PLC在機加工自動生產線中的應用
2014-05-29 10:55:56李俊湘
電氣開關 2014年1期
李俊湘
(廣東省高級技工學校,廣東 惠州 516100)
1 引言
在機械行業,機械加工自動線已成為一種常見的自動化生產形式,這種自動線由基本工藝設備及工件傳送系統、控制系統組成。其控制系統大多采用機械、液壓、電氣或氣動相結合的控制方式。其中,電氣控制往往起著中樞聯接作用,但傳統的電氣控制通常采用繼電器邏輯控制方式,使用了大量的中間繼電器、時間繼電器、行程開關等。PLC作為新一代工業控制裝置,因其具有通用性好,實用性強,硬件配套齊全,編程方法簡單易學等優點而廣泛應用于工業領域[1]。
某機加工生產線采用回轉工作臺傳送零件,有夾具、上、下料機械手和進料器四個輔助裝置以及冷卻和液壓系統。系統中除加工動力頭的主軸由電動機驅動以外,其余各運動部分均由液壓驅動。自動線的機械部分主要由銑端面、鉆孔、檢查、擴孔、鏜孔、攻絲、轉位、鉆深孔和上、下料等工位,單面加工,隨行夾具傳送工件。各工位動力頭主軸的旋轉運動由電動機拖動,而輸送帶步進裝置、定位機構、夾緊機構、各工位動力頭滑臺、檢查機構、轉位機構等的運動則由液壓系統拖動。液壓系統的液壓泵由一臺電動機拖動。此外,機加工自動線還配有一臺冷卻泵,用來在加工時對各動力頭的刀具和工件的加工面進行冷卻。冷卻泵由一臺電動機拖動。生產線控制部分采用PLC進行控制。本文重點說明銑端面的設計方法。
2 銑端面工位的設計
2.1 液壓傳動工作原理
銑端面動力頭液壓傳動部分原理圖如圖1所示。由圖1可知,當加工工件夾緊后,若使電磁鐵線圈YV12、YV13通電,則壓力油的流動路線為:泵排出的油→電磁換向閥38→油缸39無活塞桿腔。
回油路線為:油缸39有活塞桿腔→電磁換向閥38→二位二通電磁換向閥37→油箱。油缸39活塞桿拖動銑銷動力頭快進。
