板坯連鑄機結晶器調寬控制系統故障分析及改進
2014-05-16 06:08:54蔡霖楠
天津冶金 2014年3期
蔡霖楠
(天津天鐵冶金集團熱軋板有限公司,河北涉縣 056404)
板坯連鑄機結晶器調寬控制系統故障分析及改進
蔡霖楠
(天津天鐵冶金集團熱軋板有限公司,河北涉縣 056404)
介紹了板坯連鑄機結晶器調寬控制系統的基本結構和工作原理。對結晶器調寬控制系統在運行中出現的電氣接地、制動器抱死、脈沖編碼器等故障現象原因進行了分析,提出了相應的改進措施,改進后結晶器調寬控制系統運行效果良好,操作便捷,保證了生產的安全穩定性。
板坯連鑄機;結晶器;控制系統;故障;分析;改進
1 引言
在天鐵熱軋連鑄生產中,結晶器是連鑄機的心臟,結晶器調寬控制系統運行的正常與否直接關系到連鑄機是否具備生產條件,進而影響到板坯連鑄機的作業效率,在板坯連鑄機生產中經常出現了包括抱閘整流塊損毀、電氣接地、編碼器損壞、機器卡死等現象。對此進行了認真的分析后得知由于放置電機的溝槽內潮濕,水和蒸汽進入電機,造成內部銹蝕。水和雜物進入軸承造成機械卡死等原因,導致調寬控制系統紊亂,不能滿足生產工藝的要求,嚴重影響企業生產效益。通過采取調整制動器整流塊的安裝位置、對部分參數進行優化等措施后,保障了結晶器調寬控制系統能夠正常、穩定的運行。
2 結晶器調寬控制系統原理
板坯結晶器的調寬裝置由調寬電機(帶制動器的)、脈沖編碼器、變頻器、萬向軸、減速機等部分構成。左右兩側窄面分別裝配有2個調寬電機,采取上下垂直安裝的方式,每一個電機使用變頻器控制調寬電機驅動,可以改變結晶器寬度和錐度。每個控制調寬的電機均由單獨的變頻器采用位置環、速度環和電流環的方式來實現控制,是一種高動態響應,高精度運動控制方式[1]。當操作工將生產鋼種結晶器寬度、錐度設定值輸入到操作界面上,經過總線傳輸給調寬PLC,PLC經過運算后,傳輸給變頻器位置信號和速度信號,而使系統快速平穩的跟隨位置設定值,實現窄面銅板的精確定位。
結晶器調寬時由安裝在各電機上的脈沖編碼器計數跟蹤,然后將跟蹤數據反饋到DT板子上,再將脈沖編碼器的數值反饋到變頻器接口上,通過變頻器內部計算功能來判斷調寬是否準確,以此來達到對電機的運動控制。結晶器寬度和錐度的改變分別可以通過調節上部、下部來實現。在結晶器寬度或錐度調節過程中,同邊的上部寬度和下部寬度最大之差不能超過50mm(可調)。結晶器調寬前首先要確定工作模式,可以選擇左邊單動、右邊單動、左右一起聯動;也可選擇上部單動、下部單動、上下一起聯動。在調寬或調錐之前,先確定寬度或錐度設定值,在聯動模式下結晶器夾緊裝置松開,調寬裝置左上、左下、右上、右上電機以高速同步運行,當要到達各設定值之前10mm時,(可調,由相應的脈沖編碼器跟蹤),相應的調寬電機從快速自動變成慢速,當到達設定值時,相應的調寬電機停止運轉[2]。
