連桿精銑大小頭兩端面夾具設計
2014-05-20 07:21:08江西省機電職業技術學院福建省晉江市佶龍機械工業有限公司姜文斌帥麗華
海峽科學 2014年12期
.江西省機電職業技術學院; . 福建省晉江市佶龍機械工業有限公司 黃 躍 姜文斌 帥麗華
?
連桿精銑大小頭兩端面夾具設計
1.江西省機電職業技術學院; 2. 福建省晉江市佶龍機械工業有限公司 黃 躍1姜文斌2帥麗華2
該文通過對連桿使用性能及結構工藝性的分析,針對連桿加工尺寸精度、位置精度及重量誤差要求高的特點,從理論上減小基準不重合誤差,從加工中減小安裝誤差、加工變形誤差,設計了工裝,并取得了很好的效果。
連桿 夾具 定位 基準 夾緊力
連桿是內燃機的主要傳動構件之一。其作用是把活塞和曲軸聯接起來,將作用在活塞上的燃氣爆發壓力傳給曲軸,從而使得活塞的往復運動變為曲軸的旋轉運動,以輸出功率。連桿承受活塞銷傳來的氣體作用力及其本身擺動和活塞組成往復運動的慣性力,這些力的大小和方向都是周期性變化的。因此,連桿受到的是壓縮、拉伸和彎曲等交變載荷,這要求連桿在質量盡可能小的情況下,有足夠的強度和剛度,還要有高的尺寸精度與形位精度。為了保證發動機運轉均衡,同一發動機中各連桿的質量不能相差太大。因此,其加工工藝的可靠性、合理性、先進性將直接影響到零件的質量與生產成本、生產效率及使用壽命。我們經過分析連桿的零件圖要求,針對晉江佶龍機械工業有限公司現有的資源設備狀況,設計了加工連桿精銑大小頭兩端面的夾具,并投入使用,取得了較好的效果。
1 零件圖分析
如圖1所示,該夾具為銑削連桿孔兩端面而設計。
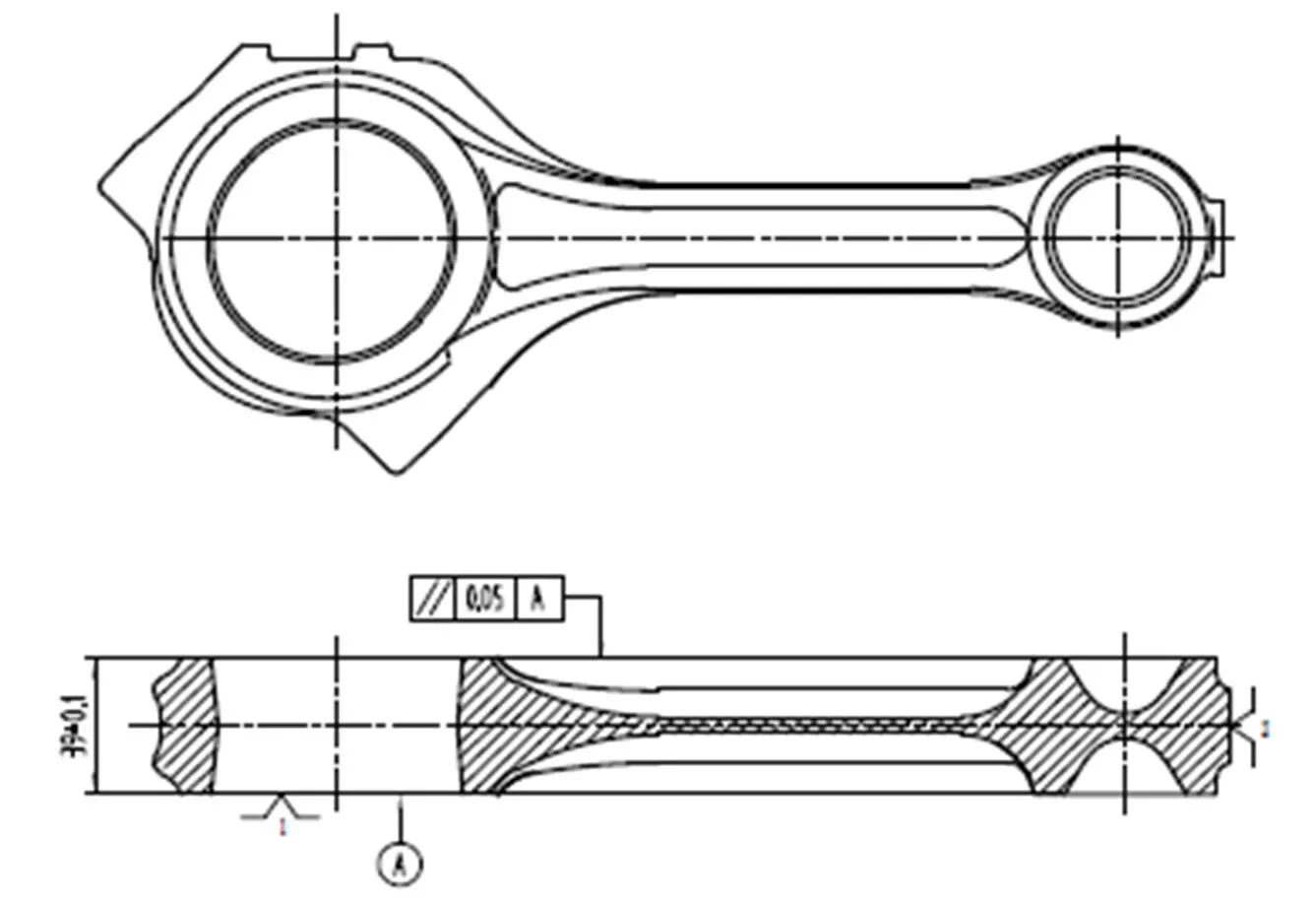
圖1
連桿是一個剛性較差的工件,應充分注意夾緊力的大小、方向及著力點、位置的選擇,以免因受夾緊力的作用而產生變形、降低加工精度。在設計本道工序夾具時,應使夾緊力主方向與端面平行。在夾緊力的方向上,大頭端部與小頭端部的剛性大,即使有一點變形也產生在平行于端面的方向上,對端面的平行度影響較小。夾緊力通過工件直接作用在定位元件上,可避免工件產生彎曲式扭曲變形。兩平面具有平面度要求不大于0.05mm,兩平面具有對稱度要求,尺寸公差要求為±0.1mm。