當銑端面動力頭快進到位時,碰行程開關SQ12,使電磁鐵線圈YV13斷電,YV12保持通電,此時壓力油的流動路線為:泵排出的油→調速閥36→電磁換向閥38→油缸無活塞桿腔。回油路線為:油缸有活塞桿腔→電磁換向閥38→油箱。油缸39活塞桿拖動銑銷動力頭工進。
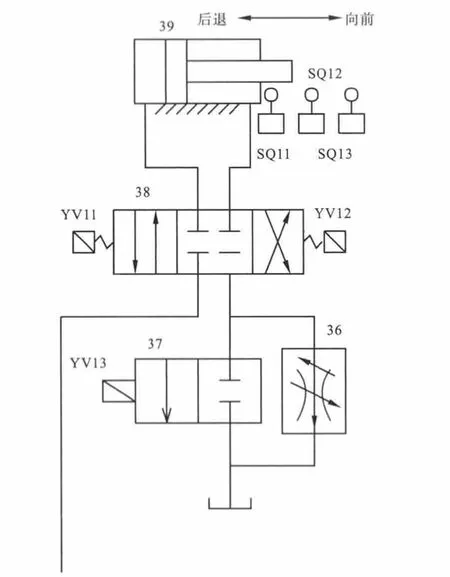
圖1 銑端面動力頭液壓傳動部分原理圖
當銑端面動力頭工進到位時,碰行程開關SQ13,使電磁鐵線圈YV12斷電,YV11、YV13通電,此時壓力油的流動路線為:泵排出的油→電磁換向閥38→油缸有活塞桿腔。回油路線為:油缸無活塞桿腔→電磁換向閥38→二位二通電磁換向閥37→油箱。油缸39活塞桿拖動銑銷動力頭快退。
當銑端面動力頭快退回原位時,碰原位行程開關SQ11,使電磁鐵線圈 YV11、YV12、YV13斷電,切斷使油缸39中活塞向后運動的油路,從而使銑銷動力頭停止在原位,為下一次銑銷作準備。
通過以上分析,可以繪出銑端面動力頭的執行元件動作節拍表如表1所示。
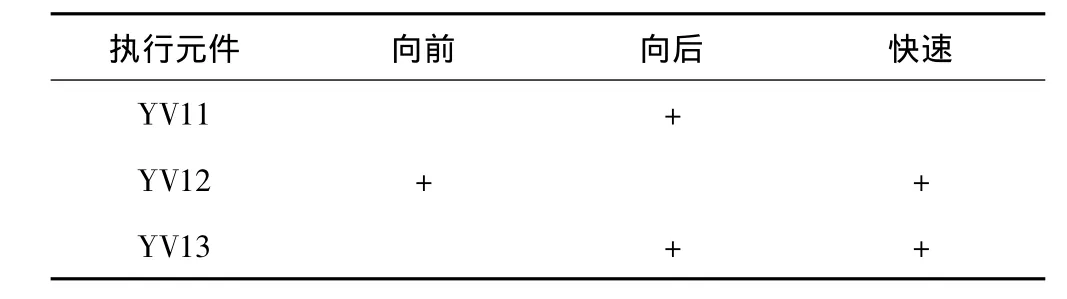
表1 銑端面動力頭的執行元件動作節拍表
2.2 PLC程序設計
在自動線中,一個相對獨立的運動部分稱為單機,在本自動線中有下述單機:
①輸送帶、定位機構、夾緊機構;②各動力頭;③檢查機構、轉位機構。
單機半自動程序就是用來實現PLC控制系統對自動線中各個單機的單周循環控制的。具體地說,當用單機選擇開關選中某個單機,且按下單機起動按鈕后,該單機起動(此時其他單機均停在原位不動),完成其自身的一個循環的工作后,自動停在其原位。
手動程序用于實現PLC控制系統對自動線中某一單機進行手動控制。手動控制方式又稱為點動控制方式,所謂手動控制,就是當用單機選擇開關選中某個單機,且按下某個單機的某一步的點動按鈕不松手時,該單機的該步就起動運行。但是,一松開該點動按鈕,該單機的該步就立即停止運行。