左邊錐度=tan-1(左上寬度-左下寬度)/結晶器高度
右邊錐度=tan-1(右上寬度-右下寬度)/結晶器高度
結晶器寬度和錐度的設定值可在懸臂操作箱和主操作室的HMI上確定,但懸臂操作箱具有優先權。結晶器寬度和錐度的設定值和實際值在懸臂操作箱和主操作室的HMI上均有顯示。結晶器調寬裝置可手動調寬對單臺電機控制,也可聯動調寬,對2臺電機控制,還可自動調寬,對4臺電機同時控制。調寬裝置的操作只能在懸臂操作箱上進行。調寬時由調寬電機通過萬向軸驅動減速機,減速機帶動絲桿轉動預支相配的螺母,將旋轉運動轉化為直線運動,帶動套筒伸縮動作,實現窄面側寬度大小的調整。調寬電機內的脈沖編碼器計數通過DT板子將調整量反饋給變頻器來進行控制。
3 結晶器調寬控制系統故障原因分析
調寬電機安裝布置圖。結晶器調寬結構安裝在振動框架上,調整時通過調寬電機的轉動帶動萬向軸傳遞到結晶器上的減速機上,進而帶動結晶器窄面側按照預定的設定值動作,從而實現調寬結構的動作,見圖1。
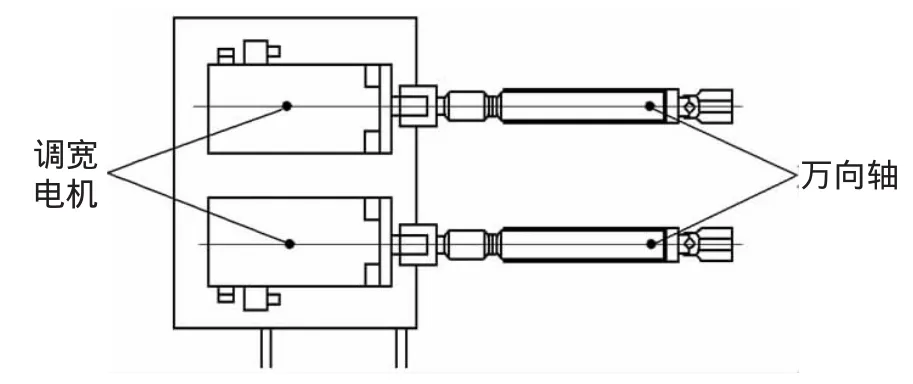
圖1 調寬電機結構圖
由于電機布置在澆注平臺與結晶器等高的溝槽內,上面蓋有混凝土澆注成的蓋板,與結晶器內弧形成一個封閉的空間。經過一段時間的使用后,開始發生電機故障。其中包括抱閘整流塊損毀、電氣接地、編碼器損壞、機器卡死等情況。維修時發現放置電機的溝槽內濕氣很重,保護渣等污物布滿電機罩上。水和蒸汽進入電機,造成內部銹蝕。水和雜物進入軸承造成機械卡死。
通過對板坯結晶器的調寬系統運行狀態的跟蹤發現:結晶器的調寬控制系統在連鑄機生產過程中的常見故障主要為結晶器的調寬控制系統中控制調寬電機的變頻器經常報“F011”和“F015”故障,影響調寬控制系統正常運轉,見表1。
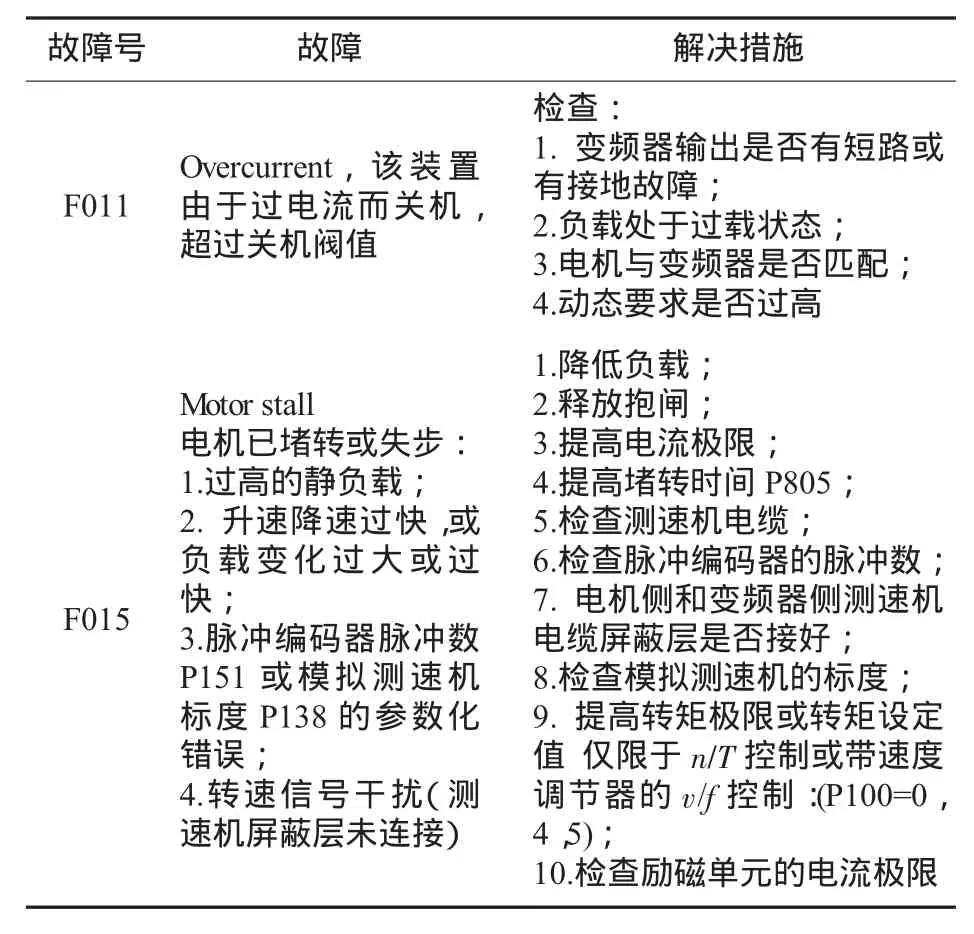
表1 變頻器故障表
通過檢查發現發生F011故障的原因是變頻器輸出有接地故障,產生F015故障是由于制動器,即抱閘抱死或編碼器失轉。變頻器輸出是直接對向電機進線的,然而由于生產現場溫度高、霧氣大,遇冷后凝聚成水,長時間電機接線盒內就會有存水,從而導致接地故障F011的發生。制動器抱死是電機制動器的整流塊由于長時間工作損壞而使制動器不能正常工作。脈沖編碼器失轉也是由于長時間工作,電氣連接以及機械連接出現的故障都會使脈沖數不穩定,影響調寬系統正常工作。由于電機安置的位置在澆注平臺與結晶器等高的溝槽內,上面還有混凝土澆注成的蓋板,給日常維護和檢修增加困難。