2 定位方案確定
2.1 理論分析
一方面,為保證連桿兩端面與兩孔的垂直度要求,需限制繞X軸轉動與繞Y軸轉動自由度。另一方面,為保證連桿兩端面對稱度要求,需限制Z軸方向移動。
綜合結果:需限制繞X軸轉動、繞Y軸轉動以及Z軸方向移動三個自由度。
2.2 定位方案的確定及定位元件的選用
(1)用定位塊平面與連桿大小頭端面接觸限制繞X、Y軸的轉動與Z軸方向的移動。
(2)用V型塊與小頭外緣面接觸,限制X軸方向和Y軸方向的移動。
(3)用V型塊與小頭外緣面接觸及大頭孔定位芯軸限制繞Z軸的轉動。
(4)本夾具采用V型塊夾緊連桿體。
2.3 定位誤差分析
精銑兩端面時,定位基準與設計基準重合,所以不存在基準不重合誤差,只有基準偏移誤差。基準偏移誤差就等于定位塊的公差,故控制定位塊公差小于0.05mm,即可滿足加工需要。
2.4 對刀方案的設計說明
本夾具是為銑削兩端面而設計的,在專用機床上銑削。銑削的深度由工作臺和機床刀具共同保證,在加工中采用標準對刀塊對刀。
2.5 夾緊方案及元件確定
本夾具需要有較好的自鎖性,夾緊可靠,結構簡單。為了減輕工人的操作強度,提高夾具的自動化程度和生產效率,采用氣動夾緊機構夾緊。這個方案具有以下優點:
(1)與液壓傳動相比,氣動傳動反應快、動作迅速。
(2)便于集中控制、程序控制及過載保護。
(3)對環境的適應性強。在易燃、易爆、多塵、強磁、輻射、潮濕、震動及溫度變化大的場合下也能可靠工作,比液壓、電氣控制優越。
(4)壓縮空氣的工作壓力較低(一般為0.4~0.6MPa),對元件的材料和制造質量要求較低,便于集中供應和遠距離輸送。用后排入大氣,不需要回收裝置和管道。因此,較液壓傳動的成本低。
(5)介質清潔,泄漏不易造成污染。管道不易堵塞,亦無介質變質、補充、更換等問題。系統較簡單,便于維修。
3 夾緊力的計算及氣缸直徑和其它夾緊元件尺寸的確定