單步程序用于實現PLC控制系統對自動線中某一單機進行單步控制。所謂單機控制,就是按下某個單機的某一步的起動按鈕時,該單機的該步就起動運行,松開該起動按鈕后,該單機的該步仍繼續運行,直至完成該步的工作時才自動停止。
自動回原點程序用來實現自動線各動力頭和和各運動機構從當前所處的任何位置自動地退回到各自的原位,為自動線或某個單機的起動作好準備[2-3]。
本自動生產線輸入元件中包括工作方式選擇開關、啟動、預停、急停按鈕,用于檢測各工位工作進程的行程開關和壓力繼電器等等。輸出元件包括控制各動力頭主軸電動機運行的接觸器線圈,控制各工位向前與向后、快速以及攻絲、退絲、夾緊、松開的電磁換向閥線圈。根據自動生產線的工作特點,選用三菱FX2N-128MR型PLC,即可滿足輸入輸出信號的數量要求,同時由于各工位動作頻率不是很高,但控制線路電流較大,故選用繼電器輸出方式的PLC,系統中銑端面工位的輸入輸出信號地址分配表如表2所示。
根據機加工自動線機械運動部件(輸送帶、定位機構、夾緊機構和銑端面動力頭)的工藝控制要求,可以設計出銑端面工位的PLC功能表圖如圖2所示[4]。圖中M500為1時,表示系統滿足機加工自動線的初始條件。
回油路線為:油缸39有活塞桿腔→電磁換向閥38→二位二通電磁換向閥37→油箱。油缸39活塞桿拖動銑銷動力頭快進。
當銑端面動力頭快進到位時,碰行程開關SQ12,使電磁鐵線圈YV13斷電,YV12保持通電,此時壓力油的流動路線為:泵排出的油→調速閥36→電磁換向閥38→油缸無活塞桿腔。回油路線為:油缸有活塞桿腔→電磁換向閥38→油箱。油缸39活塞桿拖動銑銷動力頭工進。
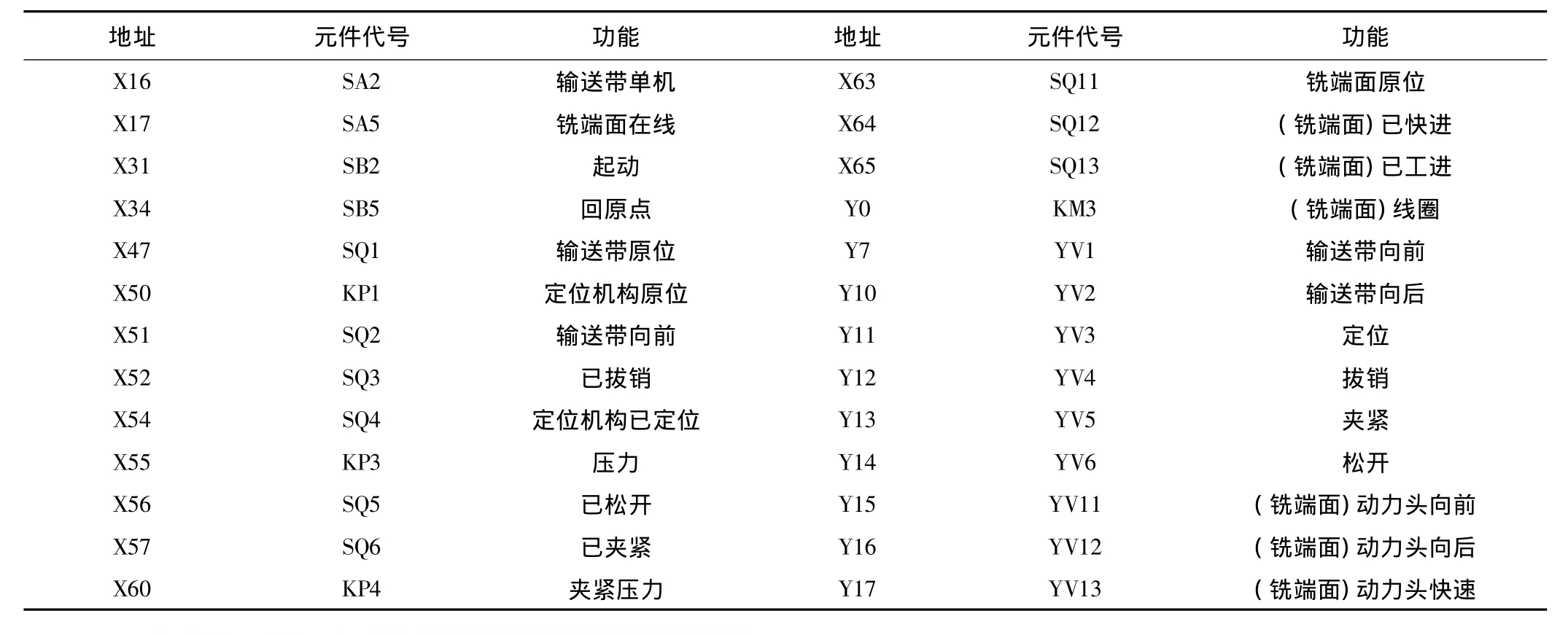
表2 PLC I/O地址分配表(銑端面)
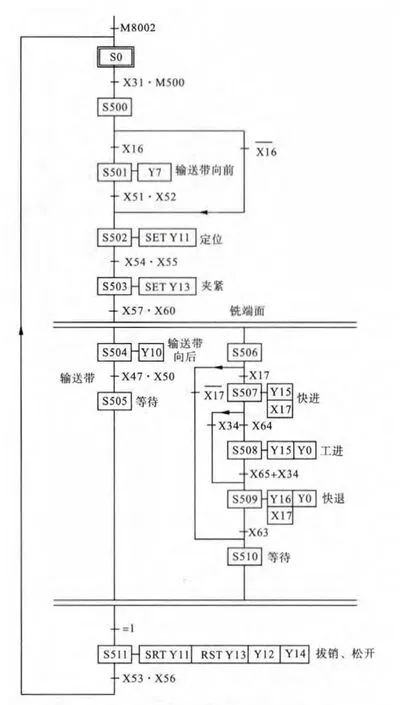