4 結晶器調寬控制系統的改進
4.1 變頻器接地改進
針對變頻器輸出接地故障的問題,結合生產現場溫度高,濕度大的特點,為了防止水和蒸汽順著導線進入接線盒,除了將接線處打滴水彎外,在接完線蓋好接線盒的蓋子后,再用玻璃膠對接線盒進行封邊。
4.2 制動器抱死改進
制動器抱死會影響調寬控制系統正常運轉,調寬不能進行,從而影響開澆生產。為了能夠及時處理不影響開澆,將電機制動器的整流塊從電機機殼的接線盒內移至調寬變頻器柜內。這樣不僅使制動器抱死的問題能夠快速解決,而且也改善了制動器整流塊的工作環境,延長了使用壽命,節約了備品備件的成本,增加了效益。
4.3 脈沖編碼器失轉改進
脈沖編碼器脈沖數不穩定產生的原因不外乎3種:一是由于脈沖編碼器與電機連接軸松動造成的;二是由于脈沖編碼器接線端接線問題;三是脈沖編碼器自身損壞造成的。無論哪種原因產生的問題,都會造成調寬變頻器不能正常工作。不過在生產節奏緊張的情況下,為了不影響生產計劃,我們可以在變頻器的面板上把參數從閉環改成開環。這樣可以臨時解決變頻器報F015故障的問題,保證生產,參數設置見表2。
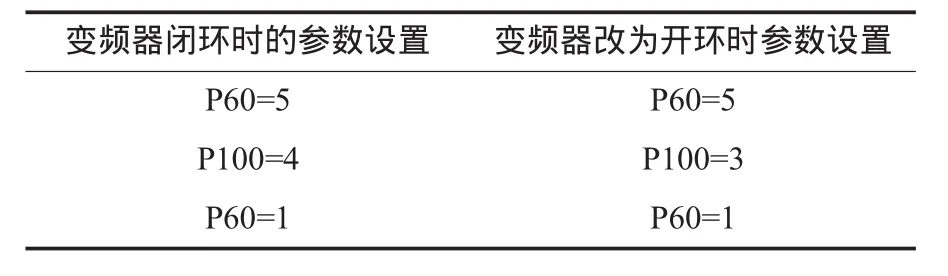
表2 改變前后的參數對比
為了操作方便,在變頻器柜門上安裝一個兩擋位的轉換開關,即閉環→開環,開環→閉環的往復轉換開關。參數在原有參數的基礎上修改如下:P362=12,P60=5,P100.2=3,P60=1,P578=18(X101:7),r011查看當前使用MDS組,即可實現柜門轉換開關對開閉環的控制,大大提高了轉換速度,使操作更加便捷,節省了時間,保障了生產。
5 改進后的效果
結晶器調寬控制系統改進后,提高了控制精度,方便了操作,降低了控制系統故障率,變頻器報警功能方便維護人員查找故障,達到了快速解決問題的效果;避免了連鑄機準備拉鋼時結晶器調寬控制系統不能正常工作,造成連鑄機延遲生產事故,保證了生產穩定順利進行。
6 結束語
板坯結晶器調寬控制系統經過改進,降低了生產中的故障率,在工作穩定性、制動器整流塊的使用壽命等方面得到提高。上述改進已成功應用于天鐵熱軋連鑄板坯機結晶器調寬控制系統中,設備運行良好,完全達到了預期的目標,減少了備件的使用量,提高了設備的運行率,并取得了很好的效果,保證生產的安全穩定性,為日后進行其他項目的改造總結了寶貴的經驗。
[1] 馬駿.交流伺服控制系統在濟鋼連鑄機中的應用研究[D].濟南:山東大學,2006.
[2] 唐繼剛.連鑄機電氣自動化控制性的設計與研究[D].長沙:湖南大學,2008.
Fault Analysis and Improvement of Mould Width Adjustment Control System of Slab Caster
CAI Lin-nan
(Hot Rolling Plate Mill,Tianjin Tiantie Metallurgical Group,She County,Hebei Province056404,China)
The basic structure and working principle of mould width adjustment control system of Slab Caster is introduced.The author analyzes the causes for faults in electric earthing,brake locking,impulse encoder and so on occurring at the running of mould width adjustment control system and proposes relevant improvement measures.After modification the mould width adjustment control system,which was operated easily,ran well and ensured safe and stable production.
slab caster;mould;control system;fault;analysis;improvement
10.3969/j.issn.1006-110X.2014.03.015
2014-02-01
2014-02-20
蔡霖楠(1987—),女,主要從事冶金電氣控制技術管理工作。
猜你喜歡
防爆電機(2020年3期)2020-11-06 09:07:42
汽車維修與保養(2019年7期)2020-01-06 03:30:42
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2017年7期)2017-06-05 09:36:13
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
自動化博覽(2014年12期)2014-02-28 22:34:39
