在線多光譜顏色測量解決方案
2014-06-10 08:32:46王鋒
印刷技術·包裝裝潢 2014年3期
王鋒
如今,品檢設備已基本取代人工,在生產中得以大量應用,主要用于產品的終檢,但這樣只能杜絕廢次品流向客戶,生產中的油墨、紙張等原材料的浪費以及人工成本消耗等問題卻仍無法得以改善。假如品檢設備在生產過程中能及時、快速地發現印品質量問題,并實時報警提示,不僅能避免大量連續廢次品的產生,減少浪費,還能大幅提高生產效率,提升印品質量。這樣品檢設備就會由一臺“事后補救”的檢測設備轉變為一臺“事先預防”的工藝設備,真正為包裝印刷企業發揮省錢,甚至掙錢的價值。但實際卻沒有那么簡單,在包裝印品生產過程的質量管控中,色差是重要指標之一,如何控制好包裝印品的色差,一直是包裝印刷企業頭疼的問題。對此,我公司推出了在線多光譜顏色測量解決方案,可很好地幫助客戶解決這個難題。下面,筆者將對該方案進行深入介紹。
顏色測量技術
1.傳統顏色測量技術
傳統顏色測量技術主要有如下3種方法。
(1)目視測色法:通過肉眼對比發現色差的方法,但該方法的適應性和穩定性較差。
(2)密度檢測法:密度檢測法實際上測量的是反射光量和入射光量的大小,評價的是印品表面各色的亮度因數,與色調無關。該方法直觀地反映了CMYK四色印刷的密度、網點百分比、油墨疊印率等,因此被廣泛應用于膠印生產中顏色和墨層厚度的控制。
(3)分光光度法:分光光度法能測量物體反射的光譜功率分布或物體本身的光譜光度特性,再通過計算求得物體在各標準光源下的三刺激值,其測量較為精確。
傳統顏色測量設備屬于點測量設備,即每次僅能測量一種顏色的一個區域,且不適用于鐳射紙類印品的顏色測量。
2.征圖顏色測量技術
顏色形成所需的三要素為:標準光源,即標準太陽光(CIE定義的D50光源,征圖D50標準照明體);待觀測物體;標準觀測者(CIE人眼顏色觀測模型,12通道多光譜相機+顏色校正模型)。因此,測量顏色即測量待觀測物體的反射和透射光譜功率分布。
如果顏色形成所需的三要素已知,在國際照明組織的顏色測量標準(顏色測量國際標準ISO13655要求標準光源與相機應按圖1所示的幾何位置放置,即相機或標準觀測者與豎直方向夾角為0°,標準光源或光照與水平方向夾角為45°)約定下,就可以精確測量出待觀測物體的顏色。
基于此,我公司面向采用凹印工藝生產普通和鐳射煙包的煙包印刷企業,以及采用膠印工藝生產普通包裝藥包及彩盒的印刷企業提出了在線多光譜顏色測量解決方案。
在線多光譜顏色測量解決方案
1.膠印在線多光譜顏色測量(FSColor-Offset)解決方案
膠印紙張絕大多數為銅版紙、金銀卡紙,為此該方案選配了CoronaII+12通道多光譜顏色測量相機,并利用1300塊Pantone色卡進行對比。結果表明,該方案的顏色測量平均精度為1ΔE,重復性為0.04ΔE。
2.凹印在線多光譜顏色測量(FSColor-Gravure)解決方案
在煙包凹印中,鐳射紙的使用占據一半,對此,我公司與重慶宏勁印務有限責任公司共同研制開發了鐳射紙顏色測量系統,該系統可以很好地解決鐳射紙色差一直依靠肉眼目測判斷的困擾,顏色測量平均精度為1.5ΔE,可為煙包印刷企業建立起鐳射紙顏色測量標準。由此可見,在線多光譜顏色測量解決方案有望在凹印生產中得到大力推廣。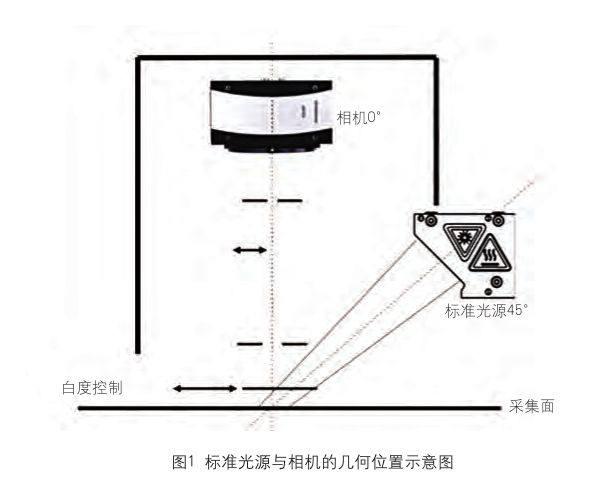
在線多光譜顏色測量解決方案的價值
(1)在線多光譜顏色測量解決方案可應用于凹印機、膠印機及柔印機,以實現印刷過程中全幅面顏色測量和監控,并實時報警。
(2)針對白卡紙類印刷品,該方案比較成熟,測量準確,全局測量精度為1ΔE;針對鐳射紙類印刷品也可進行測試,能幫助包裝印刷企業建立顏色測量標準,避免目視標準混亂、不統一的現象。
(3)可實現全幅面顏色實時測量功能。傳統的分光光度計均為手持式,只能實現局部單點顏色的抽樣測量;傳統的顏色測控條,只能監控印品頂部的顏色變化,無法真正杜絕全幅面各區域之間的色差問題。
(4)建模方便、快捷,可以在線或離線建模,同時快速實現印品的切換。
(5)可實現自動測量區提取、自動定位點提取等易用性功能。
(6)縮短新印品試制及換版時顏色的調整時間,提高設備生產效率。
(7)減少機臺人工抽查力度,避免因停機、減速生產、張力調整等帶來的印品質量風險。
(8)減少質量終檢、質量控制過程中人力、物力的消耗,提高員工的工作效率,提升包裝印刷企業的利潤。
(9)增加印品質量監測過程的管控點,使包裝印刷企業的質量管理體系更完備,確保印品質量,加速客戶生產質量體系的閉環控制建設。
(10)及時發現生產過程中的色差問題,避免出現大量廢次品,減少原材料浪費,幫助包裝印刷企業提升公司形象,擴大品牌優勢。
目前,在線多光譜顏色測量解決方案正在不同印刷工藝中得到廣泛應用,相信該方案將得到更多用戶的認可和青睞,并逐漸替代傳統分光光度計,成為新的顏色測量標準。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
閱讀與作文(英語初中版)(2021年8期)2021-09-13 02:16:29
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
當代陜西(2019年8期)2019-05-09 02:22:48
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
專用汽車(2016年4期)2016-03-01 04:13:43
數字通信世界(2015年10期)2015-12-21 12:22:54
