥輥徑比值、軋制力與軋制扭矩
如圖15所示,隨著上下工作輥轉速比值的增大,軋制過程中的軋制力先減小到一定程度,之后轉速比值的進一步增大,幾乎不再改變軋制力的大小.轉速較大的工作輥的軋制扭矩同樣較大.隨著上下工作輥轉速比值的增大,上下工作輥的軋制扭矩近乎在一個區間內上下波動.而且,上下工作輥具有轉速差的軋制過程,上下工作輥的軋制扭矩的數值都非常大,是危險的非對稱軋制方式.
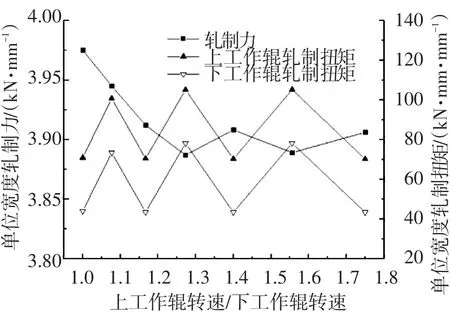
圖15 上下工作輥輥速比值、軋制力與軋制扭矩
4 結 論
1)驅動方式非對稱情況下,在軋制過程中,單輥驅動會對帶鋼厚度方向的張應力分布有一定的影響;不同直徑的驅動輥,對于帶鋼厚度方向的張應力分布的影響程度不一樣,這種影響是非線性的.單輥驅動與雙輥驅動相比,能夠降低軋制力,但是會使得驅動輥的軋制扭矩偏高.
2)上下工作輥與帶鋼間接觸摩擦潤滑條件非對稱情況下,在軋制過程中,上下工作輥與帶鋼間接觸摩擦潤滑條件的不同會對帶鋼厚度方向的張應力分布有很大的影響;隨著上下工作輥與帶鋼間接觸摩擦潤滑條件差異性的加劇,帶鋼厚度方向張應力分布的非對稱程度加劇.隨著上下工作輥與帶鋼間接觸摩擦潤滑條件差異性的加劇,軋制力有增大的趨勢,潤滑條件較好的工作輥的軋制扭矩減小,潤滑條件較差的工作輥的軋制扭矩增大.
3)上下工作輥的輥徑不等對帶鋼厚度方向的張應力分布影響很小.隨著上下工作輥輥徑比值的增大,軋制力有減小的趨勢,而上下工作輥的軋制扭矩基本維持在一個穩定的數值上.
4)上下工作輥的轉速不等,對于帶鋼厚度方向的張應力分布有一定的影響;上下工作輥的轉速比,對于帶鋼厚度方向的張應力分布的影響規律是非線性的.當上下工作輥的轉速比在一定的范圍內時,軋制過程中的軋制力有減小并趨于穩定的趨勢.當上下工作輥存在轉速差時,上下工作輥的軋制扭矩的數值遠大于其他幾種非對稱因素下的軋制扭矩,并且隨著上下工作輥轉速比值的增大,上下工作輥的軋制扭矩呈階躍式變化,不存在線性規律.
[1]張小平,秦建平.軋制理論[M].北京:冶金工業出版社,2006:205-207.
[2]李學通,杜鳳山,王敏婷,等.熱軋帶鋼頭部翹曲有限元研究[J].重型機械,2004(3):41-44.
[3]彭興東,李勝利.厚板軋制頭部彎曲的有限元分析[J].鞍山科技大學學報,2006,29(6):584-586.
[4]葉立勇,程曉茹,朱遠志,等.板帶鋼頭部翹曲的有限元分析[J].武漢科技大學學報,2009,32(l):5-9.
[5]魏立群,柳謀淵,張杏耀,等.平整軋制中軋件L彎成因分析以及對策[J].軋鋼,2003,20(2):20-22.
[6]戴杰濤.薄寬帶鋼板形翹曲與縱向瓢曲變形行為研究[D].北京:北京科技大學,2010:20-50.
[7]FUJWARA T,MATOBA T,ITAZURI Y,et al. Improvement of high-strength steel sheet mechanical properties by rollingwith small-diameter rolls[J].Journal of the JSTP,1997,440(38):819-823.
[8]UEDA T,OHE K,TANI T.Development of controlling technique of curling in plate rolling[C]//Proceedings of the 7th International Conference on Steel Rolling(STEELROLLING'98).Chiba:The Iron and Steel Institute of Japan,1998:577-582.
[9]SALIMI M,FORGHANI A.Prediction of product curvature in rolling with asymmetric condition[C]//The Seventh ISME Annual Conference.Zahedan,Iran:[s.n.],1999:1485-1493.
[10]KNIGHTA CW,HARDY S J,et al.Investigations into the influence of asymmetric factors and rolling parameters on strip curvature during hot rolling[J]. Journal of Materials Processing Technology,2003,134(2):180-189.
[11]JIANG Z Y,TIEU A K.A 3-D finite elementmethod analysis of cold rolling of thin strip with friction variation[J].Tribology International,2004,37(2):185-191.
[12]GAO H,RAMALINGAM SC.Analysis of asymmetrical cold rolling with varying coefficients of friction[J]. Journal of Materials Processing Technology,2002,124(1/2):178-182.
[13]TIEU A K,LIU Y J.Friction variation in the coldrolling process[J].Tribology International,2004,37(2):177-183.
[14]MOUSAVISA A A,EBRAHIMISM,MADOLIATR. Three dimensional numerical analyses of asymmetric rolling[J].Journal of Materials Processing Technology,2007,(187/188):725-729.
[15]JI Y H,PARK J J.Development of severe plastic deformation by various asymmetric rolling processes[J]. Materials Science and Engineering,2009,499(1/2): 14-17.
[16]GONGWei,PANG Yuhua.Effectof asymmetric friction on front end curvature in plate and sheet rolling process[J].Journal of Iron and Steel Research,2010,17(1): 22-26.
(編輯楊 波)
Rolling parameters and strip tensile stress distribution of asymmetrical rolling process
LIBo,ZHANG Qingdong,ZHANG Xiaofeng
(School of Mechanical Engineering,University of Science and Technology Beijing,100083 Beijing,China)
Two-dimensional rolling process ismodeled and analyzed by nonlinear finite element software called ABAQUS for understanding the law of changing of rolling parameters and strip tensile stress distribution in asymmetrical rolling process.There are three asymmetry factors about rolling process,drive mode,contact friction lubrication conditions between work roll and strip,asynchronous rolling mode.The effect of the asymmetry factors on the tensile stress distribution of strip,roll force and roll torque is analyzed.The effect of the asymmetry factors on the shape of strip and rolling process is compared and assessed.Simulation results show that all the asymmetry factors can make the tensile stress distribution in thickness direction of strip asymmetrical and change the mechanics parameter of temper rolling process obviously.Compared with the corresponding symmetry rolling process,some asymmetry factors can reduce the roll force and roll torque in different degree.Therefore,the advantages and disadvantages of asymmetric rolling process factors both exist from different perspective.
temper rolling;asymmetry;tensile stress;FEM;warp
TG335.5
A
0367-6234(2014)09-0068-06
2013-10-21.
國家自然科學基金資助項目(51075031).
李 博(1986—),男,博士研究生;張清東(1965—),男,教授,博士生導師.
李 博,libohongxing@sina.com.