3.1 切削力的計算
根據連桿的長度及放置位置,選用YT15端銑刀,齒數Z=4,直徑d0=125mm,轉速n=300r/min。
其中,CF=7900,ap=1.25mm,XF=1.0,fZ=0.2,yF=0.75,Z=4,e=90,uF=1.1mm,d0=125mm,qF=1.3,wF=0.2,KFC=1.04,計算得F=1041.5N。
水平分力:FH=1.1F=1145.6N;垂直分力:FV=0.3F= 312.45N,在計算切削力時,必須把安全系數考慮進去。
安全系數:K=K1K2K3K4
其中:K1為基本安全系數,取1.5;K2為加工性質安全系數,取1.1;K3為刀具鈍化系數,取1.1;K4為斷續切削系數取1.1;所以
F′=KFH=1.5×1.1×1.1×1.1×1145.6=2287.1N
水平力所產生的力矩:M=F′L=2287.1×0.25=571.8Nm
夾緊力 N1L1=F′L,其中L1=0.210×cos45°=0.1485m
所以,夾緊力N1= F′L/ L1=571.8/0.1485=3850.5N
因為要兩件同時夾緊,所以實際夾緊力N′=2N=10890.8N。 氣缸通過一杠桿機構把力傳給加力機構,初定擴力比為1:2。
3.2 氣缸的確定
當壓縮空氣單位壓力P=0.5MPa時,查《夾具設計手冊》(表1-5-29),選用直徑為125mm的氣缸,氣缸推力為6130N,故氣缸產生的實際夾緊力為N氣=6130×2=12260N,此時N氣已大于所需的的夾緊力,故本夾具可以可靠工作。
3.3 活塞桿的確定
活塞桿頭部螺紋為M27×2(查表1-5-26)。
3.4 氣缸壁厚的確定與驗算
查《切削手冊》(表1-5-33),選壁厚t=8mm,則
所以t > PD/(2[e])。
3.5 氣缸進氣口螺孔直徑的確定
查表1-5-27,選M14×1.5。
3.6 連接螺栓直徑確定
查表1-5-35,選M12。
4 連桿銑兩端面過程
第60工序的工序卡片,如圖2所示。
5 夾具總裝草圖(見圖3)