圖2 銑端面工位PLC順序功能圖
3 PLC輸出端的保護
機加工自動線控制系統中的交流用電設備較多,如變頻器、變壓器、PLC共處于一控制系統中,系統的電磁干擾較強,對PLC及其輸出電路產生較嚴重的影響,有時甚至會擾亂系統的正常工作秩序。由于本系統中PLC的驅動元件主要是電磁閥和交流接觸器線圈,實際應用時,為了有效抑制電磁干擾,確保系統工作的穩定,在PLC輸出端與驅動元件之間增加過零型固態繼電器AC-SSR進行隔離,如圖3所示。
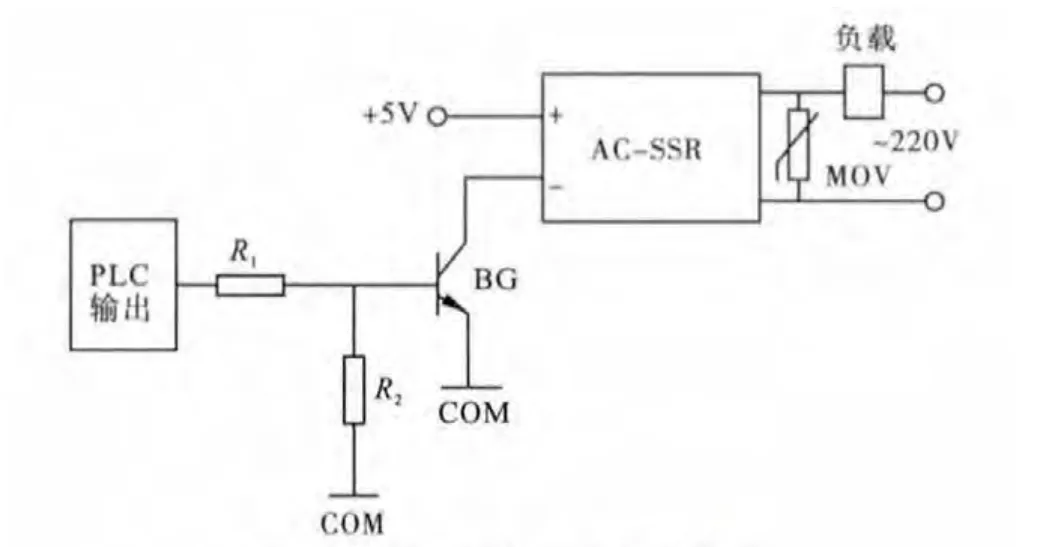
圖3 增加SSR的抗干擾措施
從圖3可以看出,從PLC輸出的控制信號經晶體管放大,去驅動AC-SSR,AC-SSR的輸出經負載連接AC220V電壓。圖3中MOV為金屬氧化物壓敏電阻,用于保護AC-SSR,其兩端電壓在其標稱值電壓以下時,MOV阻值很大,當超過標稱值時,阻值很小,這樣在AC220V電壓斷開的瞬間,負載因電磁感應產生高電壓,MOV阻值下降,兩端電壓下降,就保護了ACSSR,實踐證明,這種隔離措施是行之有效。
4 結束語
可編程控制器(PLC)具有開發柔性好、接線簡單、安裝方便、抗干擾性強等特點,用它來控制機加工自動線這樣復雜的生產設備,是理想的選擇。本系統經過一段時間運行表明,該系統性能可靠,自動化程度高,完全能滿足生產工藝要求,它不僅提高了生產效率,而且大大減輕了勞動強度,改善了工作環境。
[1]任振輝,等.現代電氣控制技術[M].北京,機械工業出版社,2012.
[2]姜映紅.基于PLC控制的工件裝配裝置系統改造[J].成都:機床電器,2012,2:30-4.
[3]任國軍.基于PLC的多頭鉆床控制系統分析與設計[J].成都:機床電器,2012,3:32-40.
[4]MELSEC-FX2系列使用手冊[M].日本三菱公司,2012.