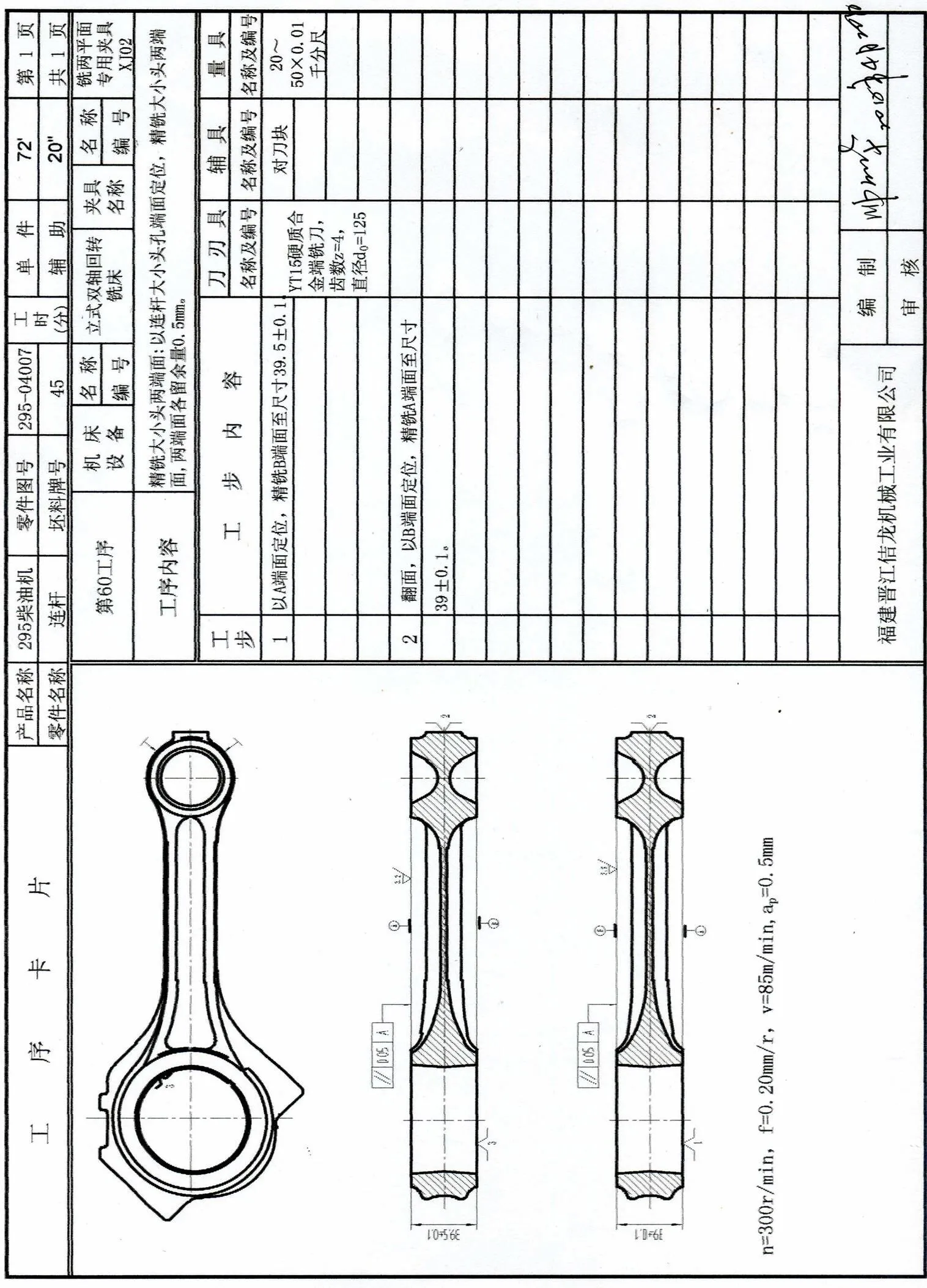
圖2

6 結論
本夾具采用連桿大頭內孔、端面及小頭外輪廓V型塊定位,氣動裝夾,穩定可靠,快捷高效,適用于大批量生產。通過生產使用及反饋,加工質量穩定,一次交檢合格率在99%以上,操作方便,高效快捷。現已推廣到本公司系列組合銑床上使用。
[1] 范云漲.金屬切削機床設計簡明手冊[M].北京:機械工業出版社,1993.
[2] 龔定安.機床夾具設計[M].西安:西安交通大學出版社,2001.
[3] 徐茂功.公差配合和技術測量[M].北京:機械工業出版社,2004.
[4] 張權民.機床夾具設計[M].北京:科學出版社,2006.
[5] 鄭修本.機械制造工藝學[M].北京:機械工業出版社,2006.
[6] 黃雨田.刀具課程設計指導書[M].西安:陜西國防學院,2005.
[7] 任青劍.機械零件課程設計[M].西安:陜西科學技術出版社,2003.
[8] 孫家寧.金屬切削原理與刀具[M].北京:機械工業出版社,2005.
[9] 《金屬機械加工工藝人員手冊》修訂組.金屬機械加工工藝人員手冊[M].上海:上海科學技術出版社,1982.
[10] 艾興, 肖詩綱. 切削用量簡明手冊[M].北京:機械工業出版社, 1994.
[11] 公差材料[M]. 北京:機械工業出版社.
[12] 機械零件設計手冊[M].北京:機械工業出版社.
猜你喜歡
電腦報(2020年35期)2020-09-17 13:25:53
現代裝飾(2020年7期)2020-07-27 01:27:42
當代工人(2020年8期)2020-05-25 09:07:38
流行色(2020年1期)2020-04-28 11:16:38
電腦報(2019年40期)2019-09-10 07:22:44
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
科技知識動漫(2016年8期)2016-07-29 20:40:09